

Практическое занятие № 9 Изучение процесса и режимов влажно-тепловой обработки швейных изделий, влияния температуры, влажности, давления и времени прессованиям качество обработки деталей
Цель работы: изучение сущности процесса влажно-тепловой обработки. Влияние температуры, влажности, давления и времени на процесс влажно-тепловой обработки.
План проведения занятия:
1. Ознакомиться с теоретическими основами влажно-тепловой обработки швейных изделий.
2. Ознакомиться с методикой проведения исследований.
3. Исследовать температурные поля в слоях ткани при влажно-тепловой обработке.
Краткие теоретические сведения
1. Использование на операциях влажно-тепловой обработки (ВТО) различного по назначению оборудования, выполнение требований, предъявляемых к качеству обработки, требует от технолога оперативного установления режимных параметров и текущей проверки их уровня.
Для того чтобы процесс протекал в оптимальных условиях, необходимо на каждой из трех его стадий выдерживать определенные температурно-влажностные режимы.
Подготовка материала к деформации должна заканчиваться, когда температура в ткани не будет превышать 90—100° С, т. е. когда обеспечиваются условия для конденсации пара на волокнах и полимер переходит в область высокоэластического состояния.
Параметры рабочих сред на второй стадии должны обеспечивать эффективную сушку без разрушения материала. Для большинства текстильных материалов пределы температуры рабочих сред должны быть равны: нижний 105—120° С, верхний — теплостойкости материала.
56
Полученная форма должна фиксироваться при быстром охлаждении полимера волокон ткани ниже температуры стеклования. С учетом этого при обработке тканей, содержащих различные волокна, необходимо ориентироваться на компонент с более низкой температурой стеклования.
Выдерживать эти требования весьма сложно, так как на процесс ВТО влияют режимные параметры, способы получения и подачи рабочих сред (генерирование пара в проутюжильнике или вне рабочих органов), использование различных материалов проутюжильников, изменение площади и толщины отрабатываемых материалов и др.
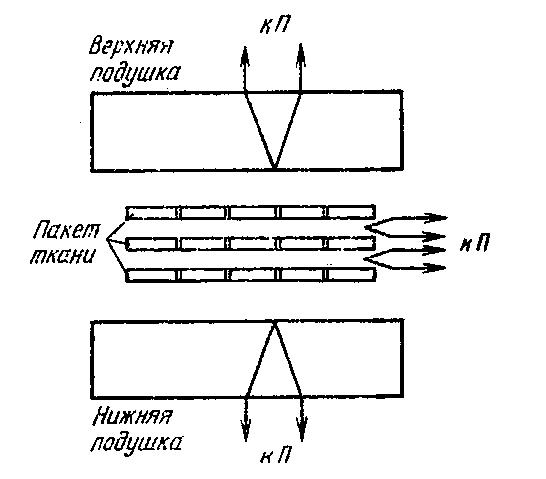
Рисунок 9.1. Схема расположения термопар в слоях пакета тканей
Оценить влияние всех этих факторов на процесс ВТО можно, исследовав характер изменения температурного поля внутри обрабатываемых материалов.
Для этого в различные слои пакета ткани помещают рабочие участки термопар (рис. 9.1), концы которых подключают к осциллографу или потенциометрам (П).
Исследования позволили установить ряд интересных закономерностей. Прежде всего можно заметить существенное различие процесса при обработке изделий на электро- н паропрессах (рис. 9.2). Представленные температурные кривые говорят о том, что без введения влаги (на электропрессах) процесс протекает неудовлетворительно. В момент, когда нижний слой ткани прогревается до 100° С, поверхность верхнего слои нагревается до 187° С, т. е. возникает опасность разрушения полимера материала.
В то же время при введении в проутюжильник влаги полученная при контакте с нагретой поверхностью рабочая среда (пар) позволяет за 1—3 с прогреть всю толщину изделия. В дальнейшем идет процесс сушки, и при достижении под проутюжильником температуры, равной ПО—120° С, прессование можно прекращать. Установлено, что при этих темературах деформация ткани (угол разутюживания, изменение толщины ткани) достигает оптимального значения. При одностороннем нагреве ткани (нижняя подушка не обогревается) обработка пакетов тканей больших толщин может привести к накоплению в нижних слоях значительного количества влаги и снижению температуры до 60—70° С. В этом случае длительность обработки возрастает, а качество — ухудшается.
57
Процесс ВТО на паровых прессах значительно отличается от описанного, так как в этом случае можно получать более устойчивые параметры пара. Проведенные в Киевском технологическом институте легко промышленности (КТИЛПе) исследования доказали возможность интенсификации процесса ВТО при увеличении давления пара и использовании дополнительного перегрева (рис. 9.3)
 а—W—40%;
б— воздушно-сухая обработка
а—W—40%;
б— воздушно-сухая обработка
Рисунок 9.2. Зависимость температурного поля в слоях ткани от увлажнения:
С увеличением давления пара с 1 атм до 6 атм время обработки сокращается более чем в два раза, а дополнительный перегрев пара, равный 30° С, позволяет использовать его как увлажняющую и сушащую рабочую среду. Следовательно, при обработке изделий на оборудовании, оснащенном паросиловыми установками, по характеру изменения температурного поля внутри слоев ткани также можно установить продолжительность подачи рабочих сред и прекращения процесса ВТО. Важно также отметить, что в производственных условиях в зависимости от такта процесса можно изменять входные параметры (параметры пара), удлиняя или ускоряя процесс обработки, что экономически выгодно.
2. Используя температурно-временной принцип оценки хода процесса ВТО в лабораторных и производственных условиях, можно в зависимости от уровня входных параметров и влияния других факторов определять продолжительность каждой стадии процесса ВТО.
В лабораторных
условиях для этого можно использовать
различные модификации установок. На
рис. 9.4 представлены кинематические
схемы прессов с электромеханическим
приводом. С помощью комплектов грузов
или тарированной пружины можно задавать
нужное давление на изделие. Привод со
сменными грузами обеспечивает
стабильность усилия прессования
независимо от толщины пакета ткани. При
использовании силовой пружины усилие
при сближении подушек изменяется
незначительно. Установки позволяют
имитировать реальные условия ВТО,
включая использование всех трех рабочих
сред. Для этого же можно использовать
промышленные прессы, в  которых
регулируются все параметры.
которых
регулируются все параметры.
а —сухим насыщенным паром с отсосом влаги после второй стадии; б — перегретым паром (6 = 30° С) с отсосом влаги на первой стадии: 1-6 — давление пара соответственно ЫО5—6-Ю5 Па
Рисунок 9.4. Температурные кривые при влажно-тепловой обработке
Запись температуры в слоях ткани может проводиться самопишущими одноточечными потенциометрами типа ПСР 1-04 или ЭПП 09-М2 с градуировкой ХК 100—300° С и скоростью пробега кареткой шкалы, равной I или 2,5 с. Вместо самопишущих можно использовать показывающие приборы ниш ЭПВ 2-1 1Л, а процесс изменения температуры в ткани фиксировать во времени с помощью секундомера. В комплекте с указанными приборами применяются хромель-копелевые и другие термопары с диаметром термоэлектродов, равным 0,1—0,3 мм. Суммарное сопротивление термопар не должно превышать 100 Ом.
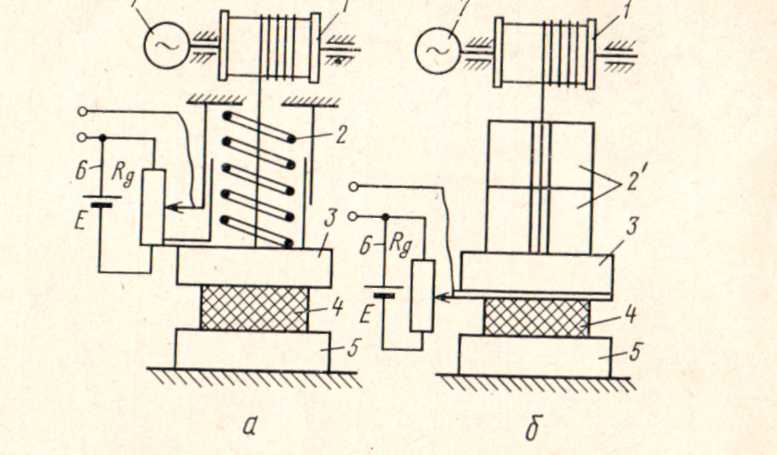
а – с пружиной; б – с грузами; 1 – барабан с тросом; 2 – тарированная пружина; 2’ – грузы; 3 – верхняя подушка; 4 – изделие; 5 – нижняя подушка, 4 — изделие; 5 — нижняя подушка- 6 — электрическая схема для измерения деформации; 7 - электродвигатель
Рисунок 9.4. Кинематическая схема установок для определения параметров влажно-тепловой обработки:
В табл. 9.1 и 9.2 приведены варианты заданий для исследования студентами температурных полей в слоях ткани для различных прессов.
Таблица 9.1
Варианты заданий для исследования температурного поля в слоях ткани на электропрессе
Номер варианта |
Ткань |
Количест во слоев ткани |
Материал проутюжильника |
tв.п, 0С |
Р, Па |
W, % |
1 |
Костюмная » » » |
2 2 2 2 |
Фланель » » » |
200 200 200 200 |
0,3+5 0,3+5 0,3+5 0,3+5 |
в/с 10 30 50 |
2 |
Пальтовая » » » |
2 2 2 2 |
» » » |
200 200 200 200 |
0,3+5 0,3+5 0,3+5 0,3+5 |
в/с 10 30 50 |
3 |
Костюмная » » » |
2 2 2 2 |
» » » |
125 150 175 200 |
0,3+5 0,3+5 0,3+5 0,3+5 |
30 30 30 30 |
4 |
Пальтовая » » » |
2 2 2 2 |
» » » |
125 150 175 200 |
0,3+5 0,3+5 0,3+5 0,3+5 |
30 30 30 30 |
5 |
Костюмная »
» » |
2 2
2 2 |
» Льняная бортовка Бязь Стеклоткань |
200 200
200 200 |
0,3+5 0,3+5
0,3+5 0,3+5 |
30 30
30 30 |
6 |
Пальтовая »
» » |
2 2
2 2 |
Фланель Льняная бортовка Бязь Стеклоткань |
200 200
200 200 |
0,3+5 0,3+5
0,3+5 0,3+5 |
30 30
30 30 |
7 |
Костюмная » » » » |
4 4 4 4 4 |
Фланель » » » » |
200 200 200 200 200 |
0,1+5 0,3+5 0,5+5 1,0+5 1,5+5 |
30 30 30 30 30 |
8 |
Пальтовая » » » » |
4 4 4 4 4 |
» » » » » |
200 200 200 200 200 |
0,1+5 0,3+5 0,5+5 1,0+5 1,5+5 |
30 30 30 30 30 |
9 |
Костюмная » » » |
2 2 2 2 |
» » » » |
200 175 150 125 |
0,3+5 0,3+5 0,3+5 0,3+5 |
30 30 30 30 |
10 |
Пальтовая » » » |
2 2 2 2 |
» » » » |
200 175 150 125 |
0,3+5 0,3+5 0,3+5 0,3+5 |
30 30 30 30 |
11 |
Костюмная » » » |
1 2 3 4 |
» » » » |
200 200 200 200 |
0,3+5 0,3+5 0,3+5 0,3+5 |
30 30 30 30 |
Таблица 9. 2
Варианты заданий для исследования температурного поля
в слоях ткани на паропрессе
Номер варианта |
Ткань |
Количество слоев ткани |
Р, Па |
tп, с |
tотс, с |
|
пара |
подушек |
|||||
1 |
Костюмная » » » |
2 2 2 2 |
3 3 3 3 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
2 |
Пальтовая » » » |
2 2 2 2 |
3 3 3 3 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
3 |
Костюмная » » » |
2 2 2 2 |
5 5 5 5 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
4 |
Пальтовая » » » |
2 2 2 2 |
5 5 5 5 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
5 |
Костюмная » » » |
2 2 2 2 |
1 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
6 |
Пальтовая » » » |
2 2 2 2 |
1 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
7 |
Костюмная » » » |
2 2 2 2 |
2 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
8 |
Пальтовая » » » |
2 2 2 2 |
2 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
9 |
Костюмная » » » |
2 2 2 2 |
4 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
10 |
Пальтовая » » » |
2 2 2 2 |
4 |
0,3+5 0,3+5 0,3+5 0,3+5 |
3 7 10 15 |
10 10 10 10 |
11 |
Костюмная » » » » |
4 4 4 4 4 |
3 |
0,1+5 0,3+5 0,5+5 0,7+5 1,5+5 |
5 5 5 5 5 |
7 7 7 7 7 |
12 |
Пальтовая » » » » » |
4 4 4 4 4 |
3 |
0,1+5 0,3+5 0,5+5 0,7+5 1,0+5 1,5+5 |
7 7 7 7 7 7 |
10 10 10 10 10 10 |
3. Для проведения исследований готовят пакеты тканей (пальтовых, костюмных) различного волокнистого состава. Размеры образцов составляют 7X7 см.
Предварительно заготовленные образцы ткани и проутюжильников взвешивают на весах марки АДВ-200 М с точностью до 0,01 г и данные записывают в табл. 9.3.
Таблица 9.3.
Характеристика исследуемых пакетов
Номер пакета |
Масса образца, г |
Масса проутюжильника, г |
|
До увлажнения |
После увлажнения |
||
|
|
|
|
Для получения достоверных показа гелей по каждому из вариантов исследований рекомендуется скомплектовать по три пакета ткани. Необходимое количество влаги в проутюжилышк вводят пульверизатором путем мелкодисперсного распыления с учетом массы пакета.
Для измерения температуры термопары Т1 , Т2 укладывают между слоями пакета, как показано на рис. 9.5.
Верхняя (нижняя) подушка до начала лабораторной работы должна быть нагрета до заданной температуры. При этом, если изучается влияние температуры нагрева подушек на процесс ВТО, необходимо сначала проводить эксперимент при низкой температуре, а затем постепенно повышать ее.
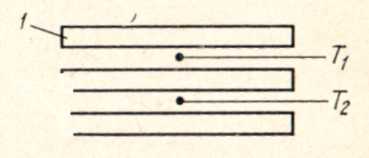
1 – проутюжильник; 2 – пакет ткани
Рисунок 9. 5. Схема укладывания термопар:
Давление на образец задают исходя из величины используемого груза (с учетом массы подушки) и площади образца. Запись температурных кривых прекращают, достигнув под проутюжильником температуры, равной 110-120° С, или ограничиваясь интервалом времени ВТО, не превышающим 60 с.
Полученные температурные кривые при различных режимах сопоставляют между собой, определяют общую продолжительность процесса по результатам трех измерений. Обобщенные данные записывают в таблицы 9.4.
Таблица 9.4
Результаты измерений режимов ВТО на электропрессах
Номер эксперимента |
Ткань |
Коли чество слоев ткани |
Материал проутюжильника |
tв.п, 0С |
tн.п, 0С |
р, Па |
W, % |
τ, с |
τсред, с |
|
|
|
|
|
|
|
|
|
|
При исследовании температурного поля в слоях ткани, обрабатываемых на паропрессе, отпадает надобность в проутюжильнике и его увлажнении.
Необходимые условия обработки указаны в виде вариантов заданий и выполняются согласно одной из циклограмм.
Полученные температурные кривые следует проанализировать и по ним определить продолжительность пропаривания, сушки и охлаждения. Результаты необходимо записать в таблицу 9.5
Таблица 9.5.
Результаты измерений режимов ВТО на паропрессах
Номер эксперимента |
Ткань |
Количество слоев ткани |
tв.п, 0С |
tн.п, 0С |
Θ, 0С |
р, Па |
τп, с |
τотс, с |
τсум, с |
|
пара |
подушка |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
Контрольные вопросы
1. В чем состоит сущность процесса влажно-тепловой обработки?
2. Каковы параметры влажно-тепловой обработки и какова их взаимосвязь?
3. Какова методика исследования температурных полей в слоях ткани при влажно-тепловой обработке?
Задание на СРС
1. Изучить (повторить) процесс влажно-тепловой обработки
2. Методика исследования температурных полей в слоях ткани при влажно-тепловой обработке
3. Основные параметры влажно-тепловой обработки
Домашнее задание:
1. Изучить оборудования для влажно-тепловой обработки
2. Роль и значение процесс влажно-тепловой обработки в процессе изготовления швейных изделий
3. Использование влажно-тепловой обработки в швейном производстве
Литература
1. Кузьмичев В.Е. Оборудование для влажно-тепловой обработки одежды: Справочник.- М.: В зеркале, 2004.-355 с
2. Лабораторный практикум по технологии швейных изделий. Учеб. пособие / Е.Х. Меликов, Л.В. Золотцева, В.Е. Мурыгин и др.- М.: КДУ, 2007.-272 с.