

Технические решения на станочном оборудовании по охране труда.
Общие требования и средства безопасности труда при работе на Металлорежущих станках
Безопасность при работе на металлорежущих станках достигается комплексом мероприятий, основными из которых являются; оснащение станков средствами безопасности в процессе их проектирования и изготовления; осуществление необходимых мероприятий при организации рабочего места станочника; строгое соблюдение требований техники безопасности и гигиены труда при работе на станках.
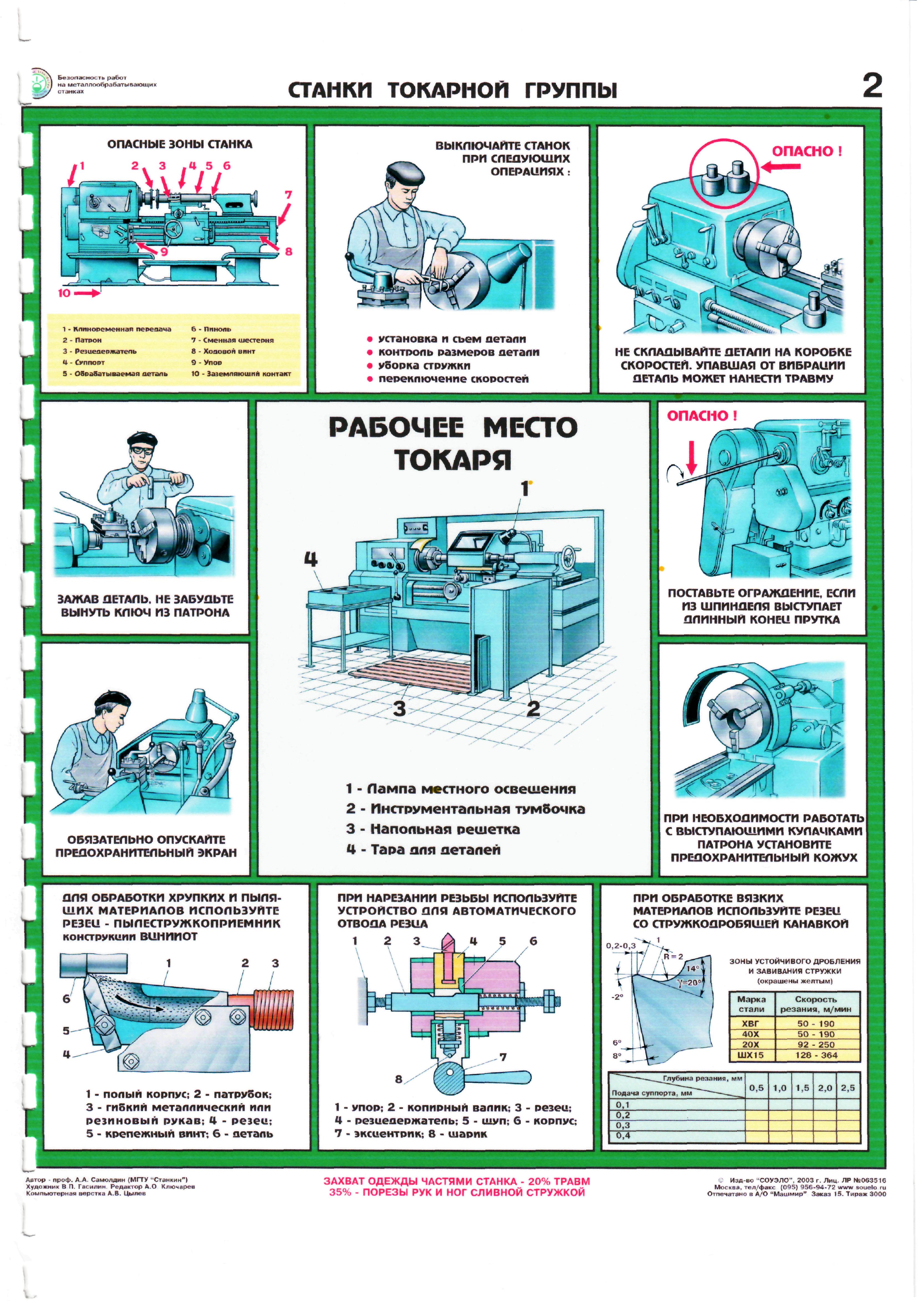
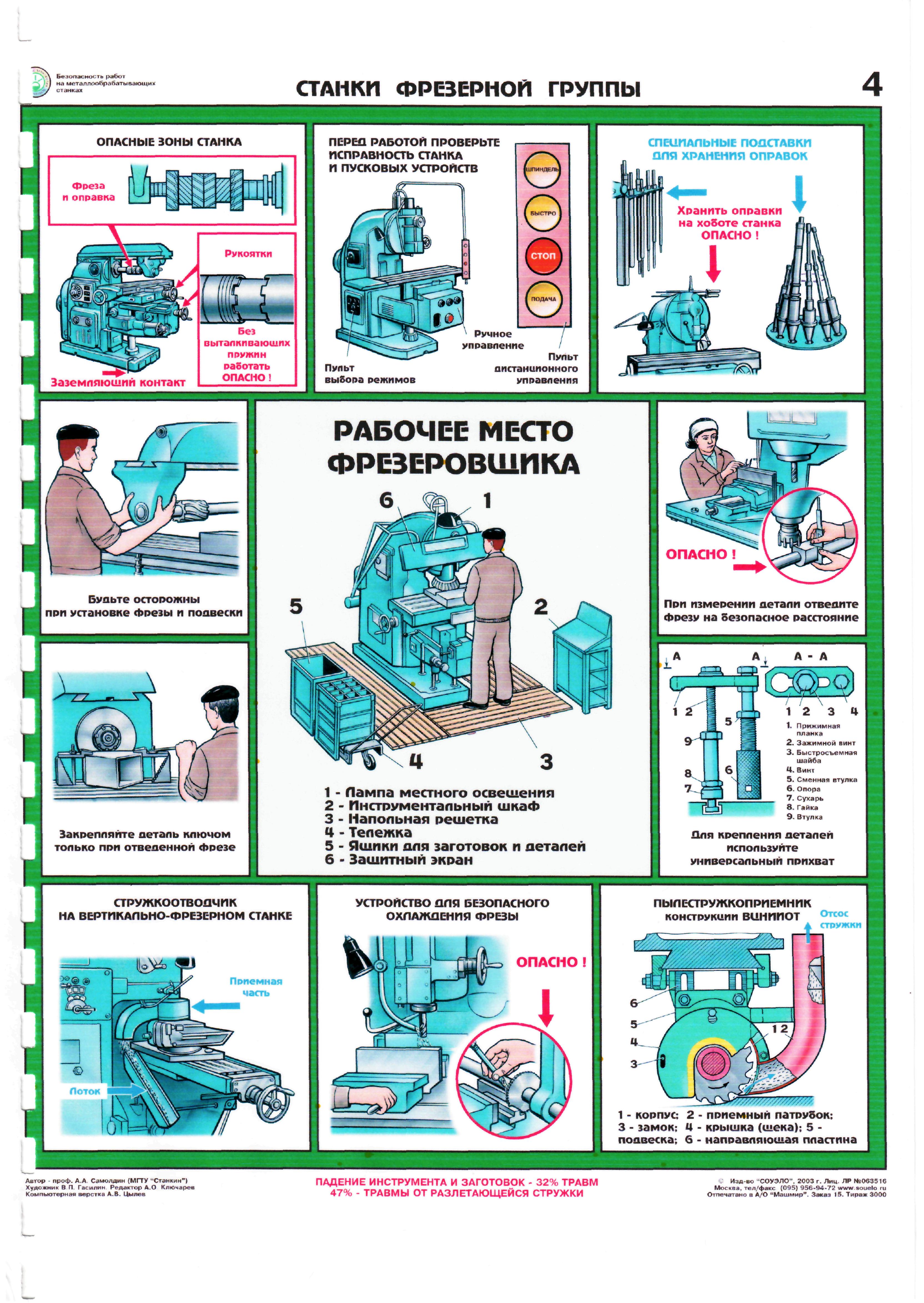
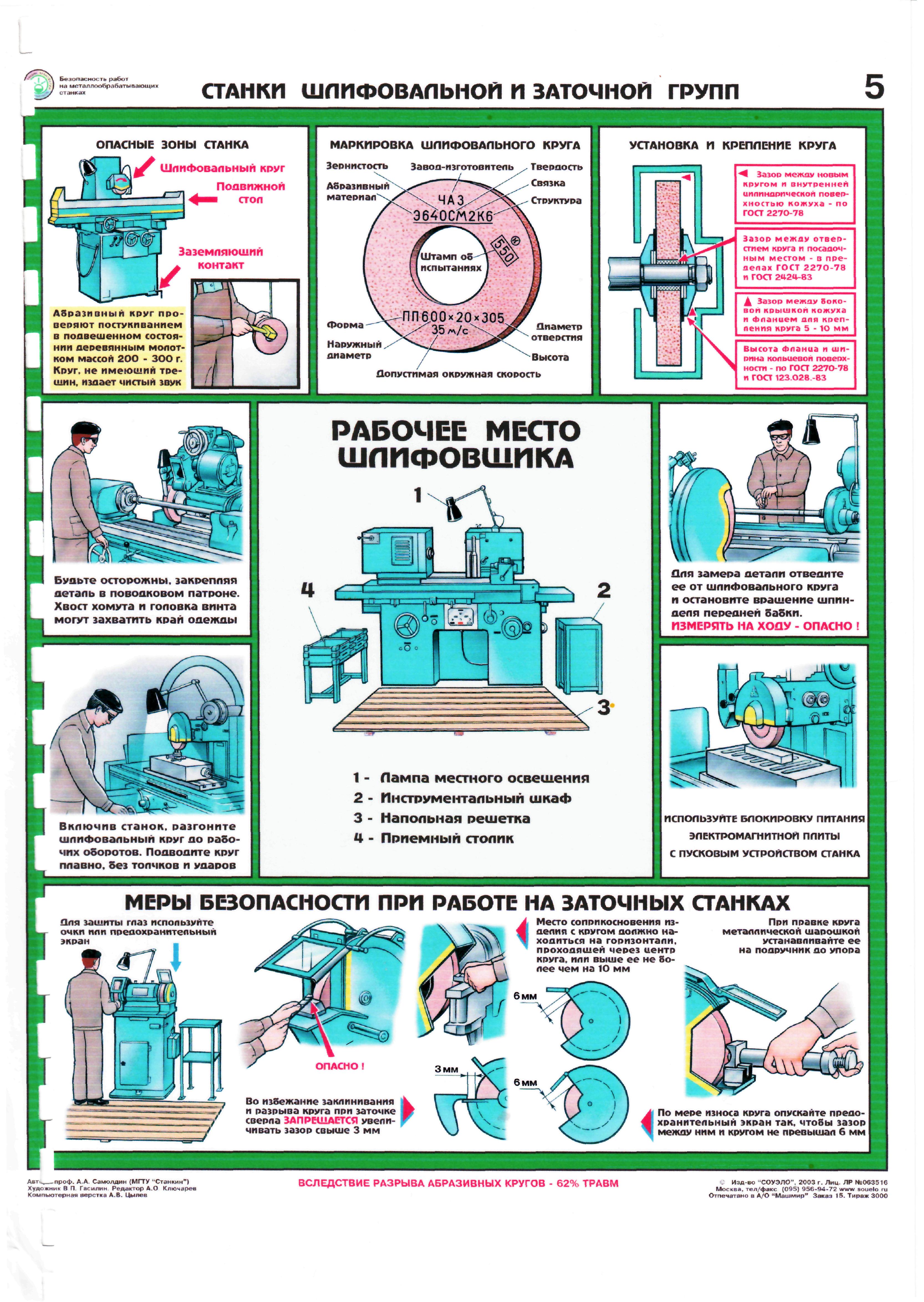
Общие требования безопасности, предъявляемые к металлорежущим станкам. Основным руководством по обеспечению безопасности при проектировании станков и их модернизации является ГОСТ 12.2.009—80* «ССБТ. Станки металлообрабатывающие. Общие требования безопасности». ГОСТ требует, чтобы передачи (ременные, цепные, зубчатые и др.), расположенные вне корпуса станка, были ограждены сплошными, с жалюзи или сетчатыми укрытиями в зависимости от необходимости наблюдения за ограждаемым механизмом. Предусматривается окраска в сигнальные цвета подвижных сборочных единиц и ограждающих устройств. В целях удобства и безопасности труда предъявляется ряд требований к органам управления станками, например снабжение органов управления надежными фиксаторами, исключающими самопроизвольное их перемещение и случайное включение; оснащение их соответствующими блокировками, исключающими возможность несовместимых движений сборочных единиц; обеспечение усилий на рукоятки и рычаги органов управления, не превышающих 40 Н (4кгс) при постоянном ручном управлении, а для включаемых не более 25 раз в смену— не более 80 Н (8 кгс); снабжение органов управления поясняющими надписями и символами и другие важные требования.
ГОСТ 12.2009—80* предусматривает требования к устройствам для установки, закрепления деталей и инструмента на станках. В частности, вращающиеся устройства (патроны, поводки, план- шайбы ц др.) должны иметь гладкие наружные поверхности, а при наличии выступающих частей или углублений они должны иметь ограждения.
Предъявляется требование к электрическим, гидравлическим и пневматическим зажимам в отношении обеспечения безопасности в случае неожиданного прекращения подачи электроэнергии, падения давления масла или воздуха в гидравлических или пневматических приводах. Содержится также важное требование об оснащении некоторых станков индивидуальным подъемным устройством для установки заготовок массой более 8 кг, инструментов и приспособлений массой более 20"кг. j
ГОСТ 12.2.009—80* предусматривает требования к оснащению станков устройствами для отсоса из зоны обработки загрязненного воздуха (пыль, мелкая стружка, вредные для здоровья аэрозоли), включая пылестружкоприемники и отсасывающие агрегаты. В при- ’ ложении к ГОСТу даны примеры решения этой проблемы. В ГОСТе изложены требования к ограничению шума и вибрации станков, рациональному устройству местного освещения, решению задач электробезопасности, а также специфические требования безопасности по группам станков — токарных, фрезерных, сверлильных, шлифовальных и др.
ГОСТ 12.2.009—80* введен в действие Госстандартом СССР с 1 сентября 1981 г., поэтому станки более ранних выпусков не в полной мере отвечают предусмотренным требованиям. Приведение этих станков в полное соответствие с требованиями указанного ГОСТа является обязанностью предприятий — потребителей станков и должно осуществляться в соответствии с планом модернизации станков, выпущенных ранее.
При проектировании новых станков и модернизации действующего парка необходимо учитывать требования ГОСТ 12.2.049—80 «ССБТ. Оборудование производственное. Общие эргономические требования» в целях обеспечения соответствия станков антропометрическим и психофизиологическим свойствам человека.
Примеры конкретных технических средств безопасности применительно к соответствующим группам металлорежущих станков (токарные, фрезерные, сверлильные и др.) рассмотрены в гл. 3.