4 Сурет – Тігістегі жарық (босатылған шлиф), 100
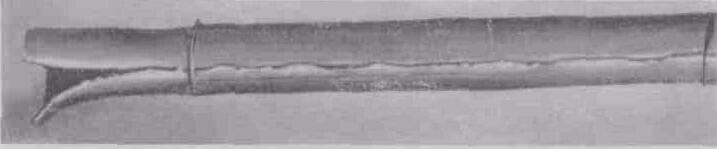
5 Сурет – Шешілмеген маңғаз
Шешілмеген маңғаз. Оның қалдықтары (5 сур) мөлшерлеулеу барысында құбырдың денесінде майысқан жерлер қалдырады және диаметр бойынша оны шектерден тыс шығарады. Осындай ақау орнақтың тоқтауының немесе сыртқы маңғаз алушының кескішін бояу нәтижесінде туындайды.
Байланысты пісірумен дайындау кезінде құбырлардың ақаулары төмендегі жағдайларда пайда болады:
таспаны түйістік пісіру кезінде, орамдықтардың түйістірілген ұштарынан маңғазды шешкен кезде, таспаны құбырлы дайындамаға қанағаттанарлық емес қалыпқа келтірудің нәтижесінде, пісіру түйінінде құбырларды сапалы емес пісіру кезінде, құбырлардың мөлшерлеулеу барысында, құбырларды кесетін бастиекте кесу уақытында.
Пісіру түйінінің қанағаттанарлық емес жұмысының салдарынан туындайтын ақауларды қарастырайық.

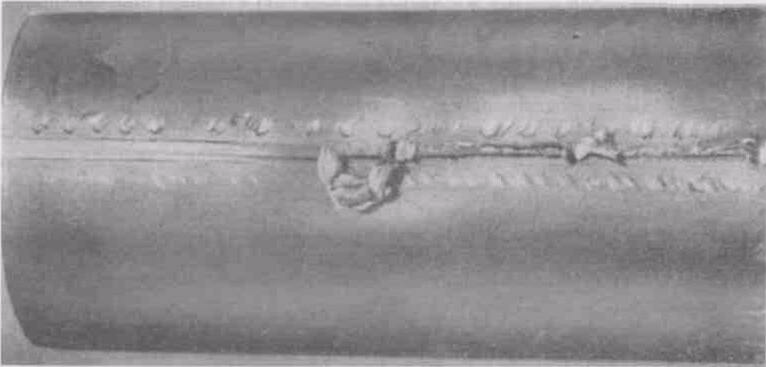
6 Сурет – Металдың қабаттасуы
Сыртқы ақаулар. 6 сур. металдың қабаттасуымен құбыр көрсетілген. Егер, ақау үлкен ұзындыққа таралмаса, онда қабаттасу орын алған учаскені кесіп тастайды. Егер ақаудың тереңдігі құбырдың қабырғасының қалыңдығын жіберілетін өлшемдердің шектерінен тыс шығарса, құбырдың сыртқы немесе ішкі бетіндегі плендер, қуыстар және таусылулар ақау белгісі болып табылады.
Өлшемдер бойынша ақау. Жақтауда сым созылмайтын электрлік дәнекерленетін құбырлардың қабырғасының қалыңдығы бастапқы таспаның қалыңдығымен анықталады. Құбырэлектрлік пісіру цехтерінде орнаққа тапсырудың алдында таспаның қалыңдығын орамдықтың тек алдыңғы ұшында ғана тексеруге болады. Жеке учаскелерінде таспаның қалыңдығы шектерге сыймайтын жағдайлар орын алады, және құбырларды брактайды. Бұл бірінші кезекте, қабырғасының қалыңдығы бойынша қатаң талаптар қойылатын құбырларға қатысты.
Күйіп кетулер құбырдың бетінде пісіру тігісінің бір жағынан пісіру сызығына жақын (7 а, сур) немесе екі жағынан (7 б,сур) құбырдың бетінде орналасады. Күйіп кеткен жерлердің пайда болуыынң себептері келесі:
1) таспаны қақтан нашар тазалаған кезде электродты сақиналар мен құбырлы дайындаманың арасындағы ауыспалы байланыстағы кедергі оқыс өседі, салдарынан жылудың үлкен мөлшері бөлінеді;
2) электродты сақиналар арсында саңылаудың осіне қатысты құбырлы дайындаманың жиектерінің қате қосылуы;
3) электродты сақиналардың профилін дәл емес тесу, электродтар мен құбырлы дайындама арасында кіші байланысты бет, бұл ауыспалы байланыста токтың тығыздығы мен шығарылатын жылудың мөлшерін ұлғайтады;
4) электродты сақиналар құбырлы дайындамаға жеткіліксіз тығыз қысылған, ауыспалы байланыста жылудың үлкен мөлшері генерацияланады;
5) қалыпқа келтіретін орнақтың соңғы екі көтермесінің жоғарғы білктерін ұқыпсыз икемдеу немесе біліктердің бұлағының тозуы (дайындама пирамидальді пішінге ие болады).
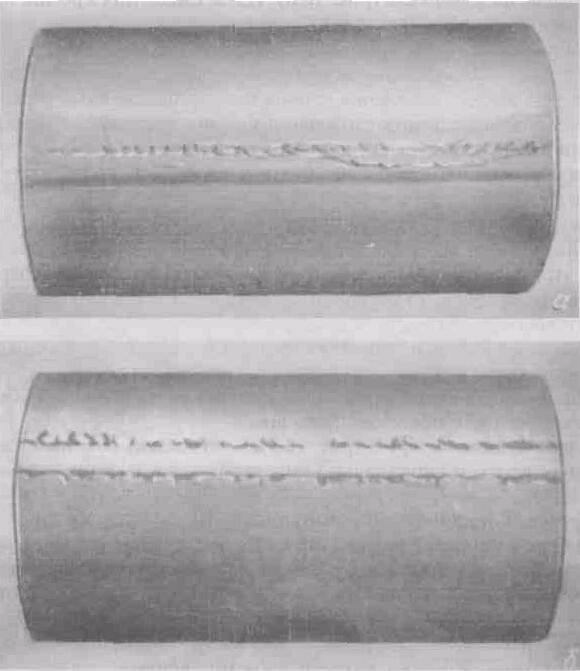
7 Сурет – Тігісті жанындағы күйіп қалған жерлер:
а—бір жағынан; б—екі жақтан
Электродты сақиналар мен пирамидальді пішінге ие құбырлы дайындама арасында тығыз байланысты құру үлкен қиындықтарды тудырады, салдарынан құбырлардың сыртқы бетінде күйіп қалған жерлер пайда болады. Күйіп қалған жерлер, сонымен қатар, құбырлы дайындаманы беру жылдамдығы мен пісіру режимінің сәйкес келмеуінің нәтижесінде түзіледі. Олар құбырдың сыртқы түрін бүлдіреді, жеке учаскелерінде қабырғаның қалыңдығын азайтады, оның қимасын босаңсытады, және пісірілген тігістің беріктігін төмендетеді. Құбырлардың жеке жерлерінде күйіп қалған жерлер тесіп өтетін болады.