

Формовочные уклоны
Формовочные уклоны модельного комплекса служат для удобства извлечения модели из формы без ее разрушения и для свободного удаления стержня из стержневого ящика. Уклоны выполняют в направлении извлечения модели из формы. Величина уклона зависит от материала модели, способа изготовления отливки и высоты боковой поверхности.
Величины уклона определяются по ГОСТ3212-92
Высота поверхности, мм |
Формовочный уклон |
200 |
34’ |
400 |
19’ |
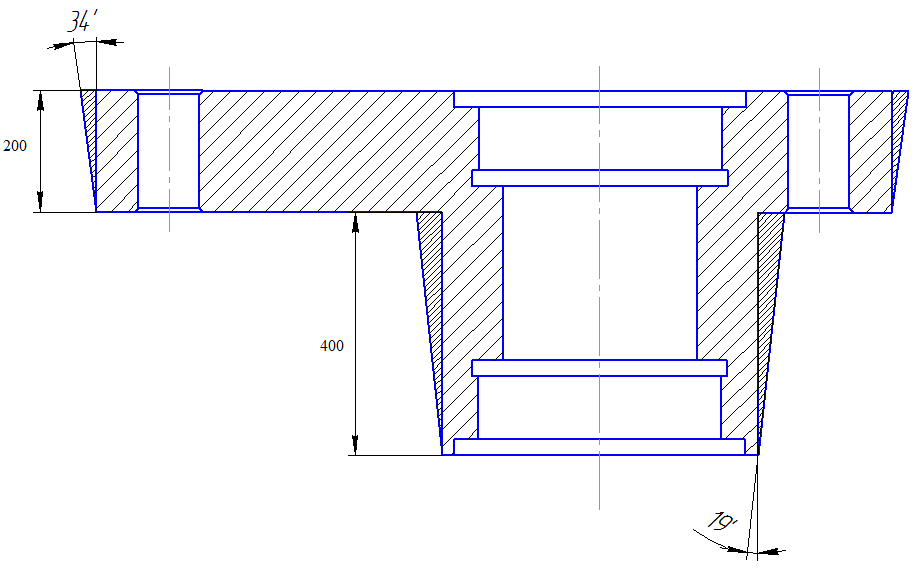
Эскиз формовочных уклонов
Конструкция и расчет литниковой системы
Литниковая система - это система каналов и элементов литейной формы, предназначенная для быстрого и плавного подвода расплавленного металла в полость формы, обеспечивая ее заполнение и питание отливки при затвердевании, задержание шлаков и других не металлических включений.
Литниковая система должна соответствовать следующим требованиям:
Заполнять форму металлом за определенное время.
Создать рациональный режим затвердевания и охлаждения отливки.
Иметь небольшую массу.
Занимать мало места в форме и обеспечивать удобство формовки.
Выбираем литниковую систему с боковым подводом металла.
Вычислим V отливки:
![]()
![]()
![]()
![]()
![]()
Определение массы отливки:
![]()
Определение массы отливки вместе литниковой системой:
![]()
Время заливки:
![]()
Определение поперечного сечения питателя:
У![]() словно
примем Hp=Hотл*1,1=688,6(мм)
словно
примем Hp=Hотл*1,1=688,6(мм)
Г![]()
![]() де
- плотность жидкого металла.
де
- плотность жидкого металла.
![]()
![]() - время заполнения
формы металлом.
- время заполнения
формы металлом.
![]()
![]() - коэффициент
расхода литниковой системы.
- коэффициент
расхода литниковой системы.
М- масса отливки вместе с литниковой системой. М=1418,651
g – ускорение свободного падения
П![]() оскольку
у нас два питателя, то поперечное сечение
каждого из них будет равно:
оскольку
у нас два питателя, то поперечное сечение
каждого из них будет равно:
Возьмём ближайшее
табличное значение
![]() =750(мм^2)
=750(мм^2)
Зная табличное значение Fпит, найдём размеры поперечного сечения питателя. Высота питателя h будет равна 20мм. Верхнее основание a будет равно 35мм и нижнее основание b будет равно 40мм.
Для расчёта поперечных сечений шлакоуловителя и стояка используем рекомендуемые соотношения:
-Поперечное сечение шлакоуловителя:
![]()
![]()
Ближайшее табличное значение Fшл=1650(мм^2). Зная его, найдём размеры поперечного сечения шлакоуловителя. Высота h будет равна 35 мм. Верхнее основание a будет равно 44мм и нижнее основание b будет равно 50мм.
-Поперечное сечение стояка:
![]()
![]()
![]()
Диаметр стояка:
Эскиз литниковой системы:
1. Литниковая чаша
2. Стояк
3 .
Питатель
.
Питатель
4.Шлакоуловитель

Библиография:
Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов/ Под общ.ред. А.М.Дальского. М.:Машиностроение,2003. 512 с.
Анурьев В.И.Справочник конструктора - машиностроителя: В 3-х т. т.1. М.: Машиностроение, 1982. 736 с.
Троицкий Г.И. Свойства чугуна. М.: Металлургиздат, 1941, 560 с.
4. ТКМ. Методические указания к выполнению курсовой работы по разделу «Литейное производство». Черменский В.И., Харчук М.Д. Екатеринбург УГТУ-УПИ 1993.