37 Сурет. Кесу жылдамдығының жылу бөлінуіне тигізетін әсері
Кесу жылдамдығы тұрақты болған кезде жоңқаның орташа температурасы мен жоңқа, құрал және дайындама арасындағы жылудың бөлінуі, кесуге жұмсалатын жұмысқа, және өңделетін материалдың жылуөткізгіштігіне байланысты.
Құралға кететін жылу саны өте аз және қандай да болмасын материалдарды әр түрлі кесу режимдерімен кесу кезінде, жоңқа мен дайындамаға кететін жылу санынан кем болады. Оның негізгі себебі, құрал материалының өңделетін материалмен салыстырғанда жылуөткізгіштігінің төмендігі.
Кесу температурасы. Құралға кететін жылу үлесінің өте аздығына қарамастан, құралдың алдыңғы бетіндегі орташа температура жоңқаның орташа температурасынан бірнеше есе асады (38 сурет).

38 Сурет. Кесу жылдамдығының кесу мен жоңқаның орташа температурасына әсері
39 суретте құралдың алдыңғы бетінде түйіспе аумағының түрлі нүктелері үшін θx температураның өзгеруі көрсетілген. Максималды температура жуықтап алғанда, түйіспе енінің жартысында жатқан нүктеге сәйкес. Түйіспе аумағының соңына және құрал жүзіне қарай температура кемиді.

39 сурет. θ температурасының түйіспе аумағының ені бойынша, болатты жону кезінде өзгеруі 40Х (t = 1,5 мм; S =0,21 мм/об.; = 115 м/мин)
Құралдың артқы бетінің кесу бетімен түйіскен аумағындағы температура бөлінуі де бірқалыпты емес. Сондықтан, кесу температурасы θ деп, құралдың жоңқа мен кесу бетімен түйіскен аумағындағы орташа температураны түсінеміз, б.ж.
 = θп.ср
С1 +
θз.ср
С2
/ С1
С2
(44)
= θп.ср
С1 +
θз.ср
С2
/ С1
С2
(44)
бұл жерде, θп.ср. және θз.ср – артқы және алдыңғы беттердегі орташа температура;
С1 және С2 – артқы және алдыңғы беттердегі түйіспе аумағының ені.
Нақты бір материалды жону кезінде кесу жылдамдығы мен кесілетін қабат қимасы (а b) үлкейген сайын θ өседі. Бірақта олардың кесу температурасына әсері бірдей емес. Өлшеулер негізінде, әртүрлі құралдармен жұмыс істеген кезде θ мен a, b және өзара байланыстыратын формула алынады:
θ = Сθ m an bq (45)
Формуладағы Сθ коэффициенті өңделетін материалдың түрі мен механикалық қасиеттерінен, құралдың геометриялық параметрлері мен қолданылатын СОЖ тәуелді. Қандай да болмасын өңдеу кезінде m, n және q көрсеткіштерінің мәндері бірдей емес: m>n>q.
Температураны анықтау әдістері. Деформация зонасы мен құралдың түйіспе беттеріндегі жылу құбылыстарын зерделеудегі аналитакалық әдістерді қолдануда қол жеткізген табыстарға қармастан, эксперименттік әдістер өздерінің қарапайымдылығы мен сенімділігі арқасында зерттеудегі негізгі құрал болып саналады. Зерттеудің негізгі обьектілері болып саналады:
а) кесу кезіндегі бөлінетін жылу саны мен оның жоңқа, тетік және құрал арасында бөлінуі;
б) құралдың түйіспе беттеріндегі болатын температура;
в) деформация зонасы мен құралдың кесу сынасындағы температура өрісі.
Эксперименттік әдістер сапалық (термокраска әдісі, «құбылма түсті» әдісі) және сандық (калориметрлік және термобу әдістері) болып бөлінеді.
Бұл әдістер тереңірек зертханалық жұмыстарда қарастырылады.
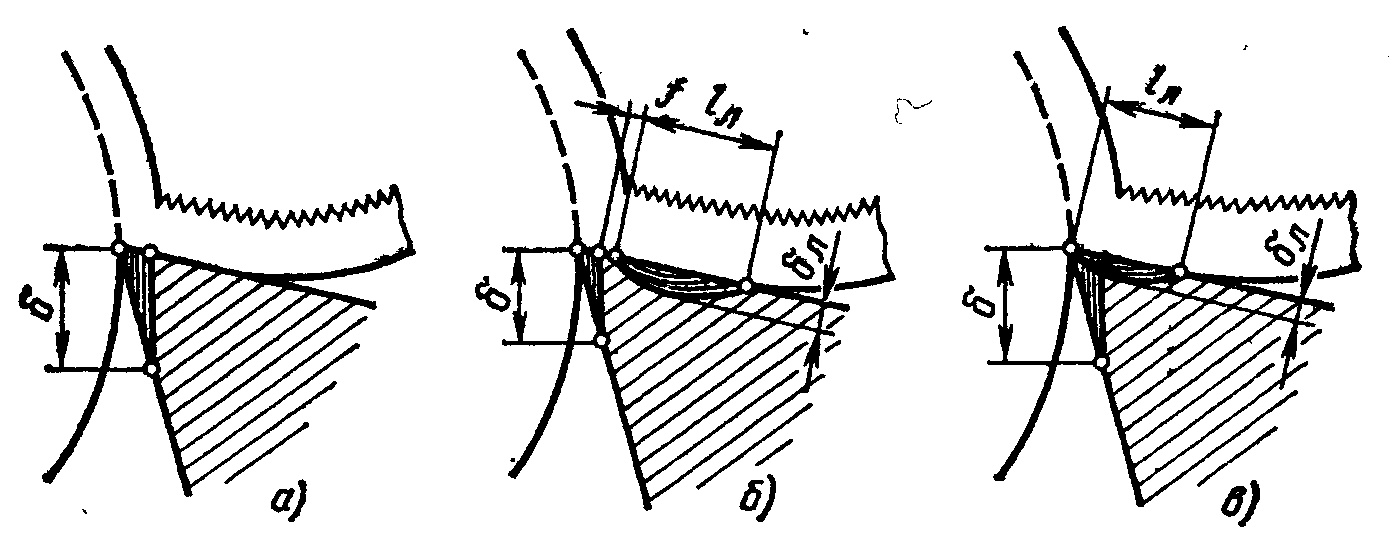
9 дәріс. Кесу процесінде құралдың тозуы. Тозу түрлері. Құралдың түйіспе беттері жоғары қысым, температура және қатынасты қозғалыстың жылдамдығы нәтижесінде пайдалану процесінде тозады. Құралдың тозуы беттерден микробөліктердің өшуі мен кетуі, сонымен қатар кесу жиегінің микросынықтары түрінде болады. Металды кесу кезіндегі үйкеліс пен соған қатысты тозу, машина тетіктері беттерінің жалпы тозуынан өзгеше.
Барлық құралдар түрі мен белгіленуіне қарамастан тек артқы бетімен(тозудың бірінші түрі) немесе артқы және алдыңғы беттерімен бір уақытта(тозудың екінші түрі) тозады. Тозудың екі түрі де өндірісте қолданылатын кесу режимдерімен жұмыс істегенде болады. Тезкесетін болаттан жасалған құралдармен, рұқсат етілген жылуөткізгіштіктен жоғары кесу жылдамдықтарымен кесу кезінде тозудың үшінші түрі болады, бұл жерде тек алдыңғы бет қана тозады. Бірақта тозудың бұл түрінің тәжірибелік мәні жоқ.