

122. Компоновка станков. Структурный анализ базовых компоновок.
Компоновка станка — это система расположения узлов и направляющих станка, характеризующаяся структурой, пропорциями и свойствами.
Технологическая схема построения станка, в которой в соответствии с технологической задачей определяют состав рабочих и установочных движений, число необходимых шпинделей, схему обработки, число различных по назначению позиций и размеры, называется технологической компоновкой.
Компоновку, раскрывающую состав и порядок сочетания координатных движений в станке, называют координатной.
Компоновка, определяющая тип станка по разновидностям базовых узлов и другим признакам, называется базовой.
Компоновка, уточняющая конструктивное исполнение и некоторые другие особенности станка, называется конструкционной.
Обработка заготовок на металлорежущих станках основана на относительном перемещении заготовки и режущего инструмента. Любая траектория движения может быть составлена из шести элементарных движений — трех поступательных вдоль ортогональных осей координат и трех вращательных относительно тех же осей.
Схемы сочетаний элементарных движений при резании классифицируют по следующим группам: одно прямолинейное движение (протягивание); два прямолинейных движения (разрезание ленточными силами); одно вращательное движение (протягивание круговых сегментов); одно вращательное и одно прямолинейное движение (точение, сверление, фрезерование); два вращательных движения (фрезерование тел вращения); два прямолинейных и одно вращательное движение (затылование червячных фрез); два вращательных и одно прямолинейное движение (зубофрезерование червячными фрезами); три вращательных движения (нарезание конических зубчатых колес с дуговыми зубьями резцовыми головками).
Бывают сочетания и более чем трех элементарных движений.
В каждой из перечисленных групп схемы движений различают по взаимному направлению движений, распределению движений между инструментом и заготовкой, а также соотношению скоростей. Поступательное движение может быть параллельным, перпендикулярным или направленным под углом к оси вращательного движения, причем линия движения вершины инструмента может пересекаться или не пересекаться с этой осью.
Характер движения формообразования допускает различные варианты распределения элементарных составляющих движения между заготовкой и инструментом: вращательное движение выполняет заготовка, а поступательное — инструмент (токарный станок); вращательное движение выполняет инструмент, а поступательное - заготовка (алмазно-расточной станок); оба движения выполняет заготовка (токарные автоматы продольного точения); оба движения выполняет инструмент (расточный станок с выдвижным шпинделем).
Компоновка металлорежущего станка обеспечивает выполнение всех элементарных движений формообразования и предусматривает возможность осуществления ряда дополнительных движений: врезания, установочных, дублирующих, деления, вспомогательных и др.
Компоновка металлорежущего станка имеет блочную структуру и состоит из одного стационарного и нескольких подвижных блоков, разделенных линейными или круговыми направляющими. Каждый подвижный блок выполняет определенное координатное движение. Число направляющих равно числу элементарных движений, предусмотренных кинематической структурой станка, или меньше его.
Станок, будучи составной частью замкнутой технологической системы, является системой разомкнутой. Блоки, несущие заготовку и инструмент, в компоновке станка всегда являются крайними. Эти блоки осуществляют относительное движение заготовки и инструмента, соответствующее принятому способу формообразования.
Структурная формула компоновки — это определенная последовательность символов, обозначающих блоки компоновки, раскрывающая координатную принадлежность и способ сопряжения блоков. В структурных формулах используют систему обозначения осей координат и координатных движений, предназначенную для металлорежущих станков с программным управлением.
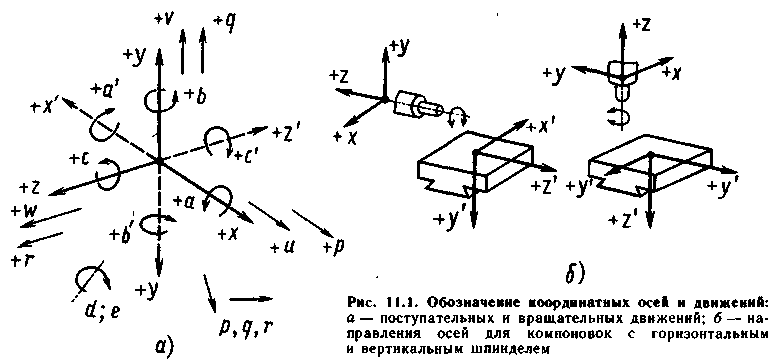
Координаты X и Y независимо от расположения оси шпинделя обозначают наиболее распространенную плоскостную обработку заготовки. За положительное направление оси Z принимают направление от заготовки к инструменту. Ось X — всегда горизонтальная. Если ось Z вертикальная, то положительное направление оси будет вправо, если смотреть с лицевой стороны станка в сторону тыльной. Если ось Z горизонтальная, то положительное направление оси X будет вправо, если смотреть в направлении от шпинделя к заготовке. Положение оси Y определяется по расположению двух других осей. Поступательные движения инструмента вдоль осей координат обозначают так же, как и соответствующие оси. На рис. 11.1 показано направление осей для двух компоновок. Дополнительные движения, параллельные осям X, Y, Z, обозначают соответственно и, v, w. Вращательные движения вокруг осей обозначают соответственно буквами а, в, с. Вращение шпинделя обозначают буквой С. Для вертикального исполнения шпинделя Cv, для горизонтального С*. Стационарный блок обозначают О.
На рис. 11.2 показаны широко распространенные компоновки металлорежущих станков. Компоновке вертикального консольно-фрезерного станка (рис. 11.2, а) отвечает структурная формула XYZOCV в которую входят обозначения последовательно-сопряженных блоков: стола X, салазок У, консоли Z, станины О и вертикального шпинделя Cv. В формуле COZXbwd компоновки токарного стачка (рис. 11.2,6) строчными буквами обозначены установочные блоки: поворотные салазки суппорта и поворотная резцедержавка.
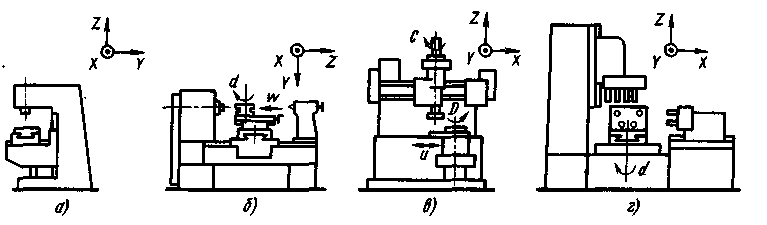
Рис. 11.2. Компоновка станков.