

11.Чистовая обработка и профилирование деталей сборных конструкций.
Механическая обработка чистовых заготовок включает следующие операции: нарезание шипов и проушин, выборку гнезд и отверстий, профилирование (фрезерование) и зачистку поверхностей (циклевание и шлифование).
Порядок выполнения операций следующий. Обычно первая операция - нарезание щипов н проушин, так как при этом создаются новые установочные и сборочные базы, необходимые для точного выполнения операций по выборке гнезд и отверстий, по сборке деталей в сборочные единицы и изделия.
Следующие две операции - фрезерование и выборку продолговатых гнезд - можно менять местами. Четвертая операция - высверливание круглых отверстий, и наконец, пятая - окончательная зачистка поверхностей. Нарезание шипов и проушин. Шипы и проушины делятся на рамные и ящичные. Рамные шипы и проушины нарезают в брусках, соединяемых в рамки, ящичные - в дощечках и щитах, соединяемых в ящики. Технология и оборудование для нарезания рамных и ящичных шипов различные.
Профилирование деталей, например закругление кромок, выработка шпунтов, желобков и углублений, а также фрезерование кривых поверхностей, производится на фрезерном станке. Фрезерный станок незаменим при механической обработке древесины. С точки зрения разнообразия выполняемых операций, ассортимента инструментов, применяемых при фрезеровании, этот станок универсален. При фрезеровании прямых деталей применяют направляющие линейки, состоящие из двух рукояток, соединенных дугообразной соединительной планкой. При фрезеровании поверхностей применяют шаблоны, перемещающиеся вместе с укрепленной на них деталью на опорных кольцах. Кольцо помещается на шпинделе фрезерного станка либо на рабочем столе фрезерного стайка по центру шпинделя. Профиль образца при фрезеровании копируется придвинутой к нему деталью. По мере фрезерования диаметр фрезы уменьшается.
12.Технические характеристики фуговальных и рейсмусовых станков
Рейсмусовый станок— деревообрабатывающий станок; разновидность строгальных станков; предназначен для простругивания заготовок в размер по толщине.
Конструкция.
Режущий инструмент станка — ножевой вал. Заготовку подают в станок по горизонтальному (рабочему) столу.
Различают односторонние рейсмусовые станки и двусторонние рейсмусовые станки.
О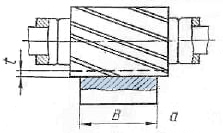 дносторонние
рейсмусовые станки имеют один ножевой
вал для снятия материала с верху
заготовки. Двусторонние рейсмусовые
станки имеют дополнительный ножевой
вал на рабочем столе.Базирование
заготовки осуществляется по рабочему
столу, и, если необходимо, боковыми
роликами или планкой. Заготовка
удерживается вальцами. Подача
либо ручная, либо с помощью вальцов.
дносторонние
рейсмусовые станки имеют один ножевой
вал для снятия материала с верху
заготовки. Двусторонние рейсмусовые
станки имеют дополнительный ножевой
вал на рабочем столе.Базирование
заготовки осуществляется по рабочему
столу, и, если необходимо, боковыми
роликами или планкой. Заготовка
удерживается вальцами. Подача
либо ручная, либо с помощью вальцов.
Сходные по конструкциям фуговальный станок и двусторонний рейсмусовый станок зачастую комбинируют в фуговально-рейсмусовый станок.
Характеристики
Типовая максимальная ширина обрабатываемых заготовок 315..1250 мм, толщина — 5..160 мм; диаметр ножевых валов 100..165 мм, 2..4 ножа на валу, скорость вращения валов 5 000..10 000 об/мин. Мощность электрического двигателя от 1 кВт до 44 кВт.
Фуговальный станок
Ф. с. имеет станину, на которой смонтированы круглый ножевой вал (обычно имеет 2—4 ножа), рабочий стол, вертикальная ножевая головка, направляющая линейка и съёмный (или стационарный) механизм подачи; при ручной подаче этот механизм отсутствует. Обычно на Ф. с. одновременно обрабатывается одна пласть или одна кромка; заготовка ориентируется по направляющей линейке при снятой вертикальной головке. При одновременной обработке пласти и кромки используются ножевой вал и вертикальная фрезерная головка, установленная под углом 90° к поверхности стола. Рабочий стол Ф. с. состоит из удлинённой передней части, устанавливаемой по высоте на толщину сострагиваемого слоя, и неподвижной задней, поверхность которой находится на уровне окружности лезвий ножей. Фуговально-рейсмусовый станок (совмещенный Ф. с. и Рейсмусовый станок) используют для двухстороннего строгания брусковых деталей и щитов.
13. Классификация и область применения деревообрабатывающих инструментов
Весь дереворежущий инструмент подразделяется на ручной и машинный, а по способу крепления на станке – на насадной и хвостовой.
1.Лезвийный инструмент
Резец — однолезвийный инструмент для обработки с поступательным или вращательным главным движением резания и возможностью движения подачи в нескольких направлениях.
Фреза — лезвийный инструмент для обработки с вращательным главным движением резания без изменения радиуса траектории этого движения и хотя бы с одним движением подачи, направление которого не совпадает с осью вращения.
2.Осевой режущий инструмент — лезвийный инструмент для обработки с вращательным главным движением резания и движением подачи вдоль оси главного движения резания.
Сверло — осевой режущий инструмент для образования отверстия в сплошном материале и (или) увеличения диаметра имеющегося отверстия.
Зенкер — осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра.
Развёртка — осевой режущий инструмент для повышения точности формы и размеров отверстия и уменьшения шероховатости поверхности.
Зенковка — осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра.
3.Ножовочное полотно — многолезвийный инструмент в виде полосы с рядом зубьев, не выступающих одн над другим, предназначенный для отрезания или прорезания пазов при поступательном главном движении резания.
4.Абразивный инструмент и т.п.
По назначению весь инструмент (режущий, контрольно-измерительный, вспомогательный для закрепления режущего инструмента в станке) и приспособления поделен на десять групп: 0; 1; 2; ... 8, 9. Дереворежущий лезвийный инструмент помещен в третью группу и обозначается цифрой 3. Эта группа называется – инструмент для обработки резанием неметаллических материалов.
Требования, предъявляемые к материалу
Материал режущего инструмента должен обеспечить такое сочетание свойств, чтобы инструмент одинаково хорошо работал как в начальном приработочном этапе износа, так и в последующем этапе монотонного износа. К материалу предъявляются следующие требования:
прочность, уменьшающая приработочный износ и обеспечивающая работоспособность при срезании толстых слоев древесины;
высокая усталостная прочность - обеспечивающая способность сопротивляться циклически изменяющимся контактным нагрузкам;
пластичность, необходимая для выполнения ряда операций по подготовке инструмента, например, развода, плющения зубьев пил и др.;
твердость, определяющая стойкость металла к истиранию;
теплостойкость, обеспечивающая неизменность механических свойств при нагреве;
устойчивость против коррозии, создающая возможность обрабатывать сырую древесину, когда лезвие подвергается электрохимической коррозии.