

Выбор и расчет оборудования для выполнения основных технологических операций.
4.4.3. Выбор и расчет оборудования для предварительной торцовки досок
В соответствии с принятой технологической схемой, предусмотрена возможность предварительной торцовки полученных досок.
Предварительной торцовке подвергаются доски, имеющие дефекты и шилохвостую часть. Однако в соответствии с принятой технологической схемой, на торцовочную установку поступают все необрезные доски и длинные горбыли (примерно 50% от общего их количества). Общее количество сортиментов Nсорт, поступающих на торцовочную установку, определяют по формуле
 ,
,
где Nн.д – максимальное количество необрезных досок, полученных в потоке, шт./смену.
 ,
(4.22)
,
(4.22)
при распиловке вразвал
 ;
;
при распиловке с
брусовкой

Nг –максимальное количество горбылей, полученных в потоке по этому же поставу, шт/смену.
 ,
(4.23)
,
(4.23)
где Пmax – максимальная производительность лесорам в потоке при коэффициенте загрузки 0,98.
 .
(4.24)
.
(4.24)
 шт./смену.
шт./смену.
 шт./смену.
шт./смену.
Здесь nн.д
– количество необрезных досок,
полученных из одного бревна по данному
поставу, шт; при этом учитывается, что
при распиловке вразвал в потоке
одновременно работают две лесопильные
рамы nн.д
= 2nн.д, при распиловке с брусовкой
учитываются необрезные доски, полученные
в I и II проходах
 ;
r – количество
лесопильных рам, работающих в одном
потоке, r = 2; г –
количество горбылей, получающихся из
одного бревна, г = 2; К
– коэффициент, учитывающий, что часть
горбылей получается короткими и
отделяется сразу же за лесопильными
рамами, K = 0,5.
;
r – количество
лесопильных рам, работающих в одном
потоке, r = 2; г –
количество горбылей, получающихся из
одного бревна, г = 2; К
– коэффициент, учитывающий, что часть
горбылей получается короткими и
отделяется сразу же за лесопильными
рамами, K = 0,5.
Для удобства расчет количества досок, горбылей и сортиментов, полученных по каждому поставу, сведен в табл. 4.3. Эта таблица составлена на основе данных плана раскроя (табл. 3.5) и загрузки рам по потокам (табл. 4.1).
Из таблицы следует, что наибольшее количество сортиментов в первом потоке (лесопильные рамы 1, 2) получаются по поставу № 2, по которому бревна распиливаются вразвал Nсорт = 4508 шт/см; во втором потоке (лесопильные рамы 3, 4) – по поставу № 1 – распиловка с брусовкой Nсорт = 1770 шт./см
Для предварительной торцовки принимаем позиционный способ на торцовочных столах, в каждом из которых по краям на расстоянии 5–6 м друг от друга установлены торцовочные станки ЦКБ 40-01. (табл. 14 прил.). Кроме того, в этих столах для удобства уборки досок установлен вращающийся ролик-погонялка марки РП-1, который при нажатии на педаль поднимается, касается доски и придает ей поступательное движение, достаточное для передачи на последующий приводной рольганг. Схема участка предварительной торцовки досок представлена на рис. 4.11.
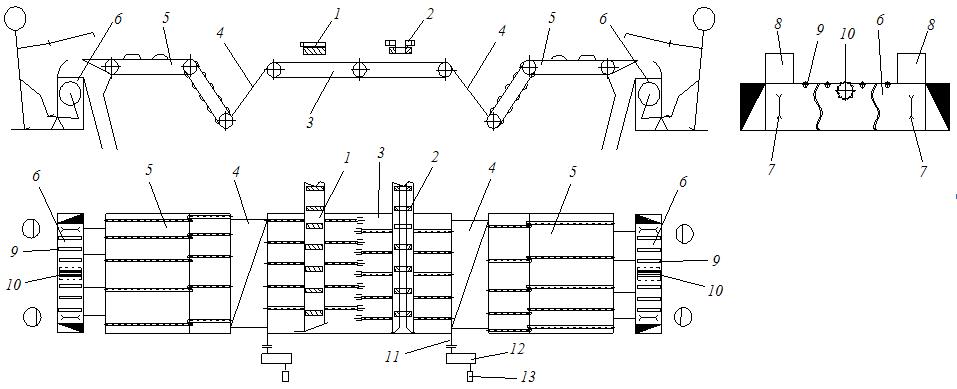
Рис. 4. 11. Схема организации технологического процесса на участке передачи необрезных досок и длинных горбылей с поперечного транспортера на торцовочные столы:
1,2 – рольганги за рамами первого и второго ряда; 3 – поперечный цепной реверсивный транспортер; 4 – наклонная плоскость; 5 – цепной транспортер с упорами для поштучной выдачи досок и горбылей; 6 – торцовочный стол; 7 – балансирные торцовочные станки типа ЦКБ; 8 – ограждения; 9 – не приводные ролики; 10 - ролик «погонялка»; 11 – приводной вал; 12 – редуктор; 13 – электродвигатель
Производительность торцовочного стола определяется по формуле
 шт./смену,
(4.25)
шт./смену,
(4.25)
где tц – время на обработку 1 сортимента, с (2,5 – 4 с); Kp – коэффициент использования рабочего времени Kp = 0,8 – 0,9.
 шт./смену.
шт./смену.
Тогда потребное количество торцовочных столов по потокам будет составлять:
I поток (распиловка вразвал, постав № 2):
 стола.
стола.
Таблица 4.3