

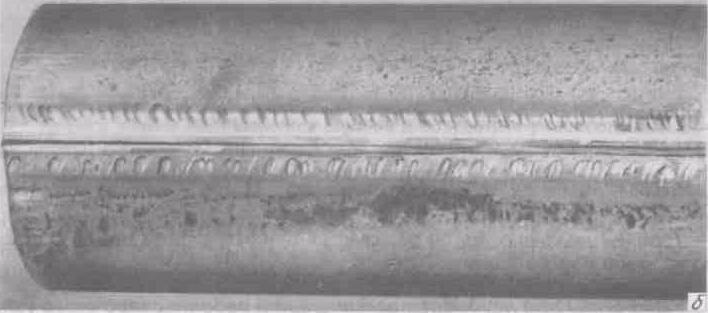
1 Сурет – Шиыршықты кесілу
Диаметрі бойынша құбырды толық кеспеу пышақтарды аз беруден туындайды, оларды реттеу керек.
Құбырдың ұштарындағы жарықтар пышақтар өтпей қалса немесе олардың бірі қатардан шықса түзіледі.
Пісіру түйінің қанағаттанарлық емес жұмысы кезіндегі ақаулар
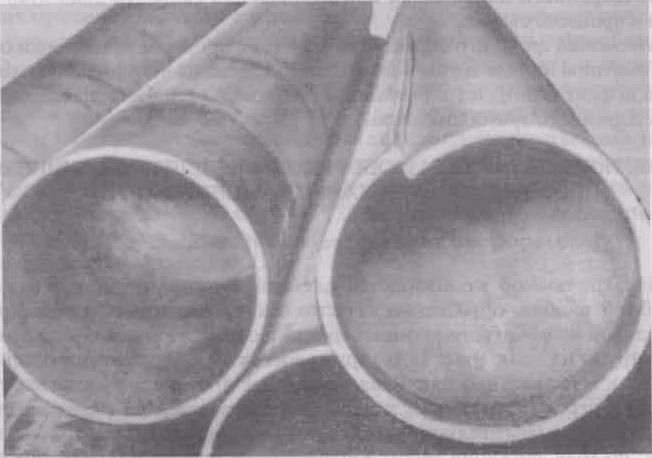
Толық пісірілмеу — оның пайда болу себептері әр түрлі. Индукционды пісіру орнағында 10 сп болатынан пісірілген құбырлардың гидравликалық сынау кезінде олардың шамамен 50 % су өткізді (2 а, сур). Бұзылу себебін іздеген кезде анықталғандай, 10 сп болаты химиялық тығындалған болатпен салыстырғанда марганец (0,61 %) пен кремнийдің (0,25 %) жоғарылатылған мәніне ие болды, олар дайындаманың жиектерінде қиын балқитын қышқылды қабықшалардың түзілуіне ықпал етеді. Индукционды пісіру қатты фазада жүреді, және тігістің жалпы дәндерінің түзілуі диффузионды үрдістердің нәтижесінде жүзеге асырылады. Сондықтан, химиялық тығындалған және қайнайтын болаттарды дәнекерлеген кезде диффузионды үрдістер үлкенірек газ қаныққандығының арқасында белсендірек өтеді және қышқылды қабықтардың бұзылуына ықпал етеді. Марганец, кремний және әсіресе хром диффузия коэффициентін азайтады.
(2 б, сур) орнақты тоқтатқаннан кейін пайда болған толық дәнекерлемеу көрсетілген.
Жиектердің симметриялы емес қызуы, сонымен қатар орамдықтардың қосылған ұштарының әртүрлі енінің салдарынан туындайтын толық дәнекерлемеу (2 в, сур) көрсетілген. Ақаудың осындай түрі де, штрипстің орақ тәріздес болуының немесе қате икемделген қалыпқа келтіретін және пісіру біліктерінің салдарынан да туындайды.
Тігісте қышқылдардың қосылыстары пісірудің астына жиектерді қыздырудың төмен температурасының нәтижесінде болады. Қосылыстарды зерттеу көрсеткендей олар вюстит болып келеді, яғни FeO темір қышқылы.
2 Сурет – Толық пісірілмеу:
а — гидравликалық сынаулардан кейін; б — орнақтардың тоқтауының салдарынан; в—жиектердің қозғалып кетуінің нәтижесінде
Индукционды пісірумен жақсы сапалы пісіру тігісін жиектердің қыздырудың 1380—1400 °С температурасы кезінде алуға болады. Темірдің балқытылған қышқылдары осы жағдайда сыртқа жеңіл шығарылады.
Тігістегі жұмсақ жерлер дәндердің шекаралары бойынша металдың ішкі қышқылдануы мен пластикалық түр өзгеру мен жоғарылатылған температура кезінде олардың арасындағы байланыстардың бұзылуының салдарынан туындайды. Ұзақ уақыт қыздыру қышқылдардың қабығының түзілуіне ықпал етеді, ол металдың дәндерін қоршап алады, одан кейін қышқылдану дәндердің ішінде жалғасады. Ішкі қышқылданумен зақымданған учаскелерде металдың морт бұзылуы басталады. Жұмсақ жерлер тек пісіру орнында ғана емес, сонымен қатар термиялық әсер ету аймағында да орналасуы мүмкін. Жұмсақ жерлердің үлкен саны пісірілген қосылыстардың механикалық қасиеттерінің маңызды төмендеуіне әкеледі.
Қалыпқа келтіретін орнақта жиектердің қозғалып кетуі (3 сур) қалыпқа келтіретін көтермелерді қанағаттанарлық емес икемдеудің нәтижесінде туындайды. Алдын алу үшін біліктерді икемдеуді бақылау керек.
Тігістегі жарықтар (кристаллит аралық жарықтар, 4 сур) ток күштің және пісіру кернеуінің ұлғаюының немесе дәнкеерлеу барысында дайындаманың қозғалысының жылдамдығының азаюының есебінен индукторда құбырлы дайындаманың қызып кетуінің нәтижесінде туындайды.
3 сурет – Қалыпқа келтіретін орнақта жиектердің қозғалып кетуі
