

Третій аркуш звіту
Четвертий аркуш звіту
П'ятий аркуш звіту

Запитання і завдання для самоконтролю
Перерахуйте види розподільників і наведіть приклади їх умовного позначення.
Охарактеризуйте моностабільний розподільник і опишіть принцип його дії.
Охарактеризуйте бістабільний розподільник і опишіть принцип його дії.
Що таке пневмоциліндр, опишіть його конструкцію?
Які типи пневмоциліндрів за способом дії ви знаєте?
Що являє собою крок роботи пневмоциліндра?
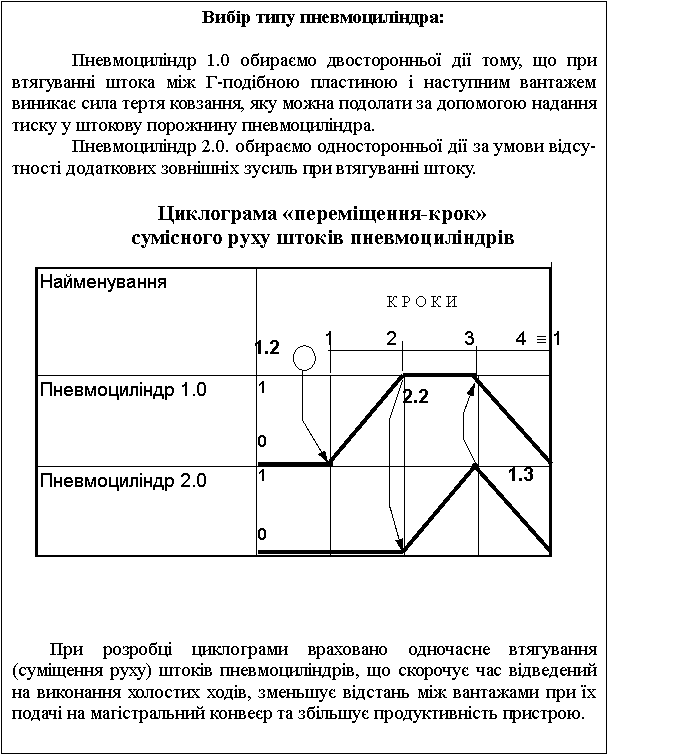
Як обирають тип пневмоциліндра?
Яким чином виконують суміщення руху штоків пневмоциліндрів?
Що таке пряме керування та умови його застосування? Переваги і недоліки прямого керування.
Що таке непряме керування та умови його застосування? Переваги і недоліки непрямого керування.
Для чого і де використовують дросель із зворотнім клапаном при розробці пневмоприводу? Яке його умовне позначення?
Умови застосування в пневмоприводі клапана швидкого вихлопу, його позначення на пневмосхемі?
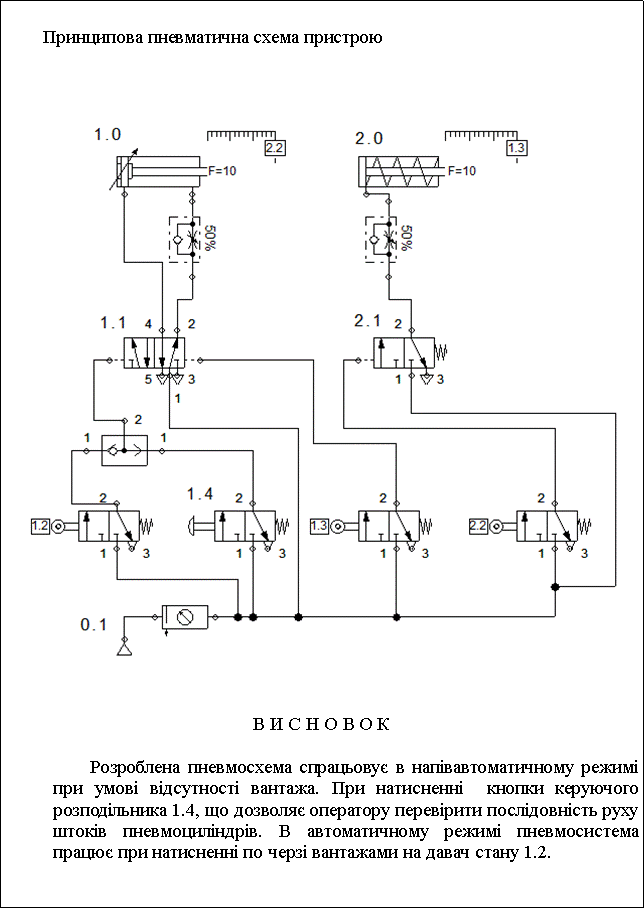
Що розуміють під напівавтоматичним режимом роботи пневмопривода?
Що розуміють під автоматичним режимом роботи пневмопривода?
Як звуться пневмоелементи які використовують в пневмоприводі для забезпечення напівавтоматичного та автоматичного режимів роботи? Як вони позначаються на схемах?
Наведіть умовні позначення логічних елементів та пневмоклапанів, які виконують логічні функції «ТАК», «НІ», «І», «АБО».
Охарактерізуйте принцип роботи логічних елементів та пневмоклапанів і наведіть відповідні таблиці станів їх керуючих сигналів.
При яких умовах використовують логічні клапани?
Наведіть пневмосхеми з використанням логічних елементів та пневмоклапанів.
.Сформулюйте принцип роботи реле тиску і умови його використання.
. З яких пневмоелементів складається реле тиску?
З яких елементів складається умовне позначення розподільників?
Сформулюйте принцип роботи таймера і умови його використання.
Що таке нормально закритий (НЗ, NC) і нормально відкритий (НР, NO) розподільник? Поясніть їх відмінності.
З яких пневмоелементів складається таймер (реле часу)?
Дайте визначення циклу та циклограмі?
Список літератури
О.С.Гаврюшина О.С, К.Д.Ефремова К.Д. Расчет пневмопривода / М.: Изд-во МГТУ им. Н.Э. Баумана.- 2001.- 280С.
Попов Д.Н. Механика гидро- и пневмоприводов. / М.: Техника.- Учебник для вузов.- 408 с.
Електропневмоприводи
№п.п |
С
Додаток
А |
Призначення |
||
Варіант 1 |
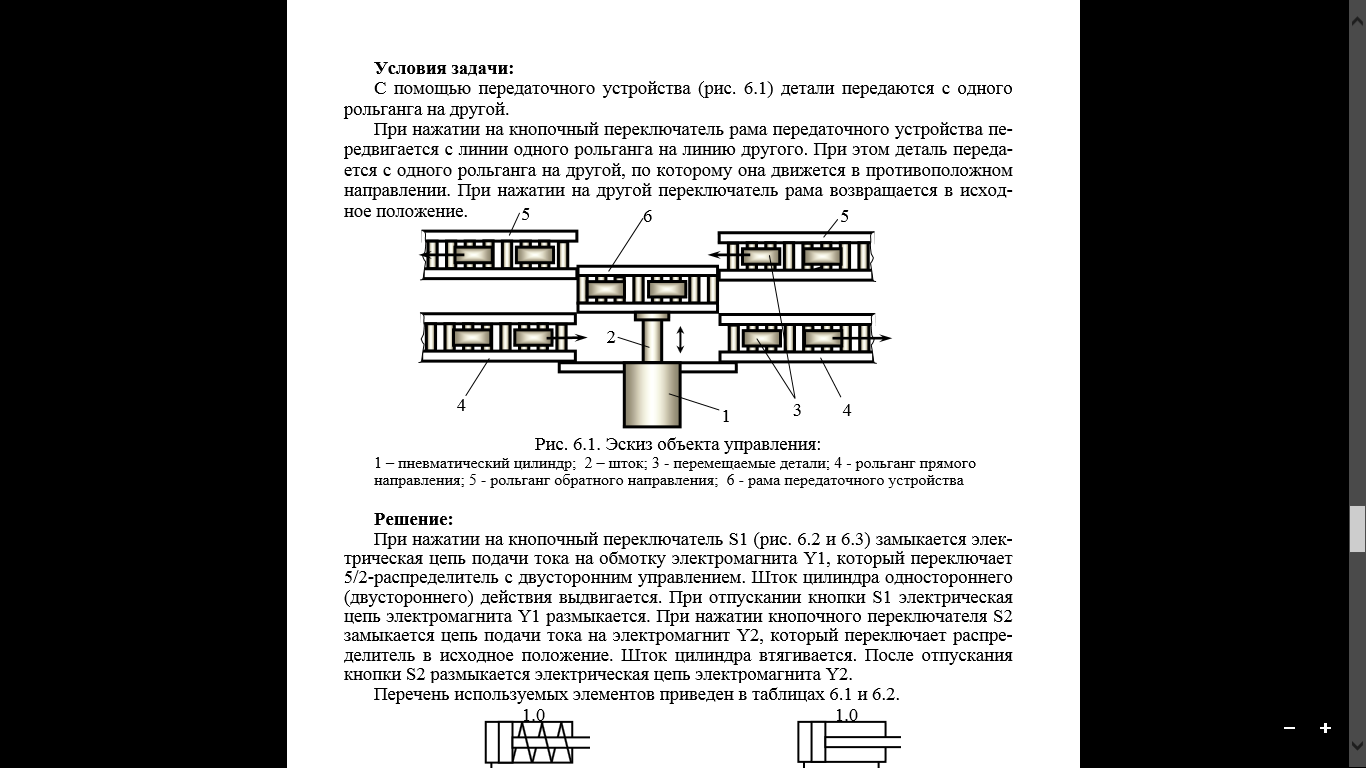
1 - пневматичний циліндр; 2 - шток; 3 - деталі; 4 - рольганг прямого напряму; 5 - рольганг зворотного напряму; 6 - рама передаточного пристрою |
За допомогою передаточного пристрою деталі передаються з одного рольганга на інший. При натисненні на кнопковий перемикач рама передатного пристрою пересувається з лінії одного рольганга на лінію іншого. При цьому деталь передається з одного рольганга на інший, по якому вона рухається в протилежному напрямі. При натисненні на інший перемикач рама повертається в початкове положення. Дано: m об’єкта = 250 кг; Хід переміщення об’єкта S = 0..600мм; Час спрацьовування ПЦ : t р.х. = 5 c t х.х. = 4 c |
||
Варіант2 |
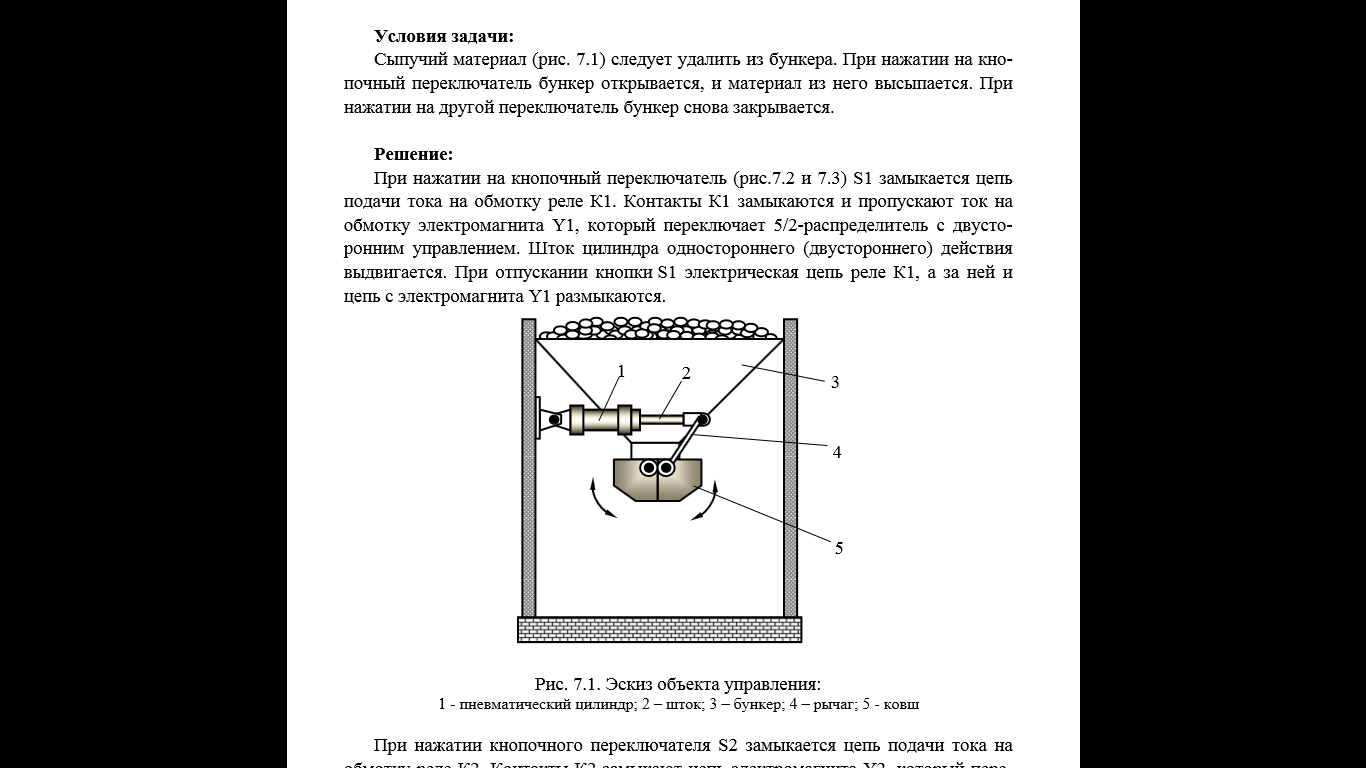
1 - пневматичний циліндр; 2 - шток; 3 - бункер; 4 - важіль; 5 - ковш |
Сипкий матеріал слід видалити з бункера. При натисненні на кнопковий перемикач бункер відкривається, і матеріал з нього висипається. При натисненні на інший перемикач бункер знову закривається. Дано: m об’єкта = 8 кг; Хід переміщення об’єкта S = 0..800мм; Час спрацьовування ПЦ : t р.х. = 0,0012 год t х.х. = 2 c |
||
Варіант 3 |
1 - поворотний стіл з прорізами; 2 - каністра; 3 – рухомий стіл; 4 - кривошип; 5 - шток; 6 - циліндр |
За допомогою поворотного столу з фіксацією (положення по куту повороту) пластмасові каністри переміщаються з однаковим кроком. При натисненні на кнопковий перемикач з фіксацією стіл обертається з рівним кутовим кроком за рахунок зворотньо-поступального переміщення штока циліндра, приєднаного до столу через кривошип. При повторному натисненні на перемикач рух припиняється. Хід переміщення об’єкта S = 0..150мм; Час спрацьовування ПЦ : t р.х. = 0,25с t х.х. = 0,1 c |
||
№п.п |
Схема пристрою |
Призначення |
||
Варіант 4 |
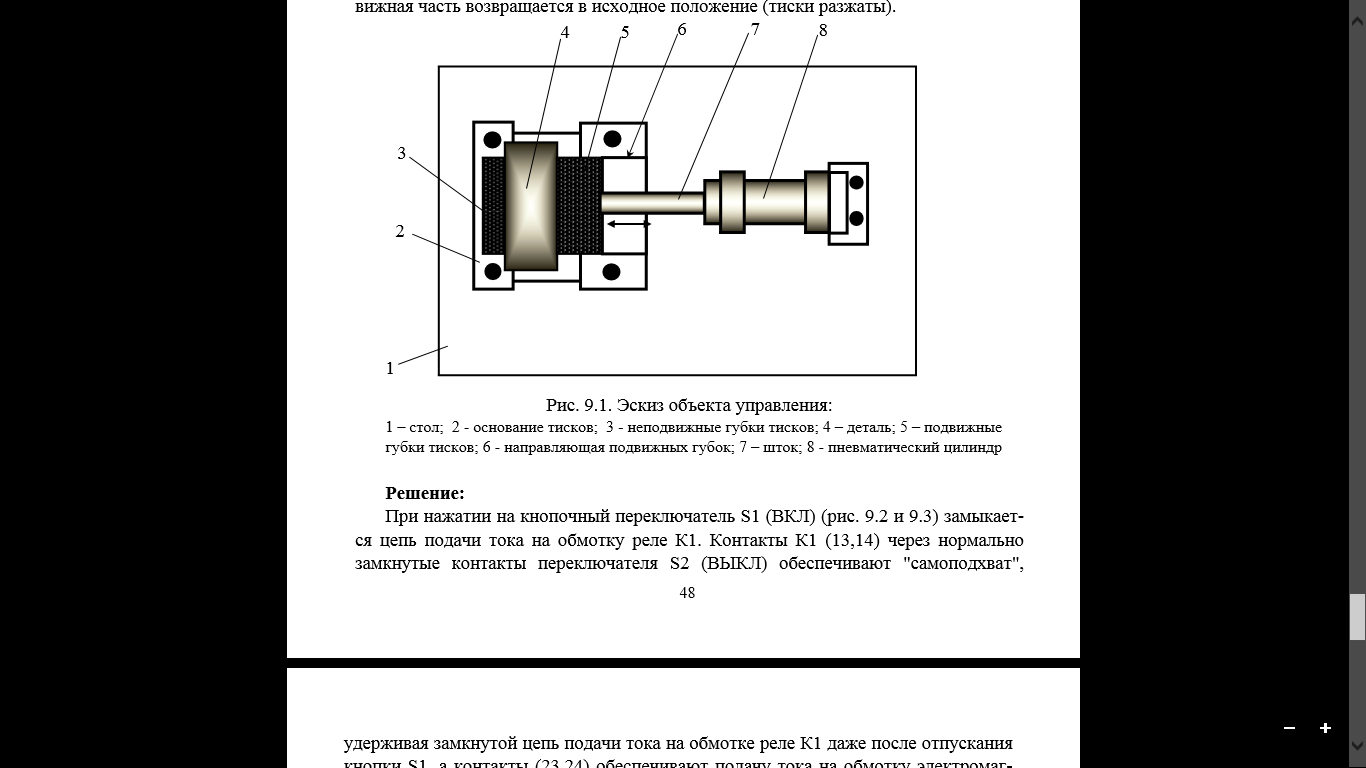
1 - стіл; 2 - основа зажимів; 3 - нерухомі губки зажимів; 4 - деталь; 5 - рухливі губки зажимів; 6 - напрямна рухливих губок; 7 - шток; 8 - пневматичний циліндр |
Деталі затискаються за допомогою зажимного пристрою з електро-пневматичним приводом. При натисненні на кнопковий перемикач рухома частина зажиму переміщується вперед і затискає деталь. При натисненні на інший кнопковий перемикач рухлива частина повертається в початкове положення (зажими розтискаються). Дано: 1—циліндр: m об’єкта = 160 г; Хід переміщення об’єкта S = 0..0,2 м Час спрацьовування ПЦ : t р.х. = 0.00036 год t х.х. = 0.000138 год
|
||
Варіант 5 |
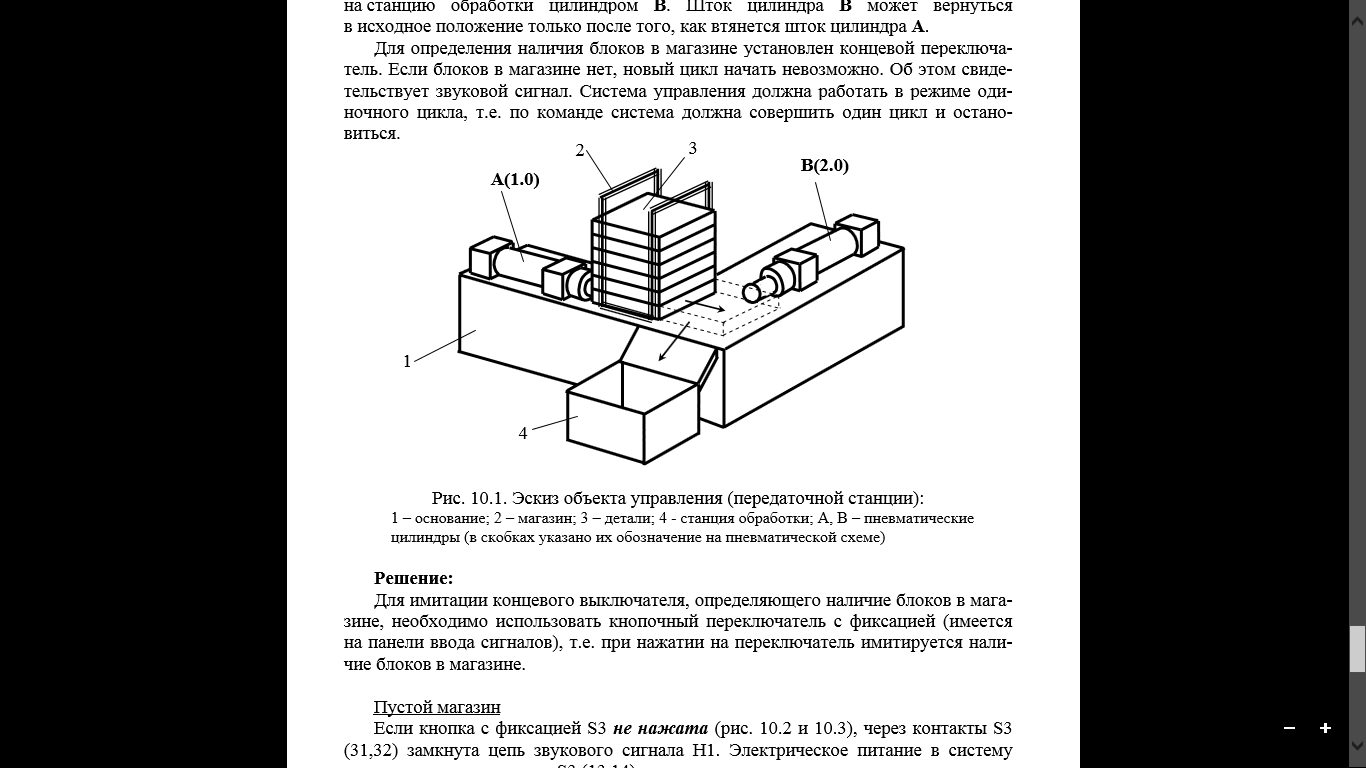
1 - основа; 2 - магазин; 3 - деталі; 4 - станція обробки; А, В - пневматичні циліндри (у дужках вказано їх позначення на пневматичній схемі) 1—циліндр: m об’єкта = 560 г; Хід переміщення об’єкта S = 0..60 см Час спрацьовування ПЦ : t р.х. = 0.0027 год t х.х. = 1с 2—циліндр: m об’єкта = 2200 г; Хід переміщення об’єкта S = 0..460 мм; Час спрацьовування ПЦ : t р.х. = 0.5 с t х.х. = 0.35 c |
За допомогою сортувальної станції треба переміщувати блоки з магазину на станцію обробки. Блоки виштовхуються з магазину циліндром А, а потім передаються на станцію обробки циліндром В. Шток циліндра В може повернутися в початкове положення тільки після того, як втягнеться шток циліндра А. Для визначення наявності блоків в магазині встановлений кінцевий перемикач. Якщо блоків в магазині немає, новий цикл почати неможливо. Про це свідчить звуковий сигнал. Система управління повинна працювати в режимі одиночного циклу, тобто по команді система повинна відпрацювати один цикл і зупинитися
|
||
№п.п |
Схема пристрою |
Призначення |
||
Варіант 6 |
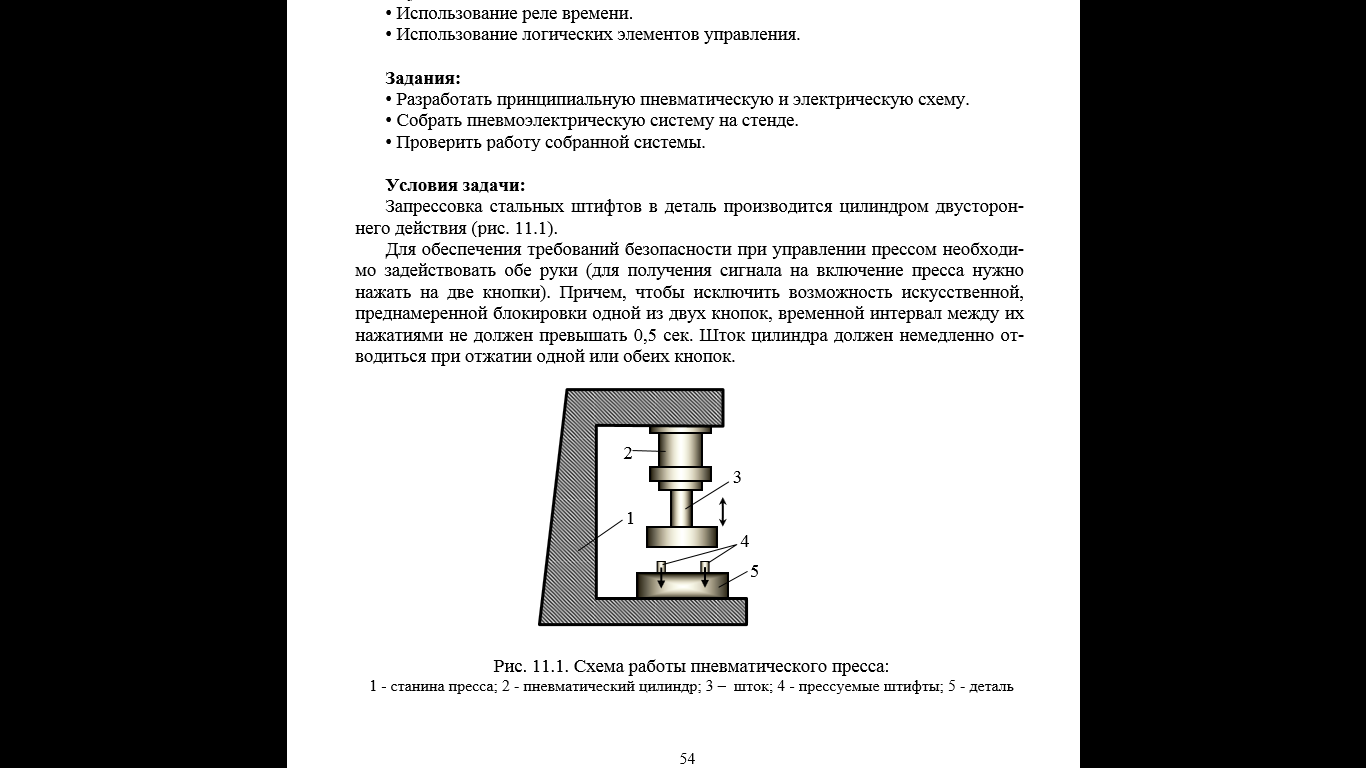
1 - станіна пресу; 2 - пневматичний циліндр; 3 - шток; 4 - пресовані штіфти; 5 - деталь Дано: 1—циліндр: m об’єкта = 0,85 кг; Хід переміщення об’єкта S = 0..0,2 м Час спрацьовування ПЦ : t р.х. = 0.00011 год t х.х. = 0.1 с
|
Запресовка сталевих штифтів в деталь робиться циліндром двосторонньої дії. Для забезпечення вимог безпеки при управлінні пресом необхідно задіяти обидві руки (для отримання сигналу на включення пресу треба натиснути на дві кнопки). Причому, щоб унеможливити штучне, умисне блокування однієї з двох кнопок, часовий інтервал між їх натисненнями не повинен перевищувати 0,5 сек. Шток циліндра повинен негайно відводитися при відпусканні однієї або обох кнопок. |
||
Варіант 7 |
S1, S2 - оптичні датчики місцеположення, 1.0.- пневмоциліндр двохсторонньої дії. 2—циліндр: m об’єкта = 850г; Хід переміщення об’єкта S = 0..360 мм; Час спрацьовування ПЦ : t р.х. = 1.2 с t х.х. = 0.1 c
|
При сортуванні упаковок з різним пакувальним матеріалом, використовуються різні типи датчиків (ємкісні - для полімерних плівок і індуктивні - для металізованих плівок). Сортування здійснюється на конвеєрі за допомогою рольганга, який переміщується циліндром двохсторонньої дії з демпфуванням в кінці ходу.
|
||
№п.п |
Схема пристрою |
Призначення |
||
В |
В
А
S,Е – ємкісний датчик місцеположення, А,В – пневмоциліндр двохсторонньої дії. |
Установка по відкриванню прохідних напрямних створок на конвеєрній стрічці. Необхідно побудувати систему автоматичного відкривання створок на ширину, яка буде відповідати геометричним розмірам вантажів. Створки повинні відкриватись з регульованою швидкістю і закриватись після проходження вантажу на протязі 3 секунд. Вікривання створок повинно домінувати над закриванням. Дано: 1—циліндр: m об’єкта = 8 кг; Хід переміщення об’єкта S = 0..800мм; Час спрацьовування ПЦ : t р.х. = 0,0012 год t х.х. = 2 c 2—циліндр: m об’єкта = 0,5 кг; Хід переміщення об’єкта S = 0..150мм; Час спрацьовування ПЦ : t р.х. = 0,25с t х.х. = 0,1 c |
||
Варіант 9 |
Е
К
Е,К – Індуктивні датчики стану, 1.0 – пневмоцилінлр двохсторонньої дії.
|
Сортувальний конвеєр на пневмомеханічному приводі, із системою стеження на базі двох датчиків стану. Дано: 1—циліндр: m об’єкта = 6,85 кг; Хід переміщення об’єкта S = 0..0,4 м Час спрацьовування ПЦ : t р.х. = 0.0015 год t х.х. = 3 с Тц = 7с
|
||
№п.п |
Схема пристрою |
Призначення |
||
варіант 10 |
1
2
|
Пристрій для переорієнтування групових упаковок з нижнього рівня конвеєрного модуля на верхній. Система 4-х конвеєрів, два з яких 1,2 працюють послідовно. Дано: 1—циліндр: m об’єкта = 2,5 кг; Хід переміщення об’єкта S = 0..0,9 м Час спрацьовування ПЦ : t р.х. = 0.00016 год t х.х. = 0.3 с 2—циліндр: m об’єкта = 1500г; Хід переміщення об’єкта S = 0..340 мм; Час спрацьовування ПЦ : t р.х. = 1.4 с t х.х. = 0.1 c |
||
Варіант 11 |
1
2
|
Дозувально-фасувальний пристрій з можливістю формування групової упаковки із шести пляшок на виході. Дано: 1—циліндр: m об’єкта = 10 кг; Хід переміщення об’єкта S = 0..0,5 м Час спрацьовування ПЦ : t р.х. = 6 с t х.х. = 1 c 2—циліндр: m об’єкта = 5 кг; Хід переміщення об’єкта S = 0..500 мм; Час спрацьовування ПЦ : t р.х. = 1 с t х.х. = 6 c |
||
Варіант 12 |
1
2
|
Пакетоформуючий робот укладчик для виконання операції перевантаження. Дано: А—циліндр: m об’єкта = 1,85 кг; Хід переміщення об’єкта S = 0..0,32 м Час спрацьовування ПЦ : t р.х. = 0.00021 год t х.х. = 0.1 с В—циліндр: m об’єкта = 2300г; Хід переміщення об’єкта S = 0..200 мм; Час спрацьовування ПЦ : t р.х. = 3.2 с , t х.х. = 0.1 |
||
№п.п |
Схема пристрою |
Призначення |
||
Варіант 13 |
1
3
2
|
Пристрій сортування виробів по властивостям (за формою і матеріалом.). Пристрій контролю сформовано на роботі ємкісних датчиків і оптичної системи стеження. Дано: 1—циліндр: m об’єкта = 2,5 кг; Хід переміщення об’єкта S = 0..0,3 м Час спрацьовування ПЦ : t р.х. = 0.00016 год t х.х. = 0.3 с 2—циліндр: m об’єкта = 1500г; Хід переміщення об’єкта S = 0..340 мм; Час спрацьовування ПЦ : t р.х. = 1.4 с t х.х. = 0.1 c
|
||




 аріант
8
аріант
8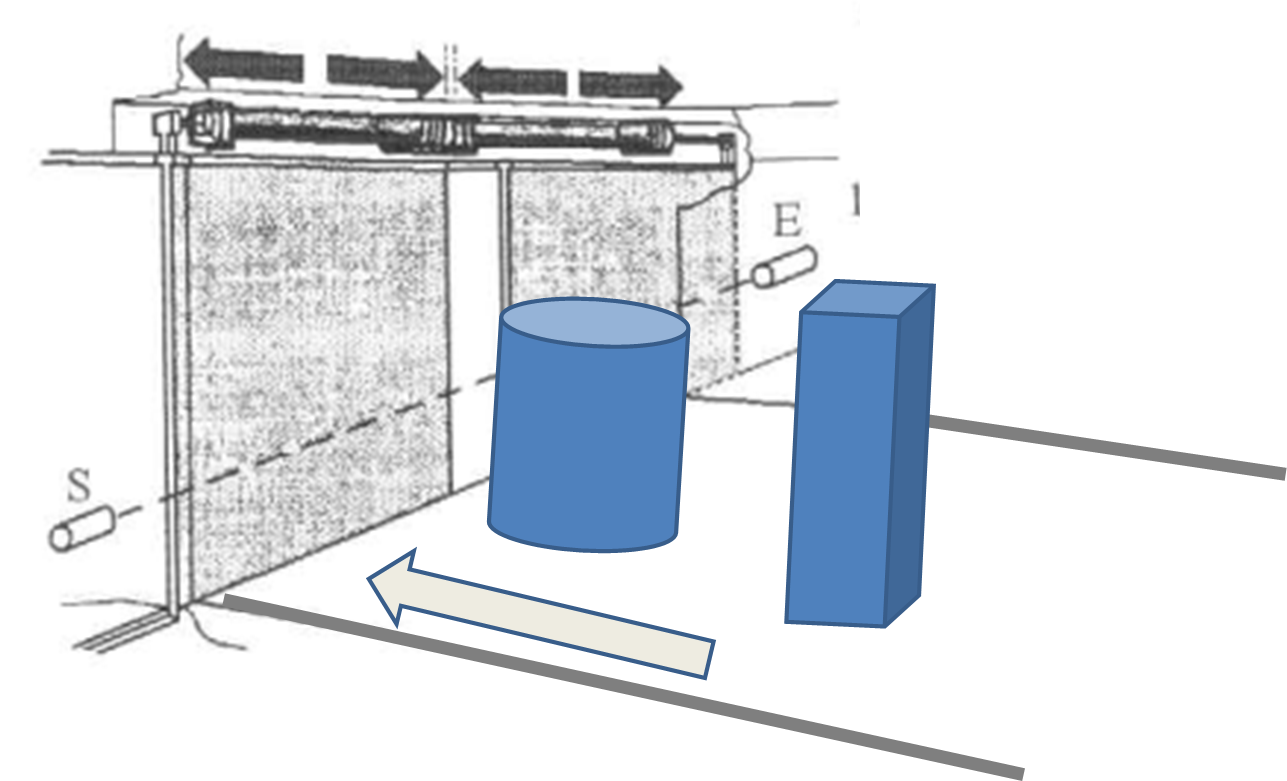














Навчальне видання
МЕХАТРОНІКА