

Диаграмма Исикава (причинно-следственная диаграмма)
Метод выявления всех возможных причин (входов) конкретной проблемы (выхода) за счет сужения до небольшого числа основных, коренных причин. Применяется для графического отображения взаимосвязи между решаемой проблемой и причинами, влияющими на ее возникновение. В диаграмме Исикава различные причины сгруппированы по категориям, а стрелки на изображении показывают, как причины влияют на конечный результат. Благодаря своей простоте, схема часто изображается на доске во время сессии мозгового штурма.
Выбор наиболее значимых причин на схеме Искава:
- Через открытую дискуссию среди участников, обмен мнениями и опытом.
- Через поиск и анализ повторяющихся причин определенной категории.
- С помощью анализа Парето
- Через распределение факторов по степени их важности (не учитываются первичные и стрелки-факторы второго порядка, к которым присоединено несколько стрелок-факторов третьего порядка). Внимание –тем стрелкам-факторам, которые в конечном итоге получили наибольшее количество отметок.
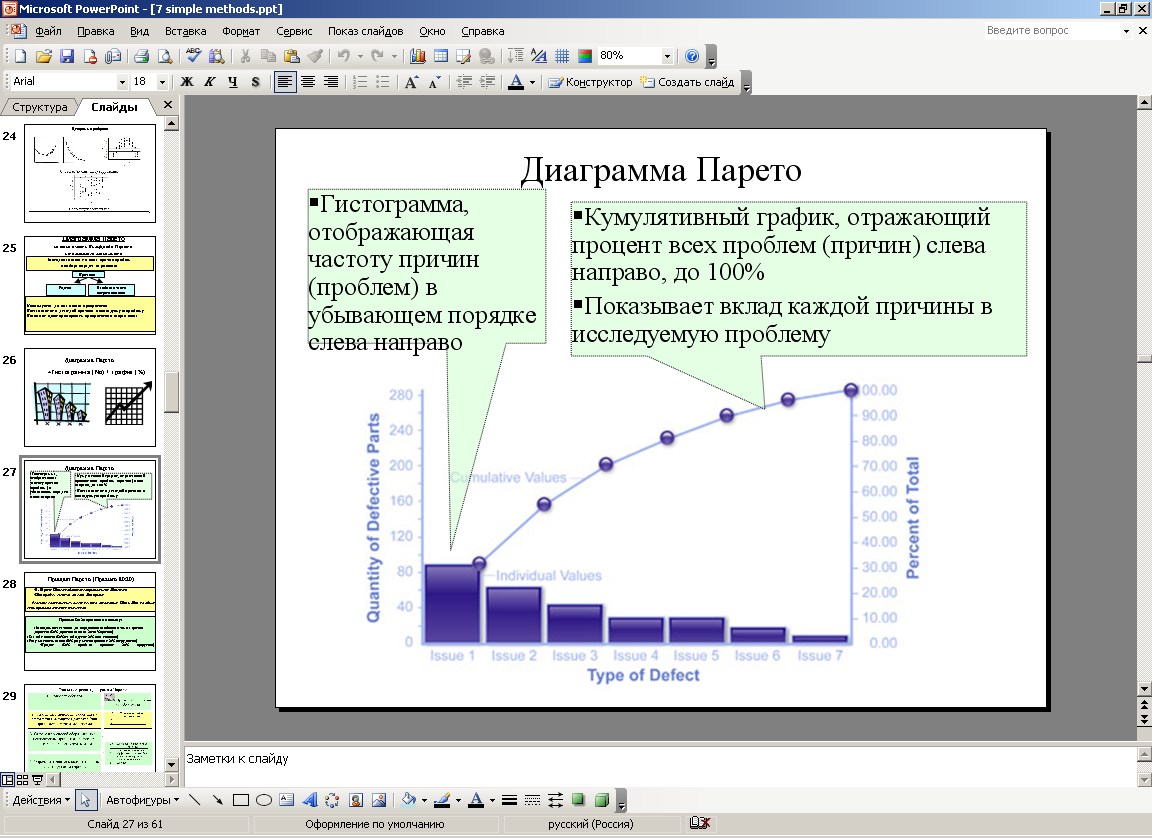
Диаграмма Парето
Метод выявления главных причин проблем и выбора порядка их решения. Используется для выявления приоритетов. Показывает вклад каждой причины в исследуемую проблему. Позволяет идентифицировать приоритетные направления.
Принцип Парето: 80% проблем системы вызваны 20% причин.
Построение д.Парето:
- Выбрать проблему
- Определить причины проблемы на основании имеющихся данных и/или при помощи мозгового штурма.
- Определить способ сбора данных по исследуемым причинам, например, частота за период, затраты и т.д.
- Определить длительность и границы анализируемого периода.
- Сбор информации в пределах анализируемого периода.
- Представить результаты в виде таблицы. Графы таблицы: a) Количество (частота) появления причин (или величина затрат) в убывающем порядке. b) Доля каждой причины в общем количестве причин, %; c) Кумулятивный (накопленный) процент каждой причины
-На осях X и Y расположить на них столбцы, характеризующие частоту причин в убывающем порядке, начиная с причины с наибольшей частотой
-Отобразить линию, характеризующую накопленный (кумулятивный) процент каждого дефекта (причины). Последняя точка линии – 100%
- Анализ (правило 80-20). Отложить 80% на линии, характеризующей кумулятивный %. Нарисовать вертикальную линию до оси Х. Дефекты (причины), оставшиеся слева от линии являются наиболее значимыми
Контрольные карты
Причины вариаций результата процесса:
- общие (те причины, при которых все отклонения параметров процесса находятся внутри контрольных границ= причины, на которые производитель не может повлиять = периодически проявляющиеся незначительные отклонения в материалах, влажности , температуре =процесс не требует вмешательства и изменений);
Специальные причины (те причины, которые соответствуют либо выходящим за контрольные границы точкам, либо точкам обнаружения серий и/или других неслучайных структур= отклонения результатов процесса вследствие износа инструмента, ошибки оператора, некорректной настройки оборудования, некачественного сырья…= причины, на которые производитель может повлиять= необходимы корректирующие действия.
Контрольная карта – это временной график, показывающий расположение последовательных значений некоей статистики (характеристики) процесса относительно центральной линии и одной или двух контрольных границ. Это инструмент разделения причин вариаций на общие и специальные. Цель построения— выявление точек выхода процесса из устойчивого состояния для последующего установления причин отклонения и их устранения. Две важные линии на КК – это линия Верхней границы допуска ВГД (upper control limit UCL) и линия Нижней границы допуска НГД (lower control limit LCL). Линии определяются таким образом, что очень высока вероятность расположения элементов выборки между ними, когда процесс является управляемым.
В зависимости от типа контролируемых параметров контрольные карты делятся на две группы:
- КК для количественных признаков
(![]() -карта;
R-карта). Используются для
контроля показателя, который можно
измерить (высота, вес, объем). Применяются
для статистического управления
технологическими процессами.
-карта;
R-карта). Используются для
контроля показателя, который можно
измерить (высота, вес, объем). Применяются
для статистического управления
технологическими процессами.
- КК для качественных (альтернативных) признаков. Используются для контроля показателей, которые служат для определения годности или дефектности изделия и которые легче сосчитать, чем измерить (цвет, вкус, запах). Являются дискретными и их чаще можно оценить просто высказываниями «да» или «нет». КК для альтернативного признака требуют единственного решения, такого как утверждения «да»/«нет», хорошо/плохо, приемлемо/неприемлемо (например, яблоко гнилое или свежее, мясо хорошее или тухлое и т.п.) или подсчет количество дефектов (например, количество вмятин в автомобиле).