

3.2.2. Структурний розподіл енергоспоживання збагачувальних фабрик
Як вказувалося вище, основними технологічними об'єктами гірничо-збагачувальних комбінатів (ГЗК) є дробильні фабрики (ДФ) і рудозбагачувальні фабрики (РЗФ). Збагачувальні фабрики обладнані дуже потужним і енергоємним устаткуванням, при цьому потужність приводів окремих агрегатів (млинів, кульових і самоздрібнювання) складає 2500-4000 кВт.
Схема ланцюга апаратів РФЗ-1 ПівнГЗК, що працює за технологією кульового здрібнювання, наведена на рис. 3.12, а РЗФ-2 (самоздрібнювання) - на рис.3.13. Як видно на рис.3.13 на РЗФ-2 встановлено 8 млинів ММС-90-30А з двигуном потужністю 4000 кВт.
Дослідження показують, що споживання електроенергії окремими технологічними об'єктами ГЗК дуже нерівномірне і неоднорідне , залежить від великої кількості факторів. Тому аналіз енергоспоживання проводився для кожного ГЗК окремо, при використанні найпростішого способу - аналізу звітних показників споживання електроенергії на основних технологічних об'єктах. Дані різні, але по відносній величині характерні для всіх ГЗК. Найбільш енергоємним є РЗФ, споживання електроенергії складає 40-50%. Тому навіть незначне зниження питомого споживання електроенергії РЗФ приведе до зниження споживання електроенергії всього ГЗК. Показники структурного розподілу річного споживання електроенергії ГЗК наведені в таблиці 3.5 та таблиці 3.6.

Рис.3.12– Схема ланцюга апаратів збагачувальної фабрики №1 (РЗФ-1) Північного ГЗК, яка працює за технологією кульового здрібнювання: 1 - кульовий млин МШР 4000x5000; 2 - класифікатор 2КНС 2,4x12,5; З - кульовий млин МШР 3600x5500; 4 - гідроциклон ГЦ-350; 5 магнітні сепаратори ПБМ 90/250П; 6 - магнітні сепаратори ПБМ 90/250ПП (II і IV стадій магнітної сепарації); 7 - магнітні сепаратори ПБМ 90/250 (III і V стадій магнітної сепарації); 8 - магнітні дешламатори МД-5; 9 - вакуум-фільтри ДШ-60-2,5; 10 - збиральний конвеєр СБ (1 конвеєр на 4 секції)

Рис. 3.13 – Схема ланцюга апаратів збагачувальної фабрики №2 (РЗФ-2) Північного ГЗК, що застосовує технологію без кульового здрібнювання (самоздрібнювання): 1 - пластинчастий живильник; 2 - млин мокрого самоздрібнювання ММС-90-ЗОА; 3 - класифікатор 2-х спіральний 2КСН 3,0x17,2; 4- млин універсальний МШРГУ-45х60; 5 - класифікатор односпіральний 1КСН 3,0x12,5; 6 - млин рудногалечний МРГ55х75; 7 - класифікатор 1КСН 3,0x17,2; 8 - гідроциклони ГЦ-36ДО; 9 - сепаратор магнітний із противоточною ванною ПБМ-ПП-90/250; 10 - сепаратор магнітний із противоточною ванною ПБМ-П-90/250; 11 -дешламатор магнітний МД-9; 12 - насос відцентровий 12ГРН-8; 13 - агрегат насосний 8ГРК-8; 14 - конвеєри галькові, скрепові; 15 -дешламатор МД-9 на ділянці фільтрації; 16 - змішувач діаметром 12 м; 17 - вакуум-фільтри ДЩ-68-2,5; 18 - вакуум-насоси ВАН-300; 19 - повітродувка ТВ-80-1,6; 20 – ресивер
Таблиця 3.5 – Показники розподілу річного споживання
електроенергії технологічними об'єктами Південного ГЗК
Основні технологічні об'єкти комбінату |
Річне споживання електроенергії |
|
тис. кВт, год. |
% |
|
Рудозбагачувальна фабрика №1 |
340051,0 |
23,01 |
Рудозбагачувальна фабрика №2 |
470614,5 |
32,01 |
Агломераційна фабрика |
176515,8 |
12,00 |
Шламовий цех |
137721,6 |
9,37 |
Залізничний цех |
111948,1 |
7,58 |
Силовий цех |
91401,2 |
6,20 |
Дробильна фабрика |
63646,3 |
4,33 |
Рудник |
38918,3 |
2,64 |
Кисневий цех |
23118,8 |
1,57 |
Інші споживачі |
18987,6 |
1,29 |
ВСЬОГО: |
1472923,2 |
100,00 |
Таблиця 3.6 – Показники розподілу річного споживання
електроенергії технологічними об'єктами Центрального ГЗК
Основні технологічні об'єкти комбінату |
Річне споживання електроенергії |
|
тис. кВт, год. |
% |
|
Збагачувальна фабрика |
560268 |
41,6 |
Фабрика окомкування |
345055 |
25,6 |
Теплосиловий цех |
103433 |
7,7 |
Рудник |
96008 |
7,1 |
Шламове господарство (ГІНС) |
80751 |
6,0 |
Обпалювальна фабрика |
78810 |
5,8 |
Дробильна фабрика |
41985 |
3,0 |
Цех мереж і підстанцій |
36735 |
2,7 |
Інші споживачі |
6302 |
0,5 |
ВСЬОГО: |
1348147 |
100,0 |
Середні питомі витрати електроенергії на РЗФ коливаються у великому діапазоні від 8-9 до 25-30 кВт.год. на 1 тонну сирої руди або від 20-25 до 90-100 кВт.год на 1 тонну готового продукту (концентрату). При цьому повсюдно простежується тенденція збільшення середнього значення питомих витрат електроенергії на збагачення руди в зв'язку з постійним природним погіршенням властивостей залізної руди, що надходить на збагачення.
Як показують дослідження, загальне і питоме споживання електроенергії на збагачення руди визначається наступним рядом факторів: фізико-механічними властивостями руди, вмістом заліза в руді, схемою технологічного процесу збагачення руди, типом, розміром, продуктивністю і енергоємністю застосовуваних технологічних машин і апаратів, їхніми режимами роботи. Як показують дослідження, всі ці фактори в процесі роботи збагачувальних фабрик змінюються з часом по-різному. При цьому значення питомих і загальних витрати електроенергії для однієї і тієї само РЗФ не залишаються постійними і відрізняються дуже значно [75-76].
З аналізу витрат електроенергії на збагачувальних фабриках протягом тривалого періоду (табл.. 3.5, 3.6) можна зробити наступні висновки:
- ефективність використання електроенергії на збагачення руди має дуже нерівномірний характер;
- наявність стрибків у значеннях величини питомих витрат електроенергії свідчить про те, що споживання електроенергії РЗФ недостатньо ефективне і про наявність на фабриці можливостей підвищення ефективності використання електроенергії.
Звичайно, при аналізі питомого і загального енергоспоживання технологічними, у тому числі і РЗФ виділяють змінну і постійну складові цього споживання. У загальному вигляді це виражається залежністю
Wz=W1+W2, |
де W1 – постійна величина енергоспоживання РЗФ, або окремого механізму, вважаємо її не зв'язаною з продуктивністю РЗФ механізму;
W2 – змінна складова енергоспоживання, розглянута як функція одного найважливішого фактора продуктивності підприємства, технологічного процесу, механізму і т.д.
При цьому змінна складова не враховує таких істотних факторі в, як: характер споживання електроенергії окремими технологічними механізмами, що залежить від режиму роботи механізму при визначеному характері протікання технологічного процесу.
При аналізі споживання електроенергії РЗФ враховуються технологічні особливості процесу збагачення, які полягають у тому, що збагачення руди відбувається на окремих технологічних секціях, що являють собою ланцюжок безупинно діючих, послідовно зв'язаних між собою окремих механізмів, що виконують різні технологічні операції, які відбуваються у визначеній послідовності. При цьому деякі операції виконуються неодноразово, повторюються і чергуються з визначеною послідовністю.
На окремих РЗФ процес збагачення руди має свої особливості, що залежать від властивостей руди і технологічних схем її збагачення. При цьому типовими технологічними операціями є наступні: транспортування руди на секцію, здрібнювання, класифікація, магнітна сепарація, перекачування пульпи, дешламація, сушіння і транспортування концентрату на склад. Усе це дозволяє використовувати для виявлення закономірностей електроспоживання РЗФ загальні методи дослідження.
Як показують дослідження, технологічні операції процесу збагачення руди і механізми, що забезпечують їхнє виконання поділяються на енергоємні та неенергоємні. Для більш повного дослідження енергоспоживання технологічної секції представляється доцільним складання енергетичного балансу, що відбиває фактичне використання встановленої потужності електроприводів технологічних механізмів [75-76].
Складання балансу відбувається таким чином:
вивчення технологічного процесу і складання переліку електроустаткування, які беруть участь у процесі;
виділення в технологічному процесі типових технологічних операцій із вказівкою електроустаткування, що виконує їх, і його сумарна встановлена потужність;
вивчення схеми електропостачання технологічного устаткування для визначення точок установки контрольно-вимірювальної апаратури для виміру електроенергії споживаної приводом одного чи декількох механізмів.
Усі перераховані вище пункти належать до підготовчої стадії складання енергетичного балансу. Далі необхідно зробити розрахунково-експериментальну частину в наступному порядку:
1. Визначення добових значень основних технологічних показників, до яких належать Qij – перероблена сира руда за j-у добу і-тою секцією, Wij –кількість електроенергії витраченою за добу технологічною секцією, при цьому
-
Wij=

((3.1)
де n - число механізмів, що виконують ту саму технологічну операцію;
Wij – кількість електроенергії, витраченої за добу, або інший проміжок часу механізмом або групою однорідних механізмів.
При цьому кількість електроенергії, споживаної механізмом або групою механізмів, Wjk визначається дослідним шляхом - за показниками лічильників активної енергії і якщо механізм працює з малозмінюючим навантаженням розрахунково-дослідним шляхом
-
Wjk=Pjktk ,
((3.2)
де Pjk – потужність агрегату, кВт;
tk – час його безупинної роботи за добу, год.
2. Визначення середнього за добу питомого споживання електроенергії технологічною операцією (секцією)
-
q ygj =

((3.3)
Величину питомого споживання доцільно застосовувати для порівняння роботи окремих секцій, або РЗФ у цілому.
3. Визначення значення середнього коефіцієнта використання встановленої потужності електроустаткування, що виконує однорідні технологічні операції.
-
Knccy =
 .
.((3.4)
Визначення енергоємності технологічних операцій у % співвідношенні до загального споживання електроенергії на 1 т збагаченої руди
-
wi %=
 .
.(3.5)
Результати енергетичного балансу виконаного за даним методом для РЗФ ПівдГЗК зображені в таблиці 3.7.
Як випливає з даних таблиці 3.7 енергетичний баланс технологічного процесу збагачення руди по питомому споживанню енергії в процентному співвідношенні розподіляється по операціях збагачення в такий спосіб:
здрібнювання - 77,941 %;
перекачування пульпи насосами - 8,084%
зневоднювання концентрату — 5,837%;
сепарація і дешламація - 1,653%;
завантаження млинів 1-ої стадії - 0,874%;
транспортування концентрату на склад - 0,849%;
інше електроспоживання - 4,762%.
Сама енергоємна операція процесу збагачення – здрібнювання руди, але при цьому коефіцієнт використання устаткування по ряду операцій дуже малий, що свідчить про можливість заміни приводних електродвигунів деяких механізмів на електродвигуни меншої потужності. Узагальнені дані енергоспоживання на всіх ГЗК галузі приведені в таблиці 3.8 і на діаграмі рис.3.14 [73, 74, 75, 76].
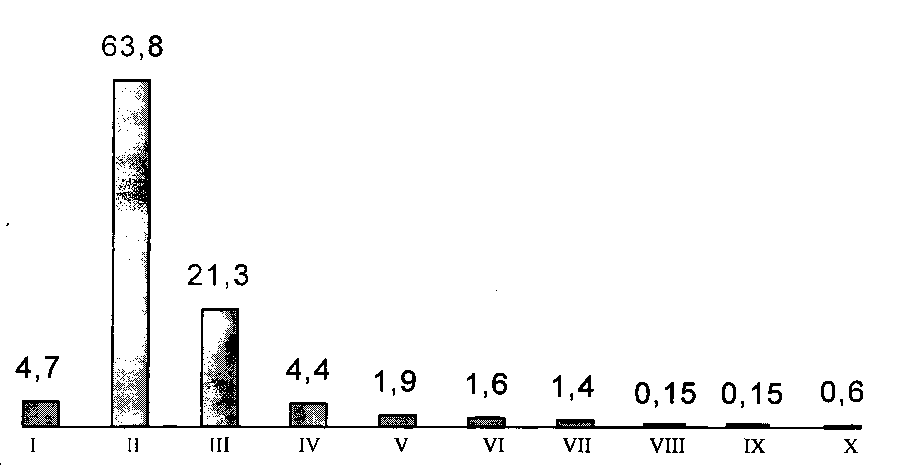
Рис. 3.14 – Діаграма розподілу електроспоживання по окремих процесах на дробильно-подрібнювальних комплексах ГЗК (в %) І - дроблення; II - подрібнення; III - транспорт пульпи; IV - конвеєрний транспорт; V - зневоднювання; VI - магнітна сепарація; VII - сантехнічне обладнання; VIII - класифікація за крупністю; IX - освітлення; Х-інші споживачі
Таким чином, приведений аналіз дослідження агрегатів комплексу збагачувальної фабрики як споживача електроенергії дозволив намітити шляхи вивчення впливу технологічних змінних на питомі витрати електроенергії та розробляти заходи щодо оптимізації електроспоживання на ГЗК Кривбасу і всієї галузі.
Т аблиця
3.7 –
Енергетичний
баланс процесу збагачення руди РЗФ
Південного ГЗК
аблиця
3.7 –
Енергетичний
баланс процесу збагачення руди РЗФ
Південного ГЗК
Технологічна операція |
Середні добові показники (по секціях) |
||||
Споживання електроенергії, кВт.год/добу |
питомі витрати електроенергії, кВт.год/т |
енергоємність, % |
сумарна встановлена потужність, кВт |
коефіцієнт використання встановленої потужності обладнання, (год/добу) |
|
Подрібнення руди |
93954 |
19,525 |
77,941 |
5000 |
0,783 |
Перекачування пульпи |
9742 |
2,025 |
8,084 |
739 |
0,549 |
Зневоднення концентрата |
7036 |
1,462 |
5,837 |
656 |
0,447 |
Сепарація і декламація |
1992 |
0,414 |
1,653 |
121,4 |
0,684 |
Загрузка млину першої стадії рудою |
1052 |
0,219 |
0,874 |
68 |
0,645 |
Транспортування концентрату на склад |
1023 |
0,213 |
0,849 |
132,8 |
0,321 |
Інше електро-споживання |
5738 |
1,193 |
4,762 |
377,3 |
0,634 |
УСЬОГО |
120537 |
25,051 |
100,00 |
7094,5 |
0,5805 |
Таблиця 3.8 – Енергоємність технологічних операцій дроблення та подрібнення на різних гірничо-збагачувальних комбінатах.
Підприємство |
Питома вага руди,т/м3 |
Коефіцієнт міцності по Протодьяконову, f |
Вміст заліза в руді, % |
Витрати електроенергії,% |
||
на дроблення |
на подрібнення |
всьго |
||||
ПівдГЗК |
3,51 |
18,0 |
34,92 |
3,44 |
58,8 |
62,24 |
НКГЗК |
3,55 |
17,8 |
33,7 |
2,81 |
57,8 |
60,61 |
ЦГЗК |
3,8 |
18,00 |
38,1 |
2,69 |
37,13 |
39,82 |
ПівнГЗК |
3,5 |
12,0 |
34,15 |
2,06 |
44,18 |
46,24 |
ІнГЗК |
3,3 |
17,5 |
32,49 |
4,6 |
72,3 |
76,9 |
Полтавський |
3,5 |
19,0 |
31,89 |
2,9 |
52,8 |
55,7 |
КМАруда |
3,4 |
16,0 |
32,6 |
- |
43,8 |
43,8 |
Качканарський |
6,5 |
10,0 |
15,96 |
4,4 |
33,13 |
37,43 |
ССГЗК |
4,1 |
16,0 |
41,47 |
- |
39,9 |
39,9 |
Коршуновськй |
3,2 |
7,0 |
27,3 |
8,0 |
38,0 |
46,0 |
Михайлівський |
- |
22,5 |
39,06 |
2,71 |
47,77 |
50,48 |
Лебединський |
3,6 |
16 |
32,62 |
0,94 |
40,85 |
41,79 |
Лісаковський |
3,3 |
6 |
41,01 |
- |
44,7 |
44,7 |
Костомукшсий |
3,3 |
13 |
31,4 |
3,5 |
35,2 |
38,7 |
