

Лекция № 13
4.3.3. Технологические схемы с ленточнопильными станками.
Одним из типов бревнопильного оборудования являются ленточнопильные станки, которые могут работать как отдельно стоящее оборудование по типу однопильного круглопильного станка (рис. 4.3а), а также из них можно создавать лесопильный поток с выпиловкой из бревна необрезных досок и бруса с последующим раскроем последнего на многопильном оборудовании. Схема вариантов таких потоков представлены на рис. (4.5а) и (4.5б).
1

95
79

Рис. 4.4. Схема технологического процесса распиловки бревен на многопильных круглопильных станках:
1 – многопильный станок для раскроя бревна; 2 – многопильный станок для раскроя бруса;3 – торцовочный стол;
4 – обрезной станок; 5 – многопильный станок для раскроя горбылей;
6 – трехпильный торцовочный станок;
7
– рубительная  машина;
8
– сортировка щепы.
машина;
8
– сортировка щепы.
80


Рис. 4.5а. Схема технологического процесса и схема раскроя бревен на ленточнопильном станке в паре с многопильным:
1 – ленточнопильный станок; 2 – многопильный круглопильный станок; 3 – торцовочный стол;
4 – фрезерно-обрезной станок; 5, 6 – многопильные станки; 7 – торцовочный трехпильный станок.


81
Рис. 4.5б. Схема технологического процесса и схема раскроя бревен на спаренных ленточнопильных станках в паре с многопильным:
1 – спаренный 2-х, 4-х, 6-ти пильный ленточный станок; 2 – многопильный круглопильный станок;
3 – торцовочный стол; 4 – фрезерно-обрезной станок; 5 – фрезерный горбыльный станок;
6 – многопильный торцовочный станок; 7 – контейнеры для складирования заготовок.


Лекция № 14
4.3.4.Технологические схемы с фрезернопильными агрегатами.
Широкое применение нашли технология и оборудование, позволяющие за один проход получить из бревна обрезные доски и технологическую щепу.
Фрезернопильные агрегаты, обеспечивают упрощенную технологию, в которых в качестве режущего инструмента используются наборы фрез и круглых пил (рис. 4.6.).
Бревно, проходя через набор фрезерных головок, превращается в щепу и фигурный брус, который затем набором пил распиливается на обрезные доски. За один проход из бревна получается готовая продукция: обрезные доски и щепа. Следует отметить, при такой переработке бревна следует очень тщательно сортировать по размерам диаметра и форме иначе выход пилопродукции резко снизится.
а
б
Р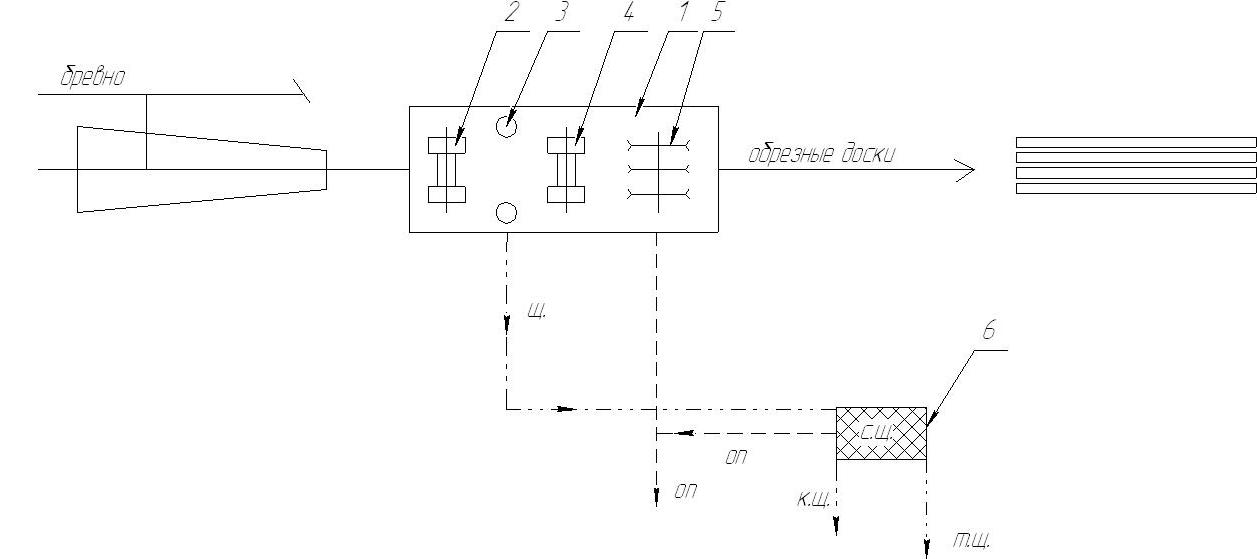 ис.
4.6. Переработка бревен на агрегатной
фрезернопильной линии:
ис.
4.6. Переработка бревен на агрегатной
фрезернопильной линии:
а – схема раскроя; б – технологическая схема переработки бревен. 1 – фрезернопильный агрегат; 2 – нижняя цилиндрическая фигурная фреза для создания базовой поверхности и формирования фигурного бруса; 3 – цилиндрические фрезы для формирования боковых поверхностей бруса; 4 – верхняя фигурная цилиндрическая фреза для формирования верхней фигурной поверхности бруса; 5 – набор круглых пил для раскроя бруса на доски; 6 – сортировка щепы
Фрезернобрусующие станки применяются для получения из бревен двухкантных брусьев и технологической щепы (рис. 4.7). Полученные брусья целесообразно распиливать на многопильном круглопильном станке. Для обработки крайних необрезных досок и досок с недопустимым обзолом в потоке желательно иметь торцовочный и фрезернообрезной станки. Переработку кусковых отходов следует производить па рубительной машине.
а

б.

Рис. 4.7. Технологическая схема переработки бревен на фрезернобрусующем и многопильном круглопильном станках:
а – схема раскроя; б – технологическая схема переработки бревен. 1 - фрезернобрусующий станок; 2 - многопильный круглопильный станок; 3 - торцовочный стол;4- сортировка щепы; 5 – рубительная машина; 6 – фрезернообрезной станок.
Фрезернопильные станки предназначены для переабтки сырья малых диаметров за два прохода (рис. 4.8.). В первом проходе кроме фрезерного диска могут ставиться круглые пилы для выпиловки необрезных досок между брусом и сбеговой зоной, перерабатываемой в технологическую щепу. Во второы проходе сбеговая зона перерабатывается в технологическую щепу, а из бруса выпиливаются обрезные доски. В первом проходе могут получаться необрезные доски, во втором – доски с недопустимыми обзолами. Для обработки этих досок в потоке следует ставить торцовочный и фрезернопильный станки. Переработку кусковых отходов производить на рубительных машинах.
а.
 б
б

Рис. 4.8. Технологическая схема переработки бревен на фрезернопильных станках 1 и 2 ряда:
а – схема раскроя; б – технологическая схема переработки бревен.
1 - фрезернопильный станок для выработки бруса; 2 - фрезернопильный станок для раскроя бруса;3 - торцовочный стол; 4 - сортировка щепы; 5 – фрезернообрезной станок.
Схема распиловки бревен комлем вперед, обрезка досок вершиной вперед.
Кроме приведенных технологических схем применяются потоки, позволяющие производить распиловку бревен комлем вперед, а обрезку досок вести вершиной вперед (рис 4.9.). Такая технология позволяет обеспечить распиловку бревен практически без «засор» между пилами и качественно по оптимальной ширине выполнять обрезку досок. При такой технологии увеличивается производительность бревнопильного оборудования и обеспечивается рациональность раскроя сырья.
Р ис.
4.
9.Схема
технологического процесса распиловки
брёвен комлем вперёд и обрезкой досок
вершиной вперёд. Направления движения:
оп. – опилок; к.г. – коротких горбылей;
бр. – бруса; ср. – срезок; д.г. – длинных
горбылей; к.о. – кусковых отходов; н.д.
– необрезных досок; кр. фр. – крупной
фракции щепы; м. фр. – мелкой фракции
щепы; к. щ. – кондиционной щепы; щ.–
несортированной щепы. Обозначения
оборудования: л.р. – лесопильная рама;
фр. обр. – фрезерно-обрезной станок; т.
с. – торцовочный стол; р.м. – рубительная
машина; с.щ. – сортировка щепы
ис.
4.
9.Схема
технологического процесса распиловки
брёвен комлем вперёд и обрезкой досок
вершиной вперёд. Направления движения:
оп. – опилок; к.г. – коротких горбылей;
бр. – бруса; ср. – срезок; д.г. – длинных
горбылей; к.о. – кусковых отходов; н.д.
– необрезных досок; кр. фр. – крупной
фракции щепы; м. фр. – мелкой фракции
щепы; к. щ. – кондиционной щепы; щ.–
несортированной щепы. Обозначения
оборудования: л.р. – лесопильная рама;
фр. обр. – фрезерно-обрезной станок; т.
с. – торцовочный стол; р.м. – рубительная
машина; с.щ. – сортировка щепы
Схема для выпиловки радиальных пиломатериалов. Народному хозяйству для изготовления различных видов продукции требуются пиломатериалы радиальной распиловки. Для выпиловки радиальных (резонансовых) пиломатериалов применяются специальные технологические схемы, позволяющие за три прохода полностью распилить бревно на радиальные пиломатериалы (рис. 4.10.). При этом применяется сегментно-секторная схема раскроя бревен. При такой схеме скорость распиловки сегментов на станке второго ряда должна быть в два раза выше, чем бревнопильного станка первого ряда, если выпиленные на нем сегменты на станке второго ряда распиливаются по одному. Для обеспечения во всем потоке равномерной работы основного оборудования скорость распиловки секторов на станке третьего ряда должна быть в четыре раза больше, чем скорость распиловки бревна на бревнопильном станка первого ряда.

Рис. 4. 10. Схема раскроя бревен на радиальные пиломатериалы:
1 – лесопильная рама; 2 – лесопильная рама второго ряда; 3 – многопильный
круглопильный станок; 4 – торцовочный стол; 5 – обрезной станок.
Лекция № 15