

2.2. Анализ технологичности конструкции детали
В соответствии с ГОСТ 14.205-83 технологичность – это совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат труда (себестоимости) при производстве, эксплуатации и ремонте при заданных показателях качества, объеме выпуска и условиях выполнения работ.
Производственная технологичность конструкции детали – это степень ее соответствия требованиям наиболее производительного и экономичного изготовления. Чем меньше трудоемкость и себестоимость изготовления, тем более технологичной является конструкция детали. Существует также технологичность конструкции заготовки, оказывающее значительное влияние на себестоимость детали в целом.
Производственная технологичность проявляется в сокращении затрат и средств на техническое обслуживание и ремонт изделия.
Технологичной при качественной оценке следует считать такую геометрическую конфигурацию детали и отдельных ее элементов, при которой учтены возможности минимального расхода материала и использованы наиболее производительные и экономичные для определенного типа производства методы изготовления. В связи с этим следует проанализировать чертеж детали по следующим параметрам технологичности [3]:
• степени унификации геометрических элементов (диаметров, длин, резьб, модулей, радиусов перехода и т.п.) в конструкции;
• наличия удобных базирующих поверхностей, обеспечивающих возможность реализации принципов совмещения и постоянства баз;
• возможности свободного подвода и вывода режущего инструмента при обработке;
• удобства контроля точностных параметров детали;
• возможности уменьшения протяженности точных обрабатываемых поверхностей;
• соответствия формы дна отверстия форме конца стандартного инструмента для его обработки (сверла, зенкера, развертки, метчика и др.).
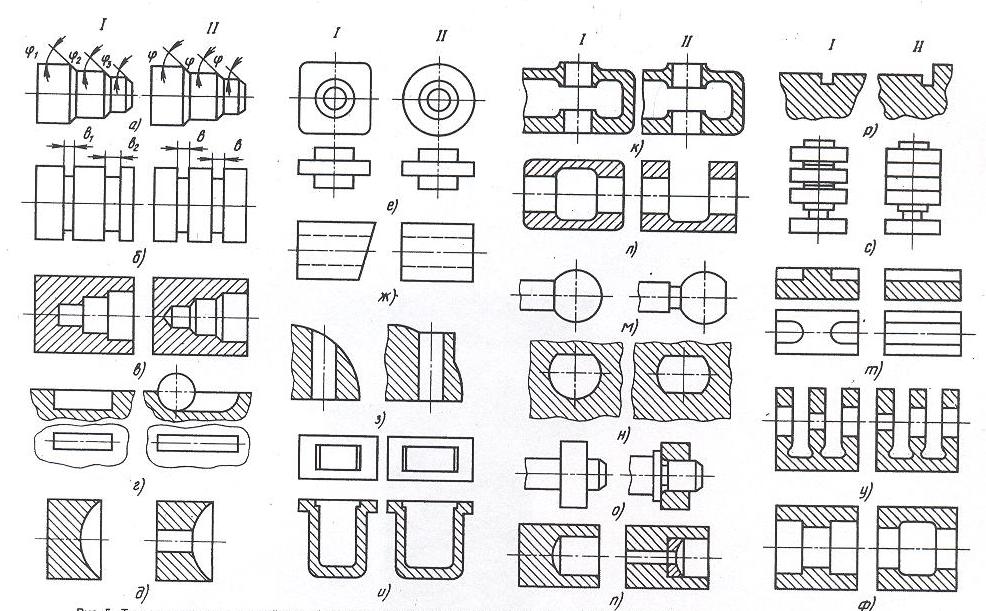
На рис. 2.3 показаны примеры обеспечения технологичности конструкции деталей при обработке на металлорежущих станках [6].
|
Рис. 2.3. Примеры технологичности деталей при обработке на станках: I – не технологичные; II – технологичные |
Кроме допусков на размеры сопрягаемых (посадочных) поверхностей рассматриваемого вала редуктора (рис. 2.2) необходимо назначить допуски формы и расположения по ГОСТ 2308–79. Например, отклонение от круглости и неперпендикулярность заплечиков поверхностей, спрягаемых с кольцами подшипников, в значительной степени влияют на работоспособность подшипников, поэтому необходимо назначить допуски формы (рис. 2.2). Отклонение от соосности поверхностей под кольцами подшипников приведет к появлению вибраций, что также негативно скажется на работоспособности узла. На рис. 2.2 допуск соосности и неперпендикулярности заменены на более технологичные для контроля допуски радиального и торцевого биений.
Численное значение допусков формы и расположения можно принимать по рекомендациям [2].
Качественная оценка технологичности изделия производится обобщенными показателями: «рекомендуется – не рекомендуется», «технологично – нетехнологично» и т.п. Качественная оценка, как правило, предшествуют количественной оценке технологичности, которая выполняется с использованием соответствующих коэффициентов [2].