

Лекции по Теории Производства Кабелей Наложение фторопластовой изоляции
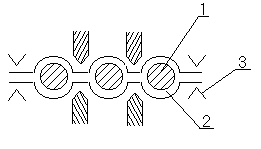
ТПЖ
Лента из фторопласта
Валки
Рис.1 Наложение фторопластовой изоляции
Лента нагревается до Т, выше Т фазового перехода. 40-Ш (40БЭ ПТР-20г/10мин)
Сополимер этилена и тетрафторэтилена Траб=160С. Стоек к ионизации и облучению. Поставляется в виде порошка.
1 стадия. Гранулирование
Диаметр шнека 80 мм, однозаходный с шагом нарезки равным диаметру, а компрессия 4.Температурный режим в зоне загрузки 130160 С, а в головке 200260С. Это близко к температуре разложения. Вязкость расплава составляет 105 107 Па*с поэтому за один проход монолитную гранулу получить нельзя, если масса составляет 0,30,5г, а плотность 2г/см3. Поэтому пропускают несколько раз.
2 стадия. Наложение изоляции
Шнек с диаметром 2540, длина 20D, h = шнека , а компрессия 22,5
Температурный режим такой же, но предъявляются строгие требования к колебаниям температуры 12 С. ПТР = 2г/10мин – показатель текучести расплава. Инструменты должны иметь плавные переходы. Матрица двух конусная с плавными переходом. Угол рабочего конуса 2530, у дона на 510 меньше. Длина рабочего конуса больше чем у ПВХ и ПЭ. Расстояние между дорном и матрицей устанавливается для каждого сечения и из статистическим способом. Оценку ведут по коэффициенту электрической прочности.
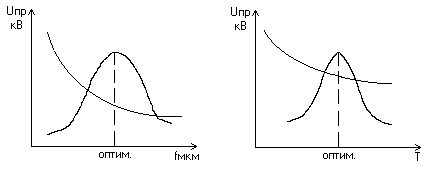 Рис.2
Выбор оптимального растояния между
дорном и матрицей и оптимальной
температуры.
Рис.2
Выбор оптимального растояния между
дорном и матрицей и оптимальной
температуры.
Жилы должны быть обязательно подогреты до Т = 190 – 200 С. Для переработки фторопластов нельзя использовать экструдеры выполненные из стали, т.к. железо является катализатором разложения фторопласта.
HUMO – 28 ( никелемолибденовый 28% / 68% )
Жилы можно нагреть индуктивным способом, а если накладывать оболочку – инфракрасным облучением.
Охлаждение изоляции происходит в Н2О если из < 0,8мм или охлаждение воздушное если из > 0,8мм.
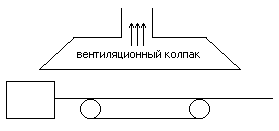
Рис.3 Охлаждение изооляции
Эти агрегаты устанавливаются в отдельных помещениях, Кратность обмена воздуха не меньше 6.
Ф-4МБ – фторированный этилен пропилен.
Высокая вязкость расплава 104 - 106 Па*с.
Сложности при наложении.
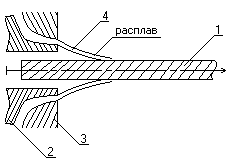
Заготовка
Дорн
Матрица
Конусная часть
Рис.4 Наложение изоляции из расплава
Можно получить толщину слоя меньше 0,1мм. Температура переработки 200 220 С, а в головке 350 400 С. Требуется стабильность температурного режима.
 где,
где,
В – вытяжка
Sиз – сечение изоляции
Sт – сечение трубки
Длина конуса зависит от сечения и толщены изоляции.
- коэффициент равномерности вытяжки.
![]()
0,9 > не происходит плотного прилегания.
1,2 > нестабильность размеров.
т = 1,3 2,6мм
т < 1,3 – излом изоляции.
т > 2,6 – нестабильность размеров. (т – толщина трубки)
Ф – 4D в виде порошка.
Накладывается: 1. Из суспензии (водной)
2. На непрерывных прессах
Может быть использован, если ТПЖ однопроволочная. Диаметр частицы 0,3 мк, концентрация порошка 28%. Накладывается методом окунания с последующей запечкой. Толщина небольшая 0,1 0,7мм
за несколько проходов.
На прессах.
Просев порошка (для разрыхления)
Смешение с замасливателем
Выдержка пасты
Изготовление брикетов
Наложение изоляции
Удаление замасливателя
Запечка
Изготавливается брикетами в виде колец.
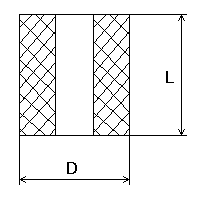
L=10D
D – зависит от диаметра цилиндрического пресса.
Брикеты делают в прессе с давлением Р=3.5Мпа
Затем их хранят в закрытой таре.
Рис.5 Брикет для изолирования.
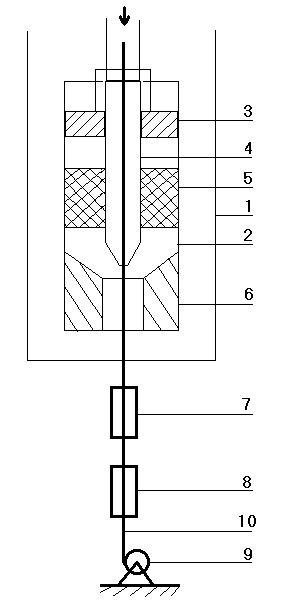
Корпус пресса
Рабочий цилиндр
Шток создающий давление
Дорнодержатель с дорном
Таблетка
Матрица
Печь для удаления замасливателя
Печь для запечки
Приемник
Изолированная ТПЖ
Подогревают только матрицу до 90С, чтобы получить гладкую поверхность.
Длина матрицы 1012 толщины изоляции.
Рис.6 Пресс для наложения изоляции
После наложения изоляции жила поступает в печь для удаления замасливателя. Температура 150200С. Длина печи 23м, после печи замасливателя должно остаться не более 0.9%.
Печь для запечки изоляции с температурой выше температуры фазового перехода фторопласта 350370С. От длины печи зависит линейная скорость, при длине 6 м скорость 520 м/мин, в зависимости от толщины. Медная проволока жил должна быть защищена от окисления, серебро, никель, хром, сталь нержавеющая. Мах толщина изоляции 1 мм, в противном случае возникает вероятность образования пустот в изоляции.
Фторопласт при приложении давления деформируется.
Способы устранения хладотекучести:
Облучение частицами высокой энергии или лучами.
Изоляцию делают комбинированную, т.е. чередование слоев (ленты фторопласта, стекловолокно пропитанное суспензией с последующей запечкой.)
Использование двух или трехслойных лент
Ф-ПИ (фторопласт поли имид )
Ф-ПИ-Ф (фторопласт поли имид фторопласт )
Использование резин на основе фтор каучуков.