

106. Типы и разновидности транспортно-накопительных систем, используемых в гап: область испоьзования.
В ГАП внутрицехового транспорта производится главным образом благодаря широкому внедрению поточных и автоматических линий, допускающих их переналадку, различных конвейерных. В этих цехах находят широкое применение подвесные толкающие, легкие и с двухшарнирной цепью конвейеры, сборочные конвейеры, монорельсовые системы со стыкующимися кран-балками, многоопорные "подвесные кран-балки и другие машины.
Для внутрицехового и межцехового транспорта штучных грузов на предприятиях массового и крупносерийного производства весьма перспективными являются подвесные толкающие конвейеры с автоматическим адресованием грузов. Применение их позволяет значительно сократить количество вспомогательных рабочих за счет автоматизации распределения грузов по рабочим местам и складам.
Большое место в комплексной механизации погрузочно-разгрузочных работ и складирования грузов занимают автопогрузчики, залогом к организации полностью автоматизированного производства, которое требует осуществления жесткого ритма работы и бесперебойной работы всех звеньев потока. Нарушение нормальной работы одного элемента автоматической линии приводит к остановке всей линии и снижению ее производительности. Поэтому оборудование и аппаратура, применяемые в автоматических линиях, должны обладать повышенной надежностью; весь поток должен разбиваться на несколько самостоятельных участков с установкой между участками бункеров-запасников, позволяющих обеспечить нормальную работу линии на время ликвидации повреждения на одном из участков.
Способ транспортирования в поточном производстве зависит от вида производства, размеров, конфигурации изделий и полуфабрикатов и от вида технологического процесса. В некоторых случаях транспортирование может быть непрерывным и ритм производства определяется скоростью транспортирования (текстильное производство, химические процессы и т. п.).
Для создания автоматически действующих линий станков необходимо автоматизировать весь процесс обработки и перемещения деталей от станка к станку и создать согласованную работу всех звеньев линии. При решении этой задачи основная роль отводится транспортирующим устройствам, которые в общем случае состоят из загружающих, разгружающих, транспортирующих и ориентирующих механизмов.
В современном машиностроительном производстве для сокращения продолжительности технологических и транспортных операций используется их совмещение. В результате получают все большее применение такие транспортно-технологические машины, как сборочные и литейные конвейеры, заливочные площадки и т. п. В этих условиях значительно возрастает роль подъемно-транспортного оборудования, как оборудования основного производства.
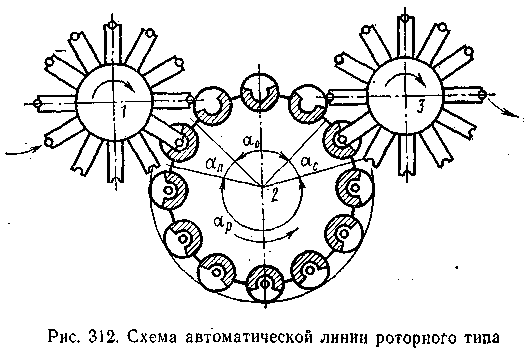
Примером современной транспортно-технологической машины являются автоматические роторные линии. Изделия с транспортного питающего ротора (рис. 312) подаются в сектор питания ап на рабочем роторе 2 и подвергаются контролю положения заготовок перед обработкой. В рабочем секторе ар производится технологическая операция над деталями. В секторе ас обработанные детали выдаются из рабочего ротора в транспортный приемный ротор 3 и передаются на следующий транспортный или рабочий ротор. В секторе а0 рабочего ротора 2, в котором нет изделий, производятся контроль состояния инструмента, съем и замена его новым и контроль положения инструмента после замены.
Роторные линии позволяют осуществить комплексную автоматизацию производства, состоящего из различных технологических операций при обеспечении высокой производительности. Роторная машина представляет собой группу рабочих орудий, совершающих непрерывное транспортное движение вместе с предметами обработки и выполняющих все необходимые технологические движения в процессе транспортного движения.
Основное свойство машин этого класса состоит в том, что их производительность не зависит от продолжительности технологических операций. Операция может выполняться в течение нескольких шагов, промежуток же времени, через который роторная машина выдает очередное изделие, т. е. темп машины, определяется временем перемещения ротора на величину шага между инструментами. Роторные машины позволяют всегда иметь одинаковую производительность на всех операционных машинах, предназначенных для объединения в общую линию.