

76. Назначение и основные типы направляющих
Направляющие станков должны обеспечивать правильность траектории движения рабочего органа станка, несущего инструмент или обрабатываемую деталь. Если направляющие используют для перестановки, то они должны обеспечивать правильное положение узла в любой заданной позиции.
К направляющим станков предъявляют следующие основные требования:
1) первоначальная точность изготовления по условиям плоскости граней и их взаимной параллельности, небольшая шероховатость и однородность поверхностей рабочих граней направляющих;
2) долговечность направляющих, которая характеризует их способность сохранять в течение заданного срока времени первоначальную точность;
3) малая величина и постоянство сил трения на направляющих; «с увеличением сил трения, и особенно при случайном изменении -их величины, возрастают погрешности позиционирования;
4) жесткость направляющих, характеризуемая величиной контактных перемещений на рабочих гранях направляющих под действием внешних нагрузок и являющаяся составной частью •общей жесткости несущей системы станка;
5) высокие демпфирующие свойства.
В станках получили применение направляющие с различным характером трения — направляющие смешанного трения, направляющие жидкостного трения, аэростатические направляющие и направляющие качения.
Каждый из перечисленных типов направляющих обладает определенными достоинствами и недостатками, совокупность которых предопределяет целесообразную область их использования.
Направляющие смешанного трения характеризуются высоким и непостоянным по величине трением. Существенную разницу для этих направляющих, составляет рубежное значение силы трения покоя (силы трогания) по сравнению с трением движения, которое, в свою очередь, сильно зависит от скорости скольжения.
Значительное трение в направляющих смешанного трения вызывает износ и снижение долговечности направляющих этого типа. Главные достоинства направляющих смешанного трения -высокая контактная жесткость и хорошие демпфирующие свойства. Кроме того, эти направляющие обеспечивают надежную фиксацию подвижного узла станка после его перемещения в заданную позицию.
Наиболее целесообразная область применения направляющих смешанного трения — прецизионные станки с малыми нагрузкам и соответственно малым износом рабочих граней направляющих,а также направляющие для редких установочных перемещений
Направляющие жидкостного трения осуществляются в станках главным образом в виде гидростатических направляющих, так как для создания гидродинамических давлений скорости движения, как правило, недостаточны. Чисто вязкое трение в гидростатических направляющих полностью устраняет потерю устойчивости и возможность скачкообразного движения при малых скоростях. Кроме того, направляющие жидкостного трения обеспечивают исключительно высокую чувствительность при позиционировании и отработке малых перемещений.
В направляющих жидкостного трения отсутствует износ, долговечность их практически неограничена. Достоинством гидростатических направляющих является также высокое демпфирование, что обеспечивает высокое качество поверхности при окончательной обработке деталей.
Недостатки направляющих жидкостного трения связаны с необходимостью сложной системы циркуляции, сбора и тщательно очистки смазочной жидкости, а также с трудностями фиксации узла станка после его перестановки в заданную позицию. Жесткость направляющих жидкостного трения несколько ниже жесткости направляющих других типов.
Наиболее целесообразная область применения направляющих жидкостного трения — станки с высокими требованиями к точности и шероховатости поверхностей обрабатываемых деталей
Аэростатические направляющие по сравнению с направляющими жидкостного трения имеют значительно меньшее трение при движении, а при прекращении подачи воздуха обеспечивается надежная фиксация подвижного узла. Кроме того, при аэростатических направляющих нет необходимости в циркуляционной системе подачи воздуха.
К недостаткам аэростатических направляющих следует отнести их склонность к автоколебаниям, небольшую грузоподъемность и не столь высокую надежность, как у других типов направляющих. Область применения аэростатических направляющих - точное позиционирование слабо нагруженных узлов станка и pas личные вспомогательные перемещения, а также движение с особо высокими скоростями.
Направляющие качения обладают малым трением и износом и, при условии надежной защиты от загрязнений, обеспечивают достаточно высокую долговечность, высокую контактную жесткость, особенно роликовые направляющие, при правильно выбранной величине предварительного натяга. К недостаткам направляющих качения относятся сравнительно большая дисперсия силы трения из-за случайных погрешностей сопрягаемых поверхностей и трудности фиксации подвижного узла.
Направляющие качения используют в прецизионных станках при невысоких требованиях к точности движения, при значительных нагрузках и больших скоростях, наконец, во всех тех случаях, когда сложно создание циркуляционной системы смазки.
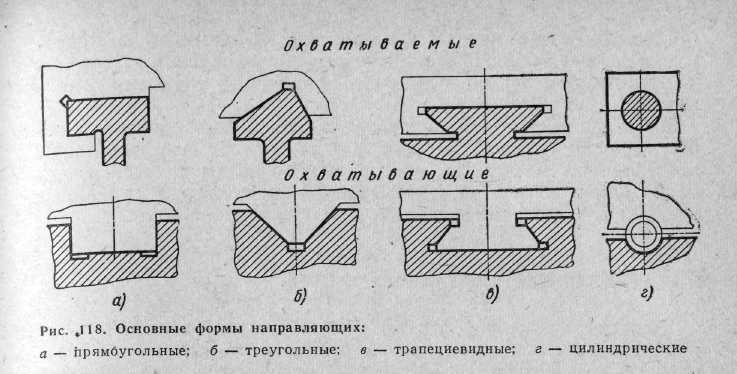
Формы направляющих прямолинейного движения в станках следующие: прямоугольные (плоские), треугольные (призматические), трапециевидные (ласточкин хвост) и цилиндрические. Каждую из этих форм можно применять в виде охватывающих и охватываемых направляющих (рис, 118). Кроме того, часто используют сочетание направляющих различной формы, когда одна из направляющих выполнена прямоугольной, а другая треугольной или в виде половины трапециевидной формы.
Прямоугольные направляющие отличаются технологичностью изготовления и простотой контроля геометрической точности. В последнее время в станках с ЧПУ они находят все большее распространение, так как отличаются простотой и надежностью регулировки зазоров. В охватываемом варианте исполнения эти направляющие, как и все другие формы, плохо удерживают смазку, а в охватывающем варианте хорошо удерживают смазку, но нуждаются в надежной защите от загрязнений.
Треугольные направляющие обладают свойством автоматического выбора зазоров под действием собственного веса узла. Угловое расположение рабочих граней направляющих усложняет их изготовление и контроль. Трапециевидные направляющие отличаются компактностью конструкции, но сложны в изготовлении и контроле. Устройства для регулирования зазора относительно просты, но не обеспечивают высокой точности сопряжений.
Цилиндрические направляющие в охватываемом варианте не обеспечивают большой жесткости из-за прогиба скалок (штанг) закрепленных на концах; их применяют преимущественно при малой длине хода. При охватывающем варианте у этих направляющих сложно изготовить полукруглые пазы.