

3 Жылулық қондырғының конструкциясын және жұмыс істеуін қысқаша сипаттау
Жылумен өңдеу қондырғылары бұйымның қатуын тездету үшін арналған.
Автоклав – 0,8-1,6 МПа бу қысымына есептелген ауа өткізбейтін (саңылаусыз) жабық цилиндрлі немесе тік бұрышты құрал.
Конструкциясына байланысты болат цилиндрлі және темірбетонды болып бөлінеді.
Автоклавты материалдар – тұтқыр толтырғыштар мен судан дайындалған бетон араласпасын автоклавта булау арқылы алынатын жасанды тас материалдар.
Тік бұрышты көлденеңді автоклавтың жұмыс істеу принципі цилиндрлі автоклавпен ұқсас болып келеді. Сол себепті тік бұрышты көлденеңді автоклавтың сипаттамасын цилиндрлі автоклавтың сипаттамасымен береміз.
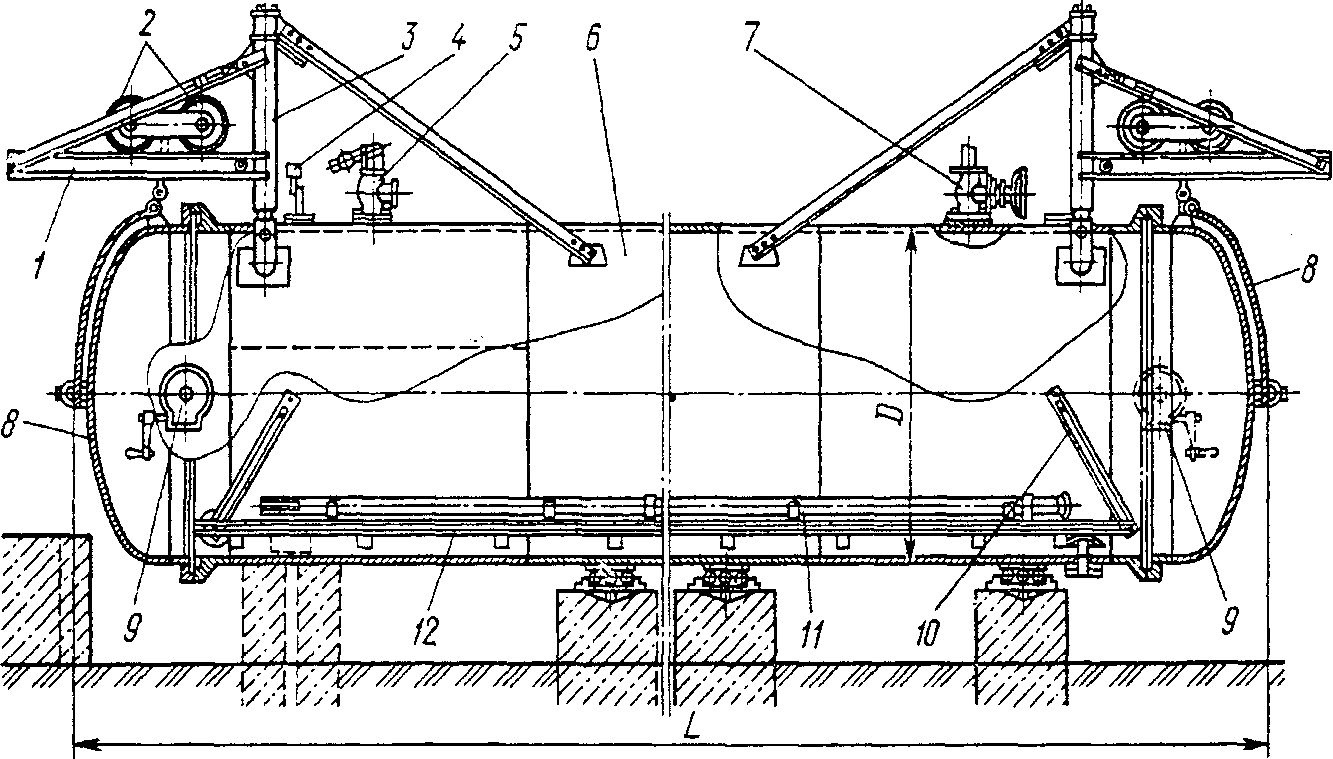
1 - кронштейн; 2 - арбаша; 3 - тіреу; 4 - манометр; 5 – сақтық клапаны; 6 - металлцилиндр; 7 – шүмегі бар щтуцер; 8 - қақпақ; 9 - жүкшығыр; 10 – рельсті көпір; 11 – бу тесігі; 12 –рельстер
Сурет 1. Цилиндірлі автоклав схемасы
Суретте көрсетілген цилиндірлі автоклав, жылу оқшаулағыш қабаты бар корпустан және қажет құралдардан тұрады. Қажетті құралдарға: екі жылдам жабылатын қақпақ, қақпақтарды ашып жабатын механизм, қорғаныш екі клапан, бу енгізетін құбыр, конденсаттарды шығаруға арналған құбыр, вакуум-жүйеге қосылуға арналған құбыр және буды қайта қосуға арналған құбыр жатады. Корпустың өзі тірекке бекітіледі, олардың біреуі қозғалмайтын күйде, ал қалғандары жылжымалы күйде болады. Жылжымалы тіреулер жылулық кеңею нәтижесінде корпустың олардың бойымен оңай қозғалуын қамтамасыз етеді. Корпуста вагонеткаларды енгізу үшін арнайы тіректерде 900 мм рельс жолдары монтаждалған.
Төменгі бөлігінде рельстер арасында корпустың бүкіл ұзындығын қамтитын перфорирленген құбыр орналасады. Оның негізгі қызметі бу енгізетін құбырмен жалғаса отырып, автоклавта буды тарату.
Автоклавтың өнімділігі жұмыс істеу циклінің ұзындығымен және артылатын бұйым мөлшерімен мінезделеді. Бұйымды вагонеткаға артуға үлкен талаптар қойылады. Неғұрлым вагонеткаға көп көлемде бұйым артылса, соғұрлым автоклав жұмысы экономикалық жағынан тиімді болып есептеледі. Автоклавқа арналған бұйым мөлшері, оның толу коэффициентімен (К) сипатталады.
Автоклавтың жұмыс істеу циклі келесі мәндердің қосындысынан шығады: артуға қажет уақыт τ1, жылумен өңдеуге қажет уақыт τ2, температураны арттыруға кететін уақыт τп, изотермалық ұстау τв және материалды ұстауға кететін уақыт τ0.
(τ2= τп+τв+τ0), сондай-ақ автоклавтан бұйымды алуға және тазалауға кететін уақыт τ3. цикл сағатпен өлшенеді және әр түрлі бұйым үшін олардың мөлшері 12 – 18 сағат аралығында болады. Автоклав жұмысын қазандықтарды бақылайтын инспекция қадағалайды. Автоклав қауіптілік дережесі жоғары агрегат болғандықтан, онымен жұмыс істегенде еңбекті қорғау және қоршаған ортаны қорғау ережелерін бұлжытпай ұстану қажет. Мысалы: диаметрі 2,6 м автоклав қақпағына Р = 1 Мпа режимінде жұмыс істеу барысында 10170 кН тең күш әсер етеді. Мұны автоклавпен жұмыс жасағанда істен шығармау керек. Жылумен өңдеуге кететін бу шығыны өте жоғары, шамамен 1 м3 тығыз бұйымға алғанда 300 ÷ 400 кг.
Жұмыстың жұмыс істеу принципі келесідей. Цехта вагонеткаларға бұйымдар салынып, алдын-ала қақпағы ашылып дайын тұрған автоклавқа енгізіледі. Бұйымды арту аяқталған соң, қақпақтар жабылып, автоклав герметизацияланған соң бу беріп, жылумен өңдеу процесін бастауға болады немесе вакуумдауды қосып, содан соң жылумен өңдеуді бастауға болады. Сондай-ақ қақпағын жаппай, бу берілуін қосып, өңдеуге болады. Әрі қарайғы автоклавтың жұмысы келесі жолмен жүреді. Буды беру арқылы температураның максималды мәніне жеткізіп, бұйым изотермалық ұсталады. Осы кезден бастап бу тек жоғалтылған жылудың орнын басуға ғана беріледі. Изотермалық ұстау процесі аяқталған соң, салқындату процесі басталады. Будың берілуі тоқтатылады.
Цилиндрлі автоклав жалпы ұзындығы шамамен 30 – 80 м болады. Камераға бұйым артылған 4 – 27 вагонетка артылады. Саңылаулы камералар бүкіл ұзына бойы бірнеше аймақтарға бөлінеді, олар температураны көтеретін аймақ, изотермалық ұстау және cуыту. Бірінші және екінші аймаққа жылулық энергия беріледі, ал үшінші аймақ керісінше салқын ауамен желдетіледі. Бұйымы бар вагонетка итергіш аппаратпен жабдықталған төмен түсіретін қондырғыға беріледі. Ол вагонетканы камера рельстері орналасқан деңгейге түсіріп, итергіш аппарат вагонетканы камера ішіне жібереді. Камера механикалық пердемен жабдықталған, ол булыауа араласпасының камерадан шығып кетпеуін және камера ішіне суық ауаның енбеуін қамтамасыз етеді. Вагонетка бүкіл өңдеу аймақтарын өткен соң, қайта еден деңгейіне көтеріліп, шегенсіздендіру аймағына өтеді[6].