Техника безопасности при работе на метала режущих станках
1.До начала работы
1.1 Привести в порядок рабочую одежду , застегнуть или обхватить широй – резинкой общлага рукавов
1.2 Одеть плотно облегающий головной убор
1.3 Принять станок от сменика убедиться хорошо ли убран станок и рабочее место
1.4 Проверить и разложить в удобном для пользования порядке измерительные ,режущие инструменты
1.5 Проверить наличие ограждающих и предохранительных устройств для защиты от стружки осождающего масла и жидкостей
1.6 Проверить наличие и исправность зубчатых колес , приводных ремней , валиков проверить и обеспечить достаточную смазку станка пользоваться специальным прибором (масленки)
1.7 Отрегулировать местное освещение , так чтобы рабочая зона была освещена и свет не слепил в глаза . Пользоваться освещением станка выще 36 вольт запрещено.
1.8 На холостом ходу станка:
а) Проверить систему смазкой и охлаждением , убедиться что смазка и охлаждающая житкость проходит нормально
б) Проверить исправность органов станка убедиться что само произвольных включений с холостого хода не возможны
в) Проверить исправность электрокнопочных устройст
1.9 Проверить наличие и исправность подножной деревянной решотки
1.10 О всех неисправностях станка доложить мастеру работать на неисправном станке нельзя .
2. Во время работы
2.1 Выполнять только ту работу что поручена
2.2 При получении незнакомой работы обратиться с инструктажем к мастеру
2.3Применить режимы резанья указанные в технологической карте
2.4 Работать в перчатках и с забинтованными пальцами запрещено
2.5 Надежно и жестко закрепить обрабатываемую деталь в патроне захватывать её кулачками за возможные большую величину
2.6 Обрабатываемую поверхность детали располагать как можно ближе к опорному или зажимному приспособлению
2.7 После закрепления заготовки в патроне вытянуть торцевой ключ
2.8 При обработки детали в центрах
а) Проверить и смазать центровые отверстия
б) следить за тем что бы центр опирался всей кольцевой частью отверстия
следить за тем что бы центр не упирался в дно центрового отверстия детали
2.9 При обработки детали длина которой превыщает 12 ее диаметров применяется дополнительные опоры
2.10 При нарезании резьбы леркой (планкой) придерживать вороток суппортом , а не руками .
2.11Резец крепите так чтобы вылет его был минимальным и не превышал большее чем 1.5 раза высоту держалки резца
2.12Установить резец по центру обрабатываемой детали с помощью специальных прокладок
2.13 Крепить резец не меньше чем 2 болтами
2.14 Во избежание травм изо поломки инструмента необходимо соблюдать следующие правила
а) включить вращения шпинделя плавно подвести резец до детали и врезаться без удара затем включить механическую подачу
б) при окончании проточки остановить механическую подачу отвести резец на безопасное расстояние выключить вращение шпинделя
2.15 При возникновении вибрации остановить станок и принять меры к её устранению
а) проверить жесткость крепления детали и режущего инструмента
б) изменить режим резанья ( глубина , подача , скорость )
2.16 Отводить резец на безопасное расстояние при выполнении операции:
а) при сверлении центрования детали
б) при снятии и установки детали
в) при измерении
г) при чистке смазке латке станка
2.17 При обработки деталей из вязких деталей применяются резцы с наклодными стружка ломателями или стружка забив канавками
2.18 При обработке детали с хрупкими применяются защитные краны , индивидуальные щитки , очки
2.19 Измерять деталь во время вращения запрещено
2.20 При каждом включении станка убедиться что пуск станка не кому не угрожает
2.21 При отрезании детали не придерживать её рукой
2.22 Выключение станка:
а) При отходе от станка даже на короткое время
б) При временном прекращении работы
в) При прерыви подачи электроэнергии
г) При чистке смазке наладке станка
2.23 Если на металлических частях станка обнаружено напряжение , работает 2 фазы , провод оборван станок остановить и доложить мастеру
2.24 Слаживать детали на крышку передней бабки запрещено
2.25Не захламлять станок своевременно уберать стружку с рабочего места
2.26 При шлифовки опиловки зачистки:
а) отводить режущий инстумент на безопасное расстояние
б) При опиловки деталей напильника ручку держать в левой руку
2.27 Во время работы станка
а) быть внимательным не отвлекаться и не отвлекать других посторонними вещами
б) не брать и не передовать через рабочий станок предметы
в) не снимать ограждения и предохранительные устройства
г)не подтягивать болты и гайки
2.28 при ремонте станка на пусковых устройствах вывещуется табличка “не включать , ремонт ”
2.29 Не допускать не рабочем место лиц не имеющих отнощения к порученной работе
2.30 Не доверять работающий станок другому рабочему
2.31 Принимать гаечные ключи определенных размеров
2.32 Соблюдать правило личной гигиены
2.33 В случае ранения или недомогания обратиться к мастеру или медпункт
3 По окончанию работы
3.1 выключить станок и электродвигатель
3.2 Аккуратно сложить детали и заготовки
3.3 Убрать рабочее место
3.4 Убрать инструмент
3.5 Сдать станок и рабочее место
4.1 Собрать измерительный инструмент и очки
4.2 Принять рабочее место у работающих
4.3 Подмести и Протереть полы
4.4 Вылить грязную воду на улицу
4.5 Протереть умывальник сдать дежурство мастеру .
Токарные станки
К станкам токарной группы относятся:
1.Токарные станки
2.Токарно Винторезные
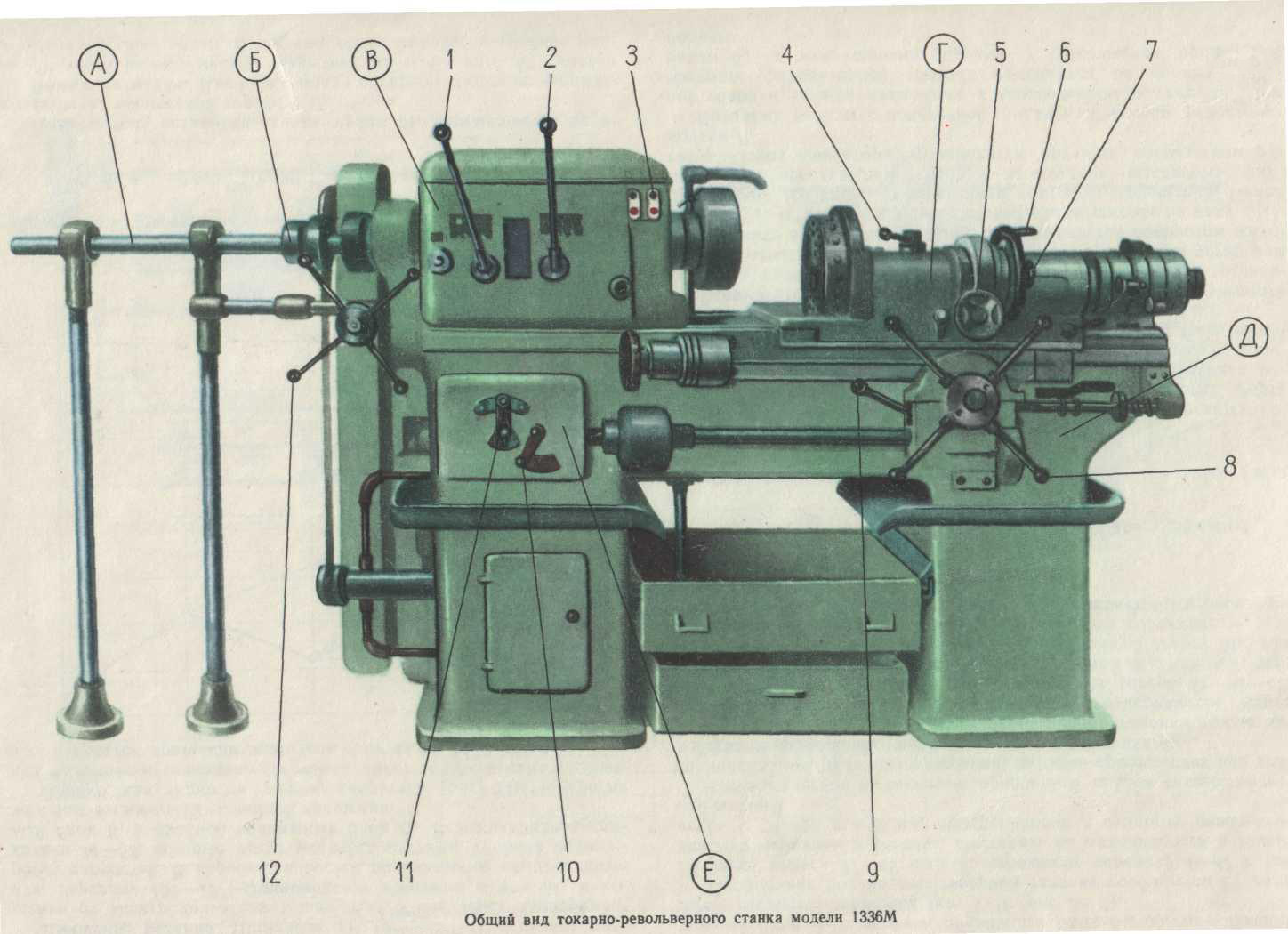
3.Токарно револьверный
4.Токарно карусельные

5.Лобо токарные

6.Различные токарные автоматические и полуавтоматические


На станках токарной группы обрабатываются детали имеющие форму вращения как наружную так и внутреннею . На них протачиваются цилиндрические , конические , фасонные поверхности .Сверлятся , растачиваются , разворачиваются отверстия , нарезаются всевозможные резьбы .
Отличие токарных станков
Токарный станок отличается от токарно-винторезного тем что на токарном станке нет ходового станка и на нем нельзя нарезать резьбу резцом .
Токарный отличается от токарно-револьверного , тем что на револьверном место задней бабки , находится револьверная головка .
Лоботокарные и токарно-карусельные применяются для обработки детали большого диметра но малой длины .
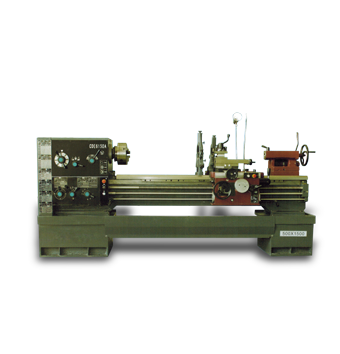
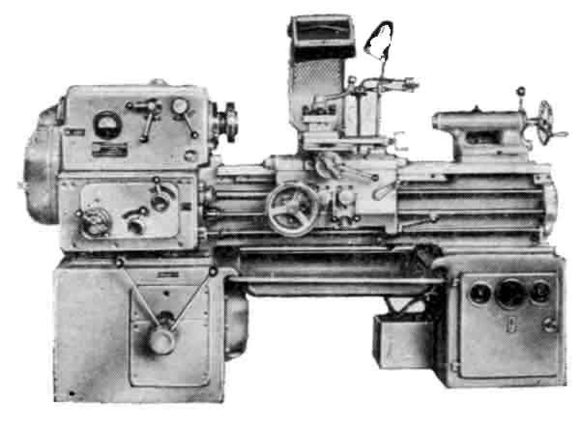
Токарно-винторезный станок
Станица на них крепятся все узлы и механизмы станка . На ней имеется 2 пары направляющих по 1 паре перемещаются суппортная группа по другой задняя бабка.
Передняя бабка служит для несении в себе шпинделя у большинства станков в передней бабки находится коробка скоростей
Шпиндель служит для предания вращательного движения заготовка
Задняя бабка служит для поддержания второго конца длинной детали , для сверления детали , для закрепления режущего инструмента для обработки длинных конических поверхностей путем поперечного смещения бабки
Коробка подач служит для измерения длины подачи
Коробка скоростей – служит для быстрого измерения скорости вращения шпинделя
Ходовой винт служит при нарезании резьбы резцом
Ходовой валик служит для перемещения суппортной группы при механическом точении
Реверсивный механизм служит для измерения направления движения суппорта при неизменном вращении шпинделя
Гитара со сменным шестеренками служит для изменений величины подачи путем смены шестеренок
Фартук на нем расположены рукоятки управления суппортом в ручную и механические. Преобразует вращательное движение ходового валика в поступательное движение суппортной группы
Суппортная группа служит для перемещения резца параллельно перпендикулярно и под углом к оси вращения шпинделя
Измерительные инструменты
Упругая металлическая линейка предназначена для измерения линейных размеров: точность измерения 1мм
![]()
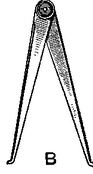
Кром циркуль применяется для грубого измерения наружных диаметров и толщин: Точность измерений 1мм

Внутромер для грубого измерения внутренних размеров ( канавок пазов ) точность измерения : 1мм
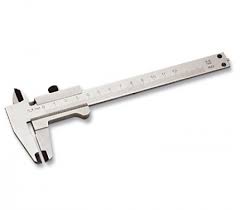
Штангенциркуль для точного измерения (наружних , внутренних размеров и глубины ) точность измерения : 0.1 мм
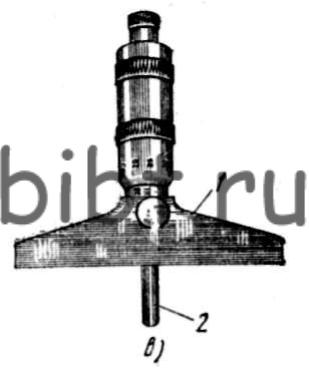
Микрометр применяется для точного измерения наружных диаметров и толщин точность измерения : 0.01

Штихмасс микрометрический или рычажной внутромер применяется для точного измерения внутренних размеров точность измерения : 0.01
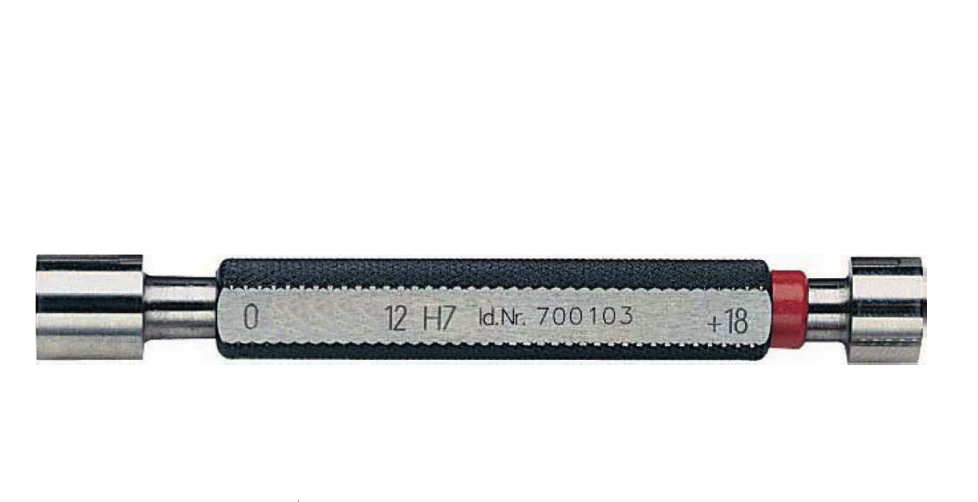
Калибры применяются для проверки деталей на точноть изготовлений. Калибром не измеряют , а проверяют калибр скоба . Применяется для проверки наружных диаметров на точность изготовления состоит из рукоятки широкого проходного цилиндра и узкого не проходного