25. Гальванопластика и ее технология. Порядок выполнения операций
Сущность процесса гальванопластики заключается в осаждении металла из гальванических ванн на снятую с оригинала форму для получения металлической копии. Процесс изготовления гальванокопий состоит из следующих операций:
• изготовление форм;
• нанесение электропроводящего слоя на формы и зарядка;
• загрузка форм в гальванованну и процесс наращивания; 1.Изготовление форм. Формы для снятия гальванопластических
копий изготовляют из различных материалов. Они должны отвечать следующим требованиям: давать точный отпечаток; иметь минимальную усадку; не растворяться в электролите и не загрязнять его; легко связываться с электропроводящим слоем.
Гипсовые формы. Восковые формы. Формы из высокополимеров. Металлические формы. Их можно изготовить из листового свин ца путем тиснения или из листовой латуни, или меди методом че канки.
2.Нанесение электропроводного слоя на формы и зарядка. Мате риалы, из которых изготовляют формы (гипс, воск, пластмассы) — диэлектрики, т. е. не проводят ток и поэтому для того, чтобы сделать их электропроводными, требуется их специальная обработка: механическое натирание графитом или металлическим порошком (медным, серебряным); химическое — осаждение или выделение металлического слоя меди, серебра или других металлов из солей.
Зарядка форм, т. е. снабжение их проводниками, имеющими контакт с электропроводящим слоем и катодной штангой. Провод ники для зарядки форм изготовляют из мягкой, отожженной мед ной или латунной проволоки толщиной 0,15—0,5 мм.
3.Загрузка форм в ванну и процесс наращивания. При загрузке необходимо следить, чтобы в поднутрениях не оставался воздух (пузырьки); для этого изделия загружают медленно, чтобы воздух успел выйти из формы, или смазывают формы спиртом; необходимо также следить, чтобы не смылся графит.
Для гальванопластики применяют ванны из различных материа лов и размеров. Источником тока обычно служит либо низковольтная динамо-машина, либо выпрямитель (купроксный или селеновый), обеспечивающий напряжение 3—12 В и плотность тока 1,5—2 А/дм 2 .
Состав обычных медных электролитов и режимы отложения:
Медный купорос — 200—250 г/л
Серная кислота — 30—35 г/л
Плотность тока — 1,5—2 А/дм 2 ; температура 18—20° С.
Аноды — чистая красная медь МО и M 1; недопустимо присут ствие в анодах мышьяка и сурьмы (вредная примесь) — от них оса док делается хрупким; примесь других металлов — железа, цинка, никеля — заметно не вредит.
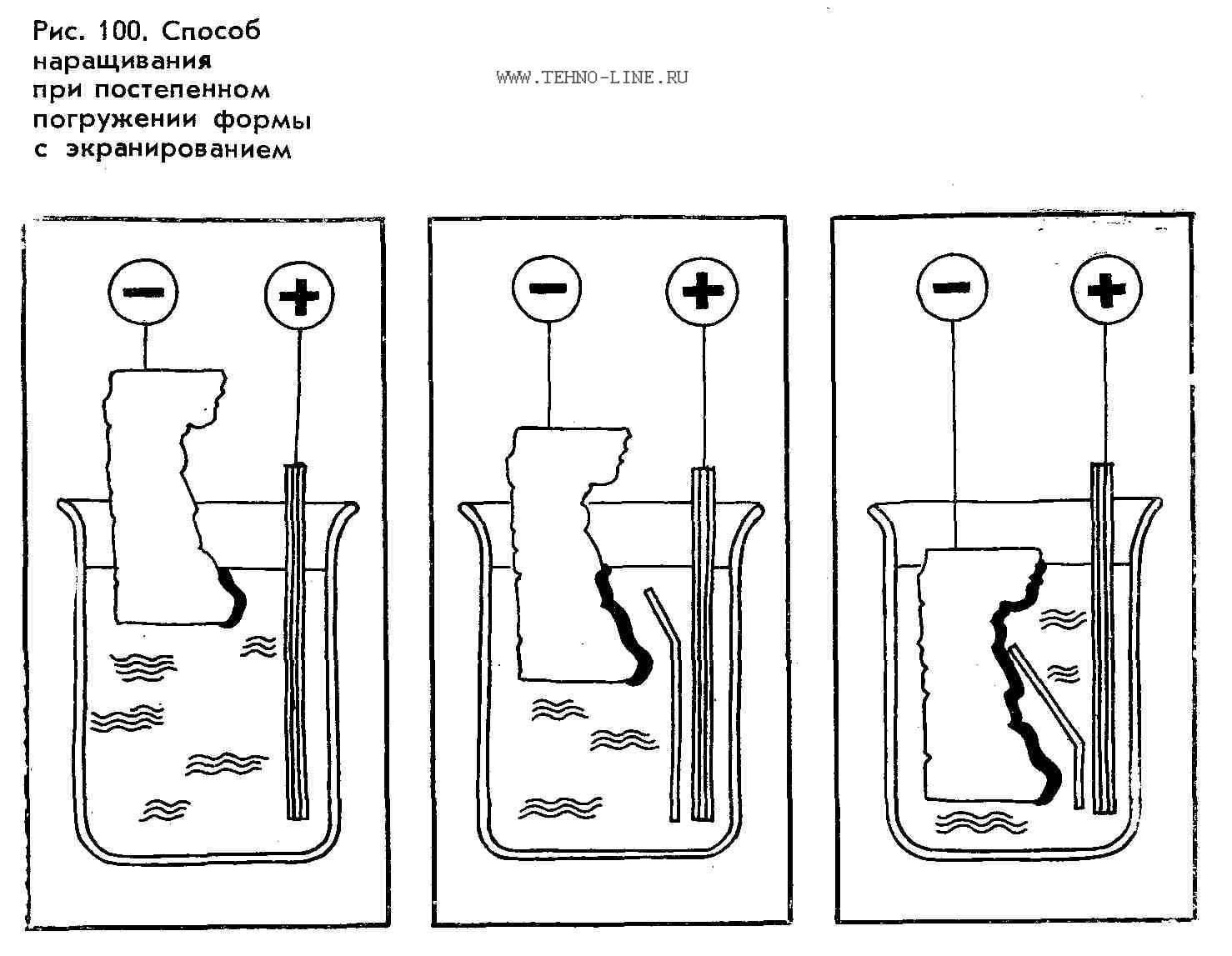
Средоточие силовых линий вызывает неравномерность в плот ности тока по поверхности сложно профилированной формы. На выступах плотность тока возрастает, а на углубленных местах па дает, и от этого слой осажденной меди неодинаков. Главная задача технологии гальванопластики — стремиться к равномерному осаж дению металла по всей поверхности формы. Для этого обычно при меняют различные экранные кассеты, цель которых — изменить направление силовых линий и, следовательно, улучшить процесс осаждения, сделать его более равномерным.