4. Механизм воздействия лазерного излучения на вещество
Лазерная технология – это направление корпускулярно-фотонной технологии, в котором основные технологические процессы изготовления изделия пленочной электроники выполняются с применением одного инструмента - лазерного луча. Используя разные эффекты, протекающие при воздействии излучения на твердое тело, можно осуществлять такие виды обработки, как нагрев, диффузия, сварка, пайка, герметизация, размерная обработка и др.
Отсутствие промежуточных (химических) процессов, возможность обработки на воздухе и бесконтактность воздействия позволяют контролировать результаты в реальном масштабе времени и автоматизировать процесс лазерной обработки, обеспечивая его высокую точность, технологическую простоту и производительность.
Процессы, протекающие при лазерной обработке, зависят от интенсивности лазерного излучения, режима воздействия (импульсного или непрерывного), электрофизических характеристик материала. Мощность q на глубине x определяется законом Бугера:
![]() ,
(1)
,
(1)
где q0 - плотность мощности на поверхности образца, R – отражательная способность материала, α - линейный коэффициент поглощения.
При воздействии излучения мощностью порядка 105 Вт/см2 в непрерывном режиме начинается плавление материала с постепенным увеличением площади расплава до установления стационарного состояния. При увеличении мощности лазерного излучения до 107 Вт/ см2 вместе с плавлением происходят кипение и интенсивное испарение материала. На поверхности образуется лунка, размеры которой начинают расти. При мощности 109 Вт/см2 излучение и температура приводят к интенсивной ионизации паров материала, образуется плазма и начинается интенсивное поглощение излучения плазмой, приводящее к прерывистому характеру обработки.
В импульсном режиме изменение температуры поверхности материала при воздействии излучения зависит от соотношения глубины проникновения излучения, толщины прогретого слоя и радиуса зоны облучения.
При лазерной сварке процесс зависит от режима: плотности потока излучения, диаметра светового луча и времени проведения процесса. На характер сварки оказывают существенное влияние чистота свариваемых материалов, толщина и электрофизические характеристики материалов, длительность и частота следования импульсов, плотность мощности и т.д.
Поглощение оптического излучения с длиной волны 0,1 – 1000 мкм происходит в слое толщиной 10-6 – 10-5 см. Поглощенная энергия передается другим, более холодным частям тела с помощью различных механизмов теплопроводности, из которых для металлов основной является электронная.
Верхнюю допустимую
температуру нагрева металлов при
лазерной сварке обычно связывают с
температурой
кипения.
Минимальная температура должна быть
близкой к температуре
плавления
наиболее тугоплавкого из металлов.
Распределение температуры зависит от
длительности импульса
![]() ,
теплопроводности
,
теплопроводности
![]() ,
плотности
,
плотности
![]() ,
теплоемкости
,
теплоемкости
![]() и температуропроводности материала
и температуропроводности материала
![]() .
.
Количество света, поглощаемого металлической поверхностью, пропорционально 1-R, где R - коэффициент отражения. На рис. 2 приведена зависимость коэффициентов отражения некоторых металлов от длины волны. Результаты получены для гладкой поверхности металлов. В общем случае значения коэффициента отражения зависят от различных условий, в том числе от степени обработки поверхности и наличия на ней окисных пленок. Коэффициент отражения всех металлов возрастает по мере смещения в дальнюю ИК-область спектра.
Для длин волн, превышающих 5 мкм, коэффициенты отражения практически всех металлов превышают 90%. В указанной области коэффициент отражения связан с электропроводностью материала. Металлы с высокой электропроводностью обладают максимальными значениями коэффициента отражения в ИК - области спектра. На длине волны СО2-лазера (10,6 мкм) коэффициент отражения R ≈ 1 и величина 1-R становится малой, поэтому лишь небольшая часть падающей на поверхность энергии излучения СО2 лазера поглощается и может быть использована для плавления металла.
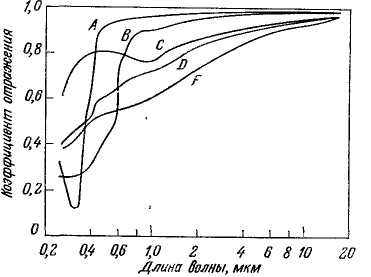
Рис. 2. Коэффициент отражения различных металлов как функция длины волны.
А — полированное серебро; В — медь; С — алюминий; D—никель; F—углеродистая сталь.
При проведении
сварки важно распределение температуры
в объеме нагреваемого тела и изменение
ее во времени. Линейная задача нагрева
полубесконечного тела (в частности
пластины конечной толщины d
для случая d>>![]() и d>>
и d>>![]() )
и пренебрежения теплоотводом в основание
предполагает решение следующего
уравнения:
)
и пренебрежения теплоотводом в основание
предполагает решение следующего
уравнения:
![]() . (2)
. (2)
![]() .
.
![]() при r>r0.
при r>r0.
В этих уравнениях
![]() -
текущий радиус,
-
текущий радиус,
![]() -радиус
пятна лазерного излучения,
-радиус
пятна лазерного излучения,
![]() -
коэффициент отражения металла в зоне
воздействия лазерного излучения,
-
коэффициент отражения металла в зоне
воздействия лазерного излучения,
![]() -
плотность мощности в импульсе
излучения с осесимметричным распределением
потока по поверхности тела. Последний
член в правой части учитывает энергию,
подводимую лазерным лучом.
-
плотность мощности в импульсе
излучения с осесимметричным распределением
потока по поверхности тела. Последний
член в правой части учитывает энергию,
подводимую лазерным лучом.
Решение уравнения (2) для простейшего случая равномерной плотности мощности по сечению луча позволяет рассчитать зависимость температуры в центре луча от времени в процессе нагрева.
 (3)
(3)
Функция iФ*(U) есть интеграл дополнительной функции интеграла вероятности Гаусса:
![]() (4)
(4)
Эта функция с достаточной точностью может быть представлена в следующем виде, более удобном для расчета:
![]() (5)
(5)
После времени
нагрева
![]() устанавливается
квазистационарный режим и температура
не зависит от времени нагрева.
устанавливается
квазистационарный режим и температура
не зависит от времени нагрева.
Зависимость температуры в центре пятна от времени после окончания воздействия излучения подчиняется следующей закономерности:
 (6)
(6)
Значения интеграла
дополнительной функции интеграла
вероятности
![]() для
нескольких U
приведены в табл. 1.
для
нескольких U
приведены в табл. 1.
Таблица 1
|
0,5642 |
0,5542 |
0,2521 |
0,4698 |
0,0503 |
0,3866 |
0,0010 |
U |
0 |
0,001 |
0,1 |
0,2 |
0,4 |
1,0 |
2,0 |
Для типичных
случаев лазерной сварки корпусов ИМС
(сталь, никель, железо-никелевые
сплавы) с r0=(0.25
– 0,5)мм,
![]() 0,1
см2/с.
Необходимые сведения о характеристиках
свариваемых материалов приведены в
табл. 2. Ковар представляет собой сплав
54% Fe
+ 29% Ni
+17% Co.
0,1
см2/с.
Необходимые сведения о характеристиках
свариваемых материалов приведены в
табл. 2. Ковар представляет собой сплав
54% Fe
+ 29% Ni
+17% Co.
Таблица 2
Материал |
Al |
Ковар |
Ni |
Cu |
Ag |
Fe |
|
218 |
19,3 |
91 |
406 |
415 |
73 |
С, кДж/кг·К |
0,923 |
0,67 |
0,44 |
0.386 |
0,234 |
0,45 |
|
2,7 |
8,3 |
8,9 |
8.93 |
10,5 |
7,87 |
Tпл, 0С |
657 |
1450 |
1455 |
1083 |
961 |
1535 |
Tкип , 0С |
2400 |
2730 |
2730 |
2580 |
2180 |
2900 |
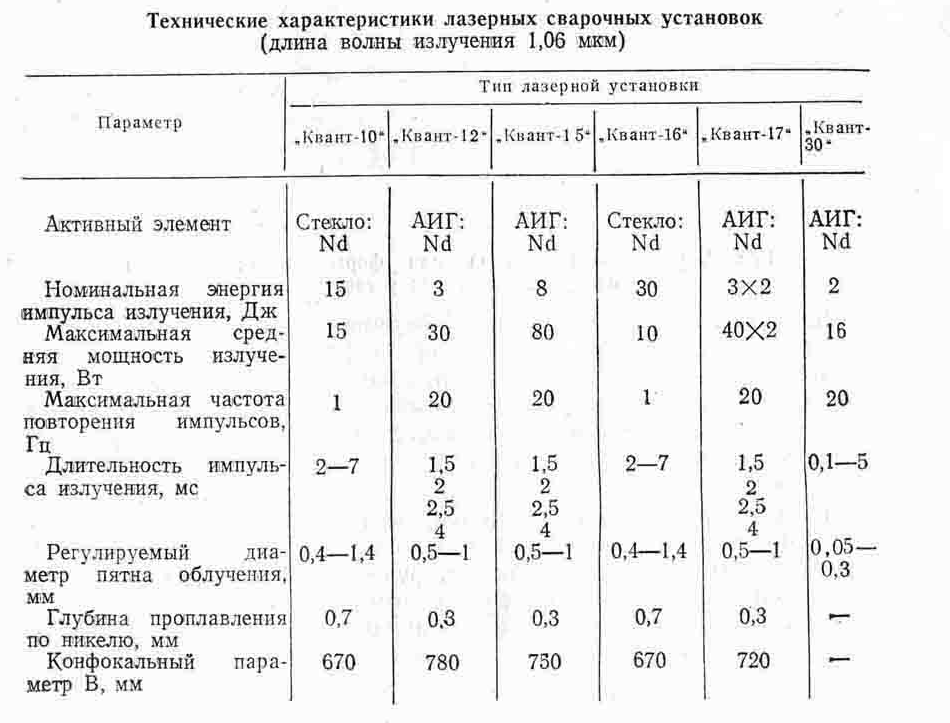
Для герметизации используются несколько типов установок с длиной волны излучения 1,06 мкм. основные характеристики которых приведены в табл. 3.
Таблица 3