

Дефекты точечной сварки.
Основными дефектами являются непровары, выплески, несплошности зоны сварки (трещины, раковины), снижение коррозионной стойкости соединений, неблагоприятные изменения структуры.
Непровар – наиболее опасный и трудно выявляемый дефект.
- отсутствие провара
- недостаточный размер ядра - недостаточное проплавление в зоне стыка - отсутствие взаимного расплавления. Причины – несоблюдение режимов сварки (малый ток, минимальное время, большое усилие, большая площадь контакта электрода), конструктивные недостатки (большие зазоры, некачественная поверхность).
Выплеск – выброс расплавленного металла из зоны сварки. - наружный (контакт электрод – деталь)
- внутренний (контакт деталь – деталь).
Несплошности зоны сварки – трещины (характерны для металлов закалочной структуры), раковины (недостаточное усилие или следствие выплесков)
Снижение коррозионной стойкости: налипание металла электрода на пов-ть точки; при сварке материалов с коррозионостойким покрытием – нарушение целостности покрытия.
Пережог и прожог — большой и глубокой вмятине, сильно окисленной поверхности точки или шва, иногда с губчатым строением. При пережоге, как правило, появляется большая зона цветов побежалости на поверхности детали. Иногда точка или участок шва как бы прорезаны по границе сварки. В точке может образоваться сквозное отверстие (свищ) и произойти наружный выплеск. При прожоге в детали под электродом получается отверстие, диаметр которого равен или даже несколько больше диаметра рабочей поверхности электрода или ширины рабочей части ролика. При этом металл детали наплавляется на электрод. В этом случае электрод необходимо зачистить или сменить. Причины: чрезмерно большой сварочный ток и излишнее время его протекания, малое усилие сжатия между электродами и недостаточная величина их рабочей поверхности, малая скорость перемещения изделия при шовной сварке, загрязнения поверхностей свариваемых деталей и электродов, точка или шов расположены слишком близко к кромкам деталей, когда детали неправильно собраны в углах и при больших зазорах в отбортовке.
Конструктивные элементы соединения при точечной сварке.
Основным
конструктивным элементом, обеспечивающим
прочность св. соединения является
диаметр ядра (при точечной), ширина литой
зоны (при шовной).
С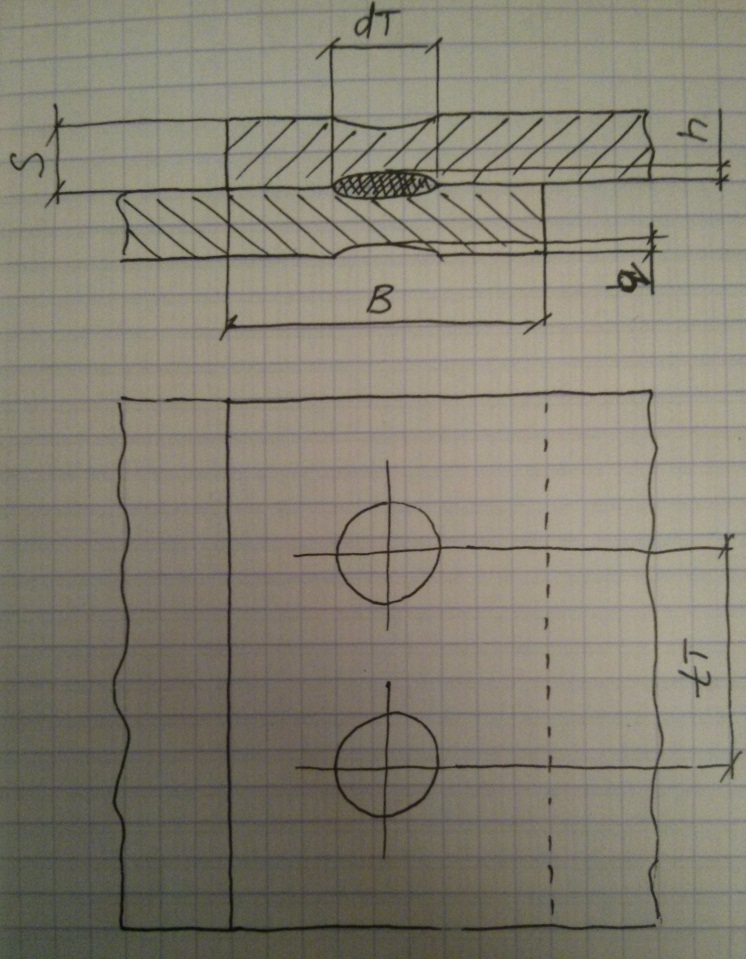 в.
соед. Характеризуется следующими
геометрическими параметрами:
S
- толщина детали;
в.
соед. Характеризуется следующими
геометрическими параметрами:
S
- толщина детали;
dТ – диаметр ядра;
h – величина проплавления листа;
q – глубина вмятины;
B – ширина нахлестки;
tТ – шаг точек.
Циклограммы процесса точечной сварки.
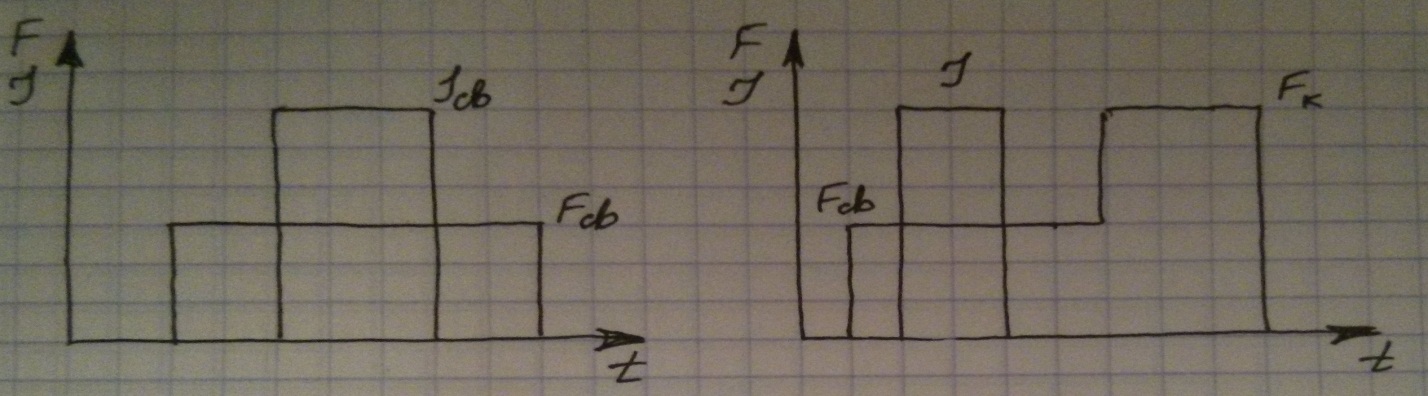
А) Pсв=const Б) Pсв=const + ковочное усилие
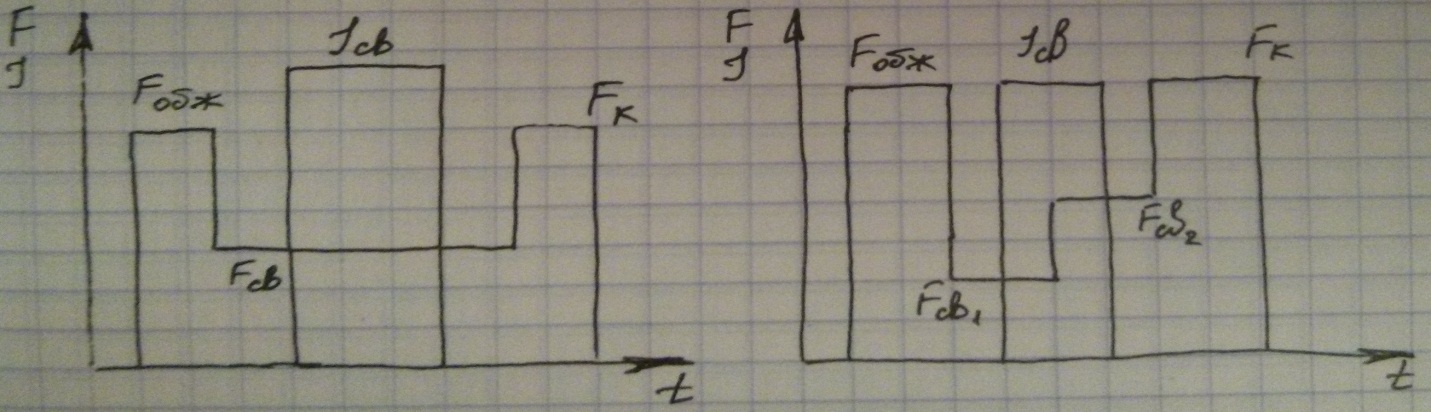
В) предворит. обжатие + ков. усил. Г) ступ. увелич. св. усил с обж. ков. усил.
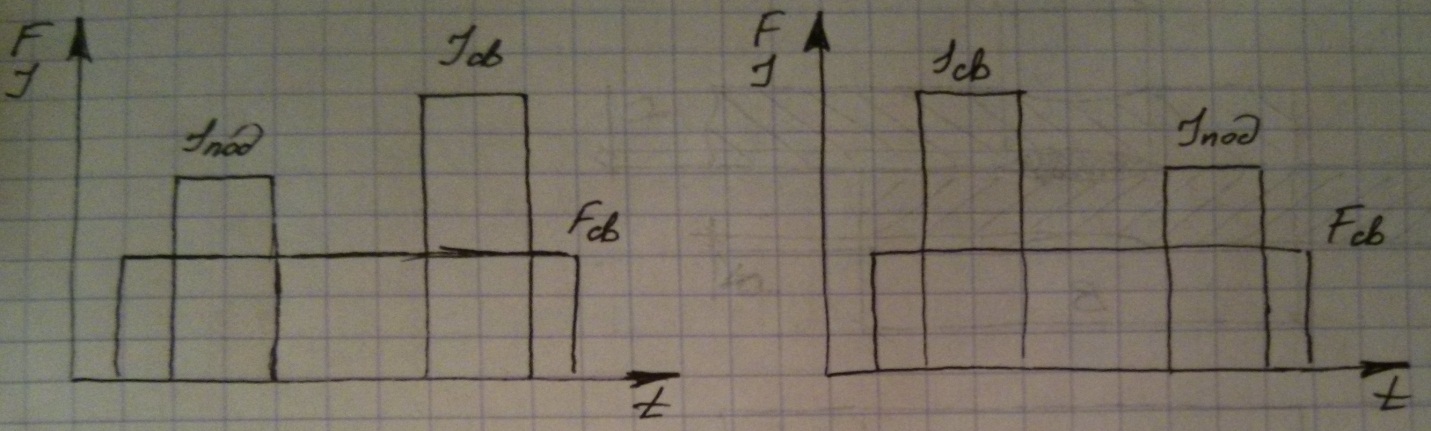
Д) с предворит.
подогревом. Е) с послед.
подогревом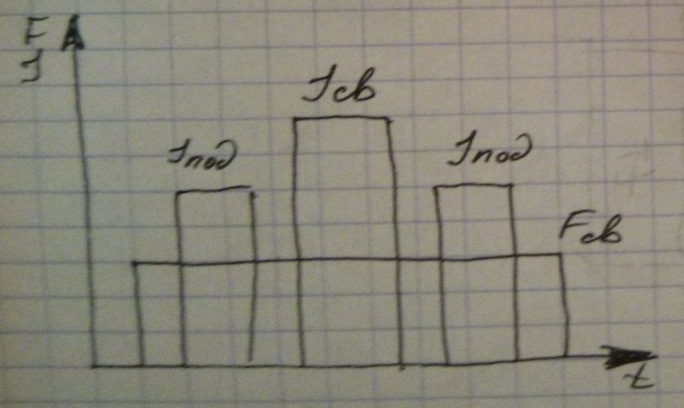
Ж) с преворит. и послед. подогревом.
Чаще всего для точечной сварки применяют циклограмму (А). Для толстых деталей и для металлов, склонным к горячим трещинам, применяют циклограмму (Б). Для устранения зазоров и предотвращения выплесков, а так же для деталей, на кот. нанесено предварительно жидкое покрытие – циклограмма (в). Циклограмму (Г) применяют для сварки деталей толщиной более 4 мм. Циклограмму (Д) – для устранения сборочных зазоров и предупреждения внутренних выплесков. Циклограмма (Е) – уменьшение склонности к гор. трещинам и доп. ТО. В особо трудных случаях применяют циклограмму (Ж).