1 дәріс. Металды кесу туралы жалпы мәліметтер. Пәннің мақсаты мен мәселелері. Кесіп -өңдеудің технологиялық тәсілі. Кесу элементтері. Бүгінгі күні машиналардан жоғары техника-экономикалық және пайдалану сипаттамалары талап етіледі. Бұл үшін конструкторлар әрдайым технологияны кемелдендіруді, тетіктерді өңдеу мен машиналарды құрастыру сапасын жоғарылатуды, жаңа конструкциялық материалдар мен оларды өңдеудің алдыңғы қатардағы әдістерін қолдануы қажет.
Машина жасау саласының қарастыратын басты мәселелерінің бірі болып, машина тетіктері үшін дайындамаларды өңдеудің жаңа технологиялық әдістерін дайындауды ары қарай дамыту болып табылады. Машина тетіктерін жасаудың мәні, әртүрлі технологиялық тәсілдерді бірізділікпен пайдалана отырып, өңделетін дайындамаға берілген пішім мен өлшемдерді көрсетілген дәлдікпен беру. Берілген пішім мен өлшемдерді көрсетілген дәлдікпен берудің бір тәсілі болып дайындаманы механикалық кесіп өңдеу болып саналады.
Механикалық кесіп өңдеумен қатар, илемділік деформациясымен жоңқаны алмай, электрлік, химиялық, сәулелік, жарықтық, магнитті стриктерлік және басқа да энергия түрлерін пайдаланып өңдеу тәсілі кеңінен қолданылады. Кейбір жағдайларда машина тетіктерін жоғары сапамен өңдеуге аралас тәсілдерді қолданады. Технологиялық өңдеудің әдістерінің жіктелуі сұлба бойынша 1 суретте берілген.
1 Сурет. Өңдеудің технологиялық әдістерінің жіктелуі
Машина тетіктерін технологиялық өңдеу әдістерінің ішінде кесіп өңдеу, көптеген жылдарға машина тетіктері мен механизмдерін жоғары дәлдікпен дайындаудың негізгі тәсілі болып қалады. Металды кесіп өңдеу деп кесу құралымен, тетіктің қажетті геометриялық пішімі мен беттің кедір-бұдырына қол жеткізу үшін дайындама бетінен металл қабатын кесу процесін айтамыз. Кесіп өңдеу жоғары дәлдік пен өнімділікті қамтамасыз етеді.
Бірақ, кесу процесі өңделетін материалдардың физика-химиялық қасиеттеріне, кесу құралының сапасына, білдектің жағдайына, технологиялық жүйенің қаттылығына және т.с.с. байланысты аса күрделі құбылыстардан тұрады. Металды кесу процесіне илемділік және серпімділік деформациялары, күйреу, үйкеліс, жылудың шығуы және т.б. ілеседі. Кесу процесінің жоғары өнімділігі мен тиімділігін, сонымен қатар дұрыс және үнемді есептеуін, металл кескіш білдектерді, құралдар мен айлабұйымдарды құрастыру және пайдалануға қажетті, кесу процесіне ілеспе заңдылықтар мен құбылыстарды терең білу қажет.

2 Сурет. Кесу жүйесіндегі геометриялық параметрлер
Пәнді зерделеу мақсаты - материалдарды кесу процесін басқарудағы машықтарға болашақ инженер-механиктерді дағдыландыру, жоңқаның пайда болу процесіне ілеспе физика-химиялық, механикалық және басқа құбылыстар жайында жалпы көріністі беру, өңдеу сапасына қойылатын талаптар мен шарттарға байланысты процестің функционалдық параметрлерінің өзгеруінің негізгі заңдылықтарымен таныстыру.
Пәнді зерделеудің мәселелері -түрлі өңдеу әдістерінің кесу режимдерін есептеуді үйрету, операцияларға кесу процесін және технологиялық процесті түгел тиімділеу, автоматтандырылған өндірістегі кесу процесі мен кесу құралының сенімділігін қамтамасыз ету.
Кесудің кинематикалық элементтері мен сипаттамалары. Кесу құралы дайындамадан өңдеуге қалдырылған әдіпті (өңделетін бетте, берілген қасиеттерге қол жеткізу мақсатымен дайындама бетінен алынатын материал қабаты) алып тастау үшін, құрал мен дайындамаға нақты бағыттар мен жылдамдықты қозғалыстар жіберіледі. Құрал мен дайындамаға жеткізілетін қозғалыстың бұрыштық және сызықтық жылдамдықтары қатынасына байланысты, түрлі өңдеу әдістері пайда болады. Дайындама немесе құралға жеткізілетін қозғалыстың бірі - кесу қозғалысы, ал екіншісі - беріс қозғалысы.
Кесу қозғалысы деп, кесілетін қабаттың жоңқаға айналу процесін жүзеге асыруға қажетті қозғалысты айтамыз. Беріліс қозғалысы - металл қабатының бөлінуін бүкіл өңделетін бетке таратуға арналған, жылдамдығы кесу қозғалысының жылдамдығынан кем кесу құралы, немесе дайындаманың түзу үдемелі, немесе айналмалы қозғалысы.
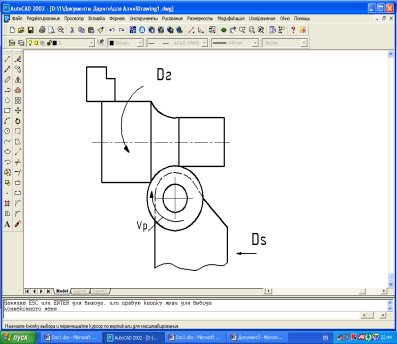
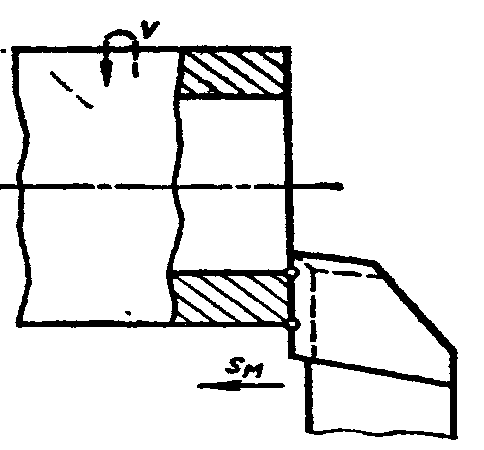
Кесу қозғалысының (бас) ерекше белгісі, беріс қозғалысының жылдамдығынан едәуір басым. Бұл қозғалыстар 3 суретте көрсетілген. Суретте көрініп тұрғандай, бұл қозғалыстардың құралға немесе дайындамаға келгеніне қатысты және олардың жылдамдықтарының қатынасына байланысты өңдеудің екі түрін аламыз (а-токарлық; б-сургілеу).
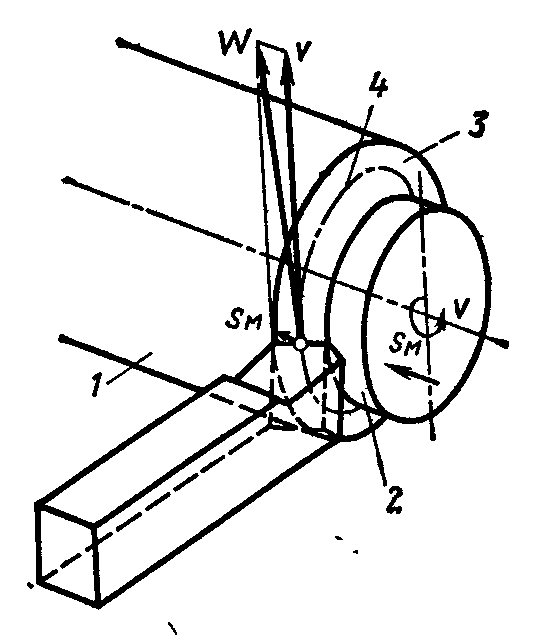
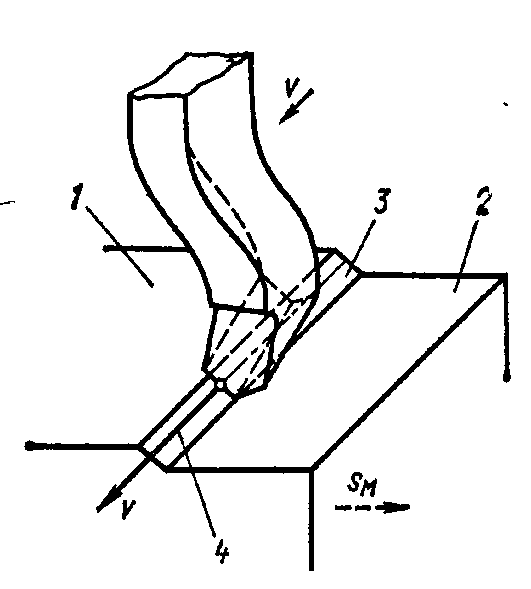
3- сурет. Кесу кезіндегі дайындамадағы қозғалыстар мен беттер
Кесудің
негізгі қозғалысы
(D )
- кесу процесінде ең үлкен жылдамдықпен
өтетін, дайындаманың немесе кесу
құралының түзу сызықтық үдемелі немесе
айналмалы қозғалысы. Бас қозғалыстың
жылдамдығы (
)
- кесу процесінде ең үлкен жылдамдықпен
өтетін, дайындаманың немесе кесу
құралының түзу сызықтық үдемелі немесе
айналмалы қозғалысы. Бас қозғалыстың
жылдамдығы ( м/мин,
м/с) - кесу жиегінің қарастырылып отырған
нүктесінің немесе дайындаманың кесудің
бас қозғалысындағы жылдамдығы.
м/мин,
м/с) - кесу жиегінің қарастырылып отырған
нүктесінің немесе дайындаманың кесудің
бас қозғалысындағы жылдамдығы.

4 сурет. Еркін кесудегі кесілім
Беріс
қозғалысының жылдамдығы
(беріс жылдамдығы) - кесу жиегінің
қарастырылып отырған нүктесінің беріс
қозғалысындағы жылдамдығы (D ).
Беріс
(S) - кесу жиегінің қарастырылып отырған
нүктесінің немесе дайындаманың осы
нүктенің траекториясымен бойлай өткен
арақашықтықтың, сәйкес цикл санына
немесе кесу кезіндегі басқа қозғалыстың
циклының анықталған үлесіне қатынасы.
Қозғалыстың
циклы
деп кесу құралы немесе дайындаманың
толық айналымын, жүрісін немесе
қосарланған жүрісін айтамыз. Цикл
үлесі
деп кесу құралының тістерінің бұрыштық
адымына сәйкес айналым бөлігін түсінеміз.
Қайтара-үдемелі қозғалыс кезіндегі бір
жақты қозғалысты жүріс
дейміз. Беріс белгіленуі мен өлшемі:
S
).
Беріс
(S) - кесу жиегінің қарастырылып отырған
нүктесінің немесе дайындаманың осы
нүктенің траекториясымен бойлай өткен
арақашықтықтың, сәйкес цикл санына
немесе кесу кезіндегі басқа қозғалыстың
циклының анықталған үлесіне қатынасы.
Қозғалыстың
циклы
деп кесу құралы немесе дайындаманың
толық айналымын, жүрісін немесе
қосарланған жүрісін айтамыз. Цикл
үлесі
деп кесу құралының тістерінің бұрыштық
адымына сәйкес айналым бөлігін түсінеміз.
Қайтара-үдемелі қозғалыс кезіндегі бір
жақты қозғалысты жүріс
дейміз. Беріс белгіленуі мен өлшемі:
S -
мм/об.; S
-
мм/об.; S -
мм/зуб.; S
-
мм/зуб.; S -
мм/ход.; S
-
мм/ход.; S -
мм/2ход.; S - мм/мин. Кесудің принциптік
сұлбасында кесудің негізгі қозғалысы
мен беріліс қозғалысынан басқа жанама
қозғалыс, нәтижелі қозғалыс және кесу
жолы да көрсетіледі.
-
мм/2ход.; S - мм/мин. Кесудің принциптік
сұлбасында кесудің негізгі қозғалысы
мен беріліс қозғалысынан басқа жанама
қозғалыс, нәтижелі қозғалыс және кесу
жолы да көрсетіледі.
Жанама
қозғалыс
(D )
- жылдамдығы кесудің негізгі қозғалысының
жылдамдығынан кем, кесу жиегінің
дайындамамен түйісетін бөлімдерін
алмастыруға арналған, кесу жиегіне
жанамалай бағытталған, кесу құралының
түзу сызықтық үдемелі немесе айналмалы
қозғалысы. Жанама қозғалыстың жылдамдығы
- кесу жиегінің қарастырылып отырған
нүктесінің жылдамдығы немесе дайындаманың
жанама қозғалысындағы жылдамдығы.
)
- жылдамдығы кесудің негізгі қозғалысының
жылдамдығынан кем, кесу жиегінің
дайындамамен түйісетін бөлімдерін
алмастыруға арналған, кесу жиегіне
жанамалай бағытталған, кесу құралының
түзу сызықтық үдемелі немесе айналмалы
қозғалысы. Жанама қозғалыстың жылдамдығы
- кесу жиегінің қарастырылып отырған
нүктесінің жылдамдығы немесе дайындаманың
жанама қозғалысындағы жылдамдығы.
Кесудің
нәтижелі қозғалысы
(D )
- кесудің негізгі қозғалысы, беріліс
қозғалысы және жанама қозғалыстары
кіретін, кесу құралының дайындамаға
қатысты қозғалыс жиынтығы. Нәтижелі
қозғалыс жылдамдығы (
)
-нәтижелі қозғалыстағы кесу жиегінің
қарастырылып отырған нүктесінің
жылдамдығы.
)
- кесудің негізгі қозғалысы, беріліс
қозғалысы және жанама қозғалыстары
кіретін, кесу құралының дайындамаға
қатысты қозғалыс жиынтығы. Нәтижелі
қозғалыс жылдамдығы (
)
-нәтижелі қозғалыстағы кесу жиегінің
қарастырылып отырған нүктесінің
жылдамдығы.
Кесу жолы (l) - кесу жиегінің қарастырылып отырған нүктесінің дайындамамен түйіскен кезде, қарастырылып отырған уақыт аралығындағы, кесудің нәтижелі қозғалысында осы нүктенің траекториясын бойлай өлшеген арақашықтық жиынтығы.
Кесу түрлері. Жұмысқа қатысушы жүздердің санына, алынған қабат кесу жиегінің бойымен қалай ағуына байланысты кесу түрлері еркін, еріксіз және ротациялық(айналу) деп бөлінеді. Кесудің бұл түрлері 5 суретте көрсетілген.

а) б) в)
2 дәріс. Құрал жүзі мен кесіп алынатын қабаттың геометриялық және конструкциялық параметрлері. Координаталық жазықтықтар мен координаталық жазықтықтар жүйесі. Кесу құралдарын жасау технологиясында қолданылатын, қайрау тәсілдерінде, бет пен құрал жүзін тексеруде, сонымен қатар құралды пайдаланғанда анықтаған геометриялық параметрлерді, тікбұрышты үшжаққа қатынасты бағыттау тиімдірек.
Құралдың
геометриялық параметрлерін (бұрыштарын)
анықтауда, тікбұрышты үшжақ құрайтын
бірнеше координаталық жазықтықтар мен
координаталық жазықтықтар жүйесін
ажыратады. Қандай координаталық
жазықтықтар жүйесін қолдану керектігі
кесу құралын қалай - геометриялық дене
ретінде немесе еңбек құралы ретінде
қарастыруға байланысты анықталады (6
сур.). Бұл жерде D
-
негізгі кесу қозғалысы; D
- беріліс қозғалысы; P -
құралдық негізгі жазықтық; P
-
құралдық негізгі жазықтық; P -
статикалық негізгі жазықтық; P
-
статикалық негізгі жазықтық; P -
кинематикалық негізгі жазықтық; P
-
кинематикалық негізгі жазықтық; P ,
P
,
P ,
P
,
P - құралдық, статикалық, кинематикалық
кесу жазықтығы; P
- құралдық, статикалық, кинематикалық
кесу жазықтығы; P ,P
,P ,
P
,
P -
құралдық, статикалық, кинематикалық
негізгі қиюшы жазықтықтары.
-
құралдық, статикалық, кинематикалық
негізгі қиюшы жазықтықтары.