

2.8 Электрлік пісірілген тура тігісті құбырларды өндіру үшін жаңа әдістер мен жабдықтар. Электрлік пісірілген тура тігісті құбырларды өндіру
Электрлік пісірілген тура тігісті құбырларды өндірудің жаңа әдісі пісіру біліктерінің алдында жиектердің бойлық тұрақтылығын қамтамасыз ету есебінен пісірілген тігістің сапасын жоғарылату мақсатымен құрастырылған.
Орнақта
құбырды дайындаған кезде құбырлы
дайындаманы көлденең
және
тік
қалыптайтын
біліктерінде 1-5 қалыпқа келтіреді,
пісірілетін
біліктерде дәнекерлейді 6 және тегістеу
біліктерімен көтермеге береді 7.
Сонымен
бірге, көлденең
біліктердің
соңғы жұбы 5 мен пісіру біліктерін 6
құбырдың қозғалысының жүрісі бойынша
![]() және
және
![]() бұрыштарының
астында икемдейді.
Еңістің
және
оптималды
бұрыштарын дайындалатын құбырлардың
өлшемдік және маркалық сортаменті мен
құбырэлектрпісірілетін орнақтың нақты
жағдайларына байланысты анықтайды.
бұрыштарының
астында икемдейді.
Еңістің
және
оптималды
бұрыштарын дайындалатын құбырлардың
өлшемдік және маркалық сортаменті мен
құбырэлектрпісірілетін орнақтың нақты
жағдайларына байланысты анықтайды.
Әдіс D0/S0 > 75 қатынаспен жіңішке қабырғалы тура тігісті құбырларды өндірген кезде ең тиімді пайдалануы мүмкін
Электрлік пісірілген тура тігісті құбырларды өндіру үшін орнақ қалыптайтын көлденең және тік біліктердің және тегістейтін көтерменің біліктерінің кезекті орнатылған қатарын қамтиды. Қалыптайтын көлденең біліктердің соңғы жұбы және пісірілетін біліктер құбырдың қозғалысының жүрісі бойынша еңіспен орнатылған, сонымен бірге олардың әрбіреуінің еңіс бұрышын формула бойынша анықтайды:
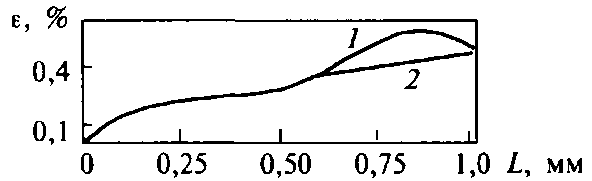
29 сурет – Оқыс созу (1) мен бірқалыпты ауысу (2) кезінде құбырлы дайындаманың жиектерінде бойлық түр өзгерулерді тарату
 ,
(52)
,
(52)
мұнда — қалыптайтын көлденең біліктердің соңғы жұбының еңісінің бұрышы, град;
— пісірілетін біліктердің еңісінің бұрышы, град; х1 — қалыптайтын көлденең біліктердің соңғы жұбы мен тегістейтін көтерменің біліктерінің арасындағы қашықтық, мм; х2 — пісірілетін біліктер мен тегістейтін көтерменің біліктері арасындағы қашықтық, мм; l — құбыр пісірудің қисықсызықты осі бойынша иілген, ал пісірілетін біліктердің еңісінің бұрышы 1—8° құрайтын учаскенің ұзындығы (мм).
D0/S0 > 75 қатынасымен электрлік пісірілген туратігісті құбырларды өндіру үшін орнақтың осындай конструктивтік орындалуы жұмыс барысында жиектердің тұрақты орналасуын (гофраның түзілуінсіз) (учаскеде соңғы қалыптайтын көтерме – пісіру), сонымен қатар жиектердің дәл үйлесіңн реттеуге мүмкінді береді. Пісіру тігісінің сапасын жоғарылатуға дайындаманың аталған учаскесінде бойлық тұрақтылықтың шығындарын жою үшін қозғалыстың барысында қалыптайтын көлденең және пісірілетін біліктердің соңғы жұбының еңісімен бірқалыпты иіліс берілетінімен қол жеткізіледі. Жиектердің қозғалысының траекториясының өзгеруінің нәтижесінде келесі қысылумен оқыс созылудың орнына (1) қысылусыз аталған учаскеде жиектердің бірқалыпты, маңызды аздау созылуы (2) алынады, бұл гофра түзілуді немесе жиектердің қозғалуын жояды (29 сур).
Қалыптайтын көлденең және пісірілетін біліктердің соңғы жұбының еңісінің шекті бұрыштарын анықтау үшін құбырлы дайындаманы кейбір күш артылған тегістейтін көтерменің біліктерінде және қалыптайтын тік біліктердің соңғы жұбында қатаң бекітілген арқалық түрінде елестетеді. Тегістейтін көтермеде максималды иілудің шамасын формула бойынша анықтайды
![]() ,
(53)
,
(53)
мұнда F — әсер ететін күш; l — иіліс бөлімшесінің ұзындығы; Е — Юнг модулі; J — құбырлы дайындаманың көлденең қимасының тегістейтін көтерменің тік осіне қатысты инерция моменті.
Күштің әсерімен құбырлы дайындаманың көлденең қимасының бұрышын формула бойынша анықтайды
![]() (54)
(54)
мұнда х — тегістейтін көтерменің біліктерінен қимаға дейін иіліс учаскесінің ұзындығы.
F/(EJ)
шамасын
![]() майысу
шамасы арқылы анықтайды. Максималды
майысу 1,5 диаметрден аспау керек
болғандықтан, F/(EJ)
максималды мәні құрайды:
майысу
шамасы арқылы анықтайды. Максималды
майысу 1,5 диаметрден аспау керек
болғандықтан, F/(EJ)
максималды мәні құрайды:
![]() .
(55)
.
(55)
Осылайша, құбырлы дайындаманың көлденең қимасының еңісінің максималды бұрышы
![]() .
(56)
.
(56)
Құбырлы дайындаманың екі қимасының еңіс бұрыштарының өзара байланысы төмендегі тәуелділікпен сипатталады
 (57)
(57)
мұнда
![]() (x1)
—
тегістейтін көтерменің біліктерінен
x1
қашықтықта орнатылған қалыптайтын
көлденең біліктердің
соңғы жұбындағы құбырлы дайындаманың
көлденең қимасының еңіс бұрышы;
(x2)
— тегістейтін көтерменің біліктерінен
x2
қашықтықта
орнатылған пісіру біліктерінде құбырлы
дайындаманың көлденең қимасының еңіс
бұрышы.
(x1)
—
тегістейтін көтерменің біліктерінен
x1
қашықтықта орнатылған қалыптайтын
көлденең біліктердің
соңғы жұбындағы құбырлы дайындаманың
көлденең қимасының еңіс бұрышы;
(x2)
— тегістейтін көтерменің біліктерінен
x2
қашықтықта
орнатылған пісіру біліктерінде құбырлы
дайындаманың көлденең қимасының еңіс
бұрышы.
Сонымен бірге учаскеде құбырлы дайындаманың көлденең қималарының еңіс бұрыштары, қалыптайтын біліктердің соңғы жұбы – пісірілетін біліктер аталған біліктердің осьтерінің еңіс бұрыштарына тең.
Қалыптайтын және пісірілетін біліктердің соңғы жұбының еңіс бұрышын анықтаған кезде пісірілетін біліктердің еңісінің оптималды бұрыштары 1—8° шектерінде анықталатынын ескеру керек, өйткені 1° аз бұрыш кезінде аталған нәтижеге қол жеткізілмейді, ал 8° үлкен бұрыш кезінде тігістің сынуын тудыратын құбырдың майысуы болмай қалмайды.
Мысалы, ТЭСА 20-76 типтік орнақта диаметрі 10-76 мм құбырларды қалыпқа келтіру мен пісіру үшін таңдайды: х1 = 0,6 м, х2 = 0,4 м, l = 0,8 м. Диаметрі 10 76 мм құбырларды қалыпқа келтіру мен пісіру үшін орнақты икемдеу үшін аталған біліктерді = 6° және = 12° бұрыштарында еңкейту керек.
Гофра түзілуді жою пісірілетін біліктердің еңіс бұрышына байланысты қол жеткізіледі. Және де 1° кем біліктердің еңісі нәтижеге қол жеткізуге әсер етпейді, ал материалдың әр-түрлі сортаменті мен маркасы үшін еңістің оптималды бұрыштарын 1—8° шектерінде таңдайды.
Аз созымды (12Х18Н10Т) және қабырғаның көбірек қалыңдығына 1,0-2,5 мм ие материалдардан құбырларды дәнекерлеген кезде пісірілетін біліктердің еңісінің оптималды бұрышы 8° жақындайды.
Берілген әдісті пайдалану дайындамалардың жиектерінің тұрақтылығын жоғалтуды және пісіру біліктері алдында жиектердің қозғалып кетуін жою салдарынан гофра түзілуді жою есебінен пісірілген тігістің сапасын жоғарылатуға мүмкіндік береді. Нәтижесінде, құбырларды өндірген кезде ақауды төмендету есебінен жарамдының шығуы жоғарылайды.