

ВСТУП
Для сучасного промислового виробництва характерно широке впровадження автоматизованого електроприводу - основи механізації та комплексної автоматизації технологічних процесів. Удосконалення систем автоматизованого електроприводу з використанням новітніх досягнень науки і техніки є одним з неодмінних умов при вирішенні завдань всебічного підвищення ефективності промислового виробництва, прискорення зростання продуктивності праці і поліпшення якості продукції, що випускається .
Електропривод являє собою електромеханічну систему, перетворюючу електричну енергію в механічну. За допомогою цієї системи приводяться в рух робочі органи технологічних (виробничих) машин і здійснюється управління перетвореної енергією.
Сучасні електроприводи металорізальних верстатів є основною ланкою автоматизованих систем управління технологічним процесом. Механічна енергія, необхідна для створення відносного переміщення інструмента і заготовки, в основному надходить від електричного двигуна - силової частини електроприводу. Задаючі та інформаційні системи в технологічному процесі проходять через інформаційну частину системи керування електроприводом.
1.1 Характеристика виробництва та його технологічна спрямованість
ТОВ «ІНКОМ-ВП» - товариство з обмеженою відповідальністю в основі діяльності якого лежить будівництво споруд електропостачання та телекомунікацій.
Монтажна організація ТОВ «ІНКОМ-ВП» займається такими видами робіт:
Будівництво споруд електропостачання та телекомунікацій;
Будівництво інших споруд;
Електромонтажні роботи;
Інші будівельно-монтажні роботи;
Механічний цех виготовляє виготовляє різні інструменти та заготівки для монтажних бригад. Цей цех має обслуговуючий персонал, який займається організаційними заходами та планово-попереджувальними ремонтами, наладкою кожного обладнання у цьому цеху чи ліквідацією аварійних несправностей. Сам цех обладнаний: шліфувальними, токарними, універсально заточувальними, фрезерними верстатами для обробки матеріалів, вентиляторами, зварювальними апаратами, теліжкою та кран-балками; також на території механічного цеху знаходиться інвентарний склад. У механічному цеху виготовляють різні інструменті та заготівки для монтажних бригад. Електроприймачі цеху не пов'язані між собою технологічним процесом , їх робота відбувається незалежно один від одного і зупинка одного або декількох з них не викликає зупинки інших електроприймачів
Цех поділений на дільниці, універсально заточувальний верстат перебуває в шліфувально-заточній дільниці. Шліфувально-заточна дільниця займається шліфуванням та заточкою деталей.
1.2 Призначення, устрій і робота агрегату, що проектується та його роль у роботі підприємства.
Універсальний заточувальний верстат 3Е642Е призначений для заточування основних видів різального інструменту: різців, фрез, зенкерів і т. д. з інструментальної сталі, твердого сплаву, металокераміки абразивними, алмазними і ельборовими колами.
Заточувальний верстат це допоміжний верстат. Різці, фрези та інше підносять до нього в спеціальних контейнера для інструменту що зносився. Після надходження подібного інструменту на верстат він обробляє інструменти з допомогою шліфувального кола і шліфувальної бабки і інших пристосувань. Коли інструмент нарешті готовий працівник, який працює на верстаті, кладе його в спеціальний контейнер. Після заповнення контейнеру його відносять до інвентарного складу.
Заточення багатолезового інструменту на верстаті може здійснюватися двома методами: з подачею на оборот виробу і з подачею на кожному зубі до жорсткого упору.
Заточення з подачею на оборот виробу проводиться зніманням частини припуску послідовно з кожного зуба. Після обороту виробу знову здійснюється подача кола і повторюється цикл.
Таким методом можна заточувати багатолезовий інструмент як вручну , так і в автоматичному циклі.
Заточення з подачею на кожному зубі до жорсткого упору проводиться зніманням припуску з одного зуба інструменту, і положення ріжучої частини шліфувального круга фіксується жорстким упором. Потім коло відводять, проводять поділ і повторюють операцію на кожному зубі.
Верстат виконаний з поздовжнім переміщенням столу (від гідроциліндра і вручну) по нерухомому підставі, поперечним (ручним) і вертикальним (механізованим і ручним) переміщеннями бабки шліфувальної. Механізми верстата змонтовані всередині і на верхній площині станини і каретки з колоною. Поруч з верстатом встановлені гідростанція, агрегат охлавженія, привід частотний. Верстат зображений на малюнку Рис.1.2.1, Специфікація складових частин представлена у Таблиці 1.2.1.
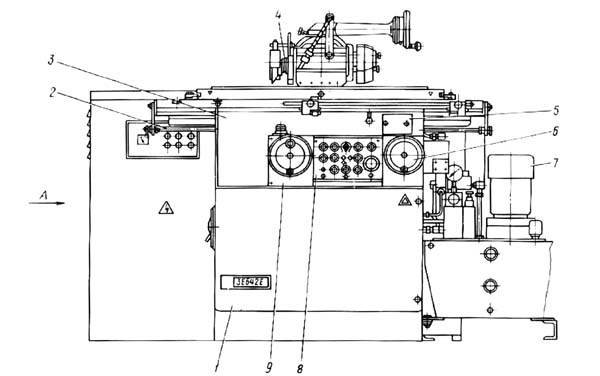

Рис.1.2.1 Розташування складових частин заточного верстата 3Е642Е
Таблиця 1.2.1 - Специфікація складових частин заточного верстата 3Е642
№ ПП |
Найменування |
1 |
Станина верстата |
2 |
Гідроциліндр подачі столу |
3 |
Основа робочого столу |
4 |
Головка шліфувальна |
5 |
Механізм реверсу столу |
6 |
Механізм ручного переміщення столу |
7 |
Гідрокоммунікацій |
8 |
Пульт управління основною |
9 |
Панель управління |
10 |
Пульт управління лівий |
11 |
Охолодження |
12 |
Корпус пульта |
13 |
Каретка з колоною |
14 |
Електрообладнання. Розташування на верстаті |
15 |
Механізм підйому столу |
16 |
Бабка шліфувальна |
17 |
Комплект кожухів |
18 |
Комплект оправок |
19 |
Стіл робочий |
20 |
Механізм тонкої подачі |
21 |
Механізм поперечної подачі |
22 |
Електрообладнання. Розташування на панелі |
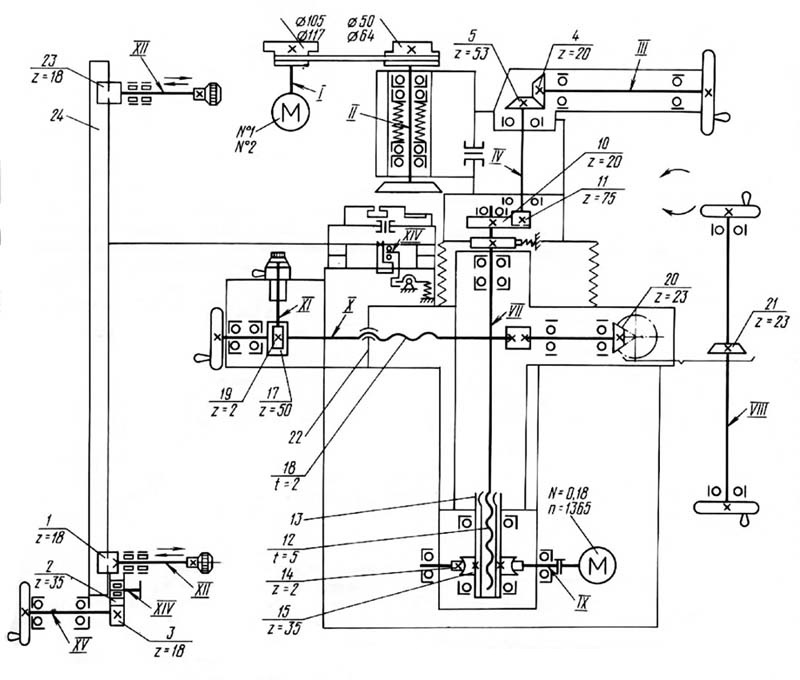
Рис. 1.2.2. Кінематична схема
Таблиця 1.2.2 – Перелік елементів до кінематичної схеми
Назва |
Позиція |
Число зубів зубчастих коліс, заходження черевиків, ходових гвинтів |
Модуль або хід гвинтової лінії для ходових гвинтів, крок ланцюга, мм |
Напрямок та кут нахилу зубів, напрямок витка, діаметр черв'яка, тип черв'яка |
Бабка шліфувальна |
4 |
20 |
1,5 |
|
Бабка шліфувальна |
5 |
53 |
1,5 |
|
Бабка шліфувальна |
10 |
20 |
2,0 |
|
Механізм підйому |
11 |
75 |
2,0 |
|
Механізм підйому |
12 |
1 |
5 |
Ліве |
Редуктор підйому |
13 |
1 |
5 |
Ліве |
Редуктор підйому |
14 |
2 |
2,5 |
30, Праве |
Редуктор підйому |
15 |
35 |
2,5 |
Праве |
Механізм поперечної подачі |
17 |
50 |
1 |
5°42’38’’ |
Механізм поперечної подачі |
18 |
1 |
2 |
Праве |
Механізм тонкої подачі |
19 |
2 |
1 |
20, Праве |
Каретка з колоною |
20 |
23 |
2,5 |
|
Каретка з колоною |
21 |
23 |
2,5 |
|
Каретка з колоною |
22 |
1 |
2 |
Праве |
Основа столу |
23 |
18 |
2 |
|
Основа столу |
1 |
18 |
2 |
|
Основа столу |
2 |
35 |
2 |
|
Механізм переміщення столу |
3 |
18 |
2 |
|
Стіл |
24 |
- |
2 |
|
Таблиця 1.2.3 – Технічні дані і характеристики верстата 3Е642Е
Найменування параметра |
|
Основні параметри |
|
Клас точності по ГОСТ 8-82 |
П |
Найбільші розміри оброблюваних виробів в центрах (довжина х діаметр), мм |
630 х 250 |
Висота центрів над робочим столом, мм |
125 |
Робочий стіл верстата |
|
Розміри робочої поверхні столу з ГОСТ 6569-75 (довжина х ширина), мм |
900 х 140 |
Найбільше поздовжнє переміщення столу, мм |
450 |
Кут повороту столу в горизонтальній площині, град |
0 ... 45 |
Швидкість поздовжнього переміщення стола, м / хв |
0,2 ... 12 |
Бабка шліфувальна |
|
Найбільше вертикальне переміщення бабки, мм |
235 |
Ціна поділки лімба подачі вертикального переміщення столу, мм |
0,005 |
Найбільше поперечне переміщення бабці, мм |
230 |
Ціна поділки лімба подачі поперечного переміщення столу, мм |
0,001 |
Кут повороту бабки в горизонтальній площині, град |
360 |
Шліфувальна головка |
|
Число оборотів заточного круга при ступінчастому регулюванні, об / хв |
2200,3200, 4400,6400 |
Кінець шліфувального шпинделя по ГОСТ 2324-77 виконання 2 |
Морзе 4 |
Найбільший діаметр встановлюваного шліфувального круга по ГОСТ 2424-83 типу ПП |
200 |
Найбільший діаметр встановлюваного шліфувального круга по ГОСТ 2424-83 інших типів |
150 |
Електрообладнання і привід верстата |
|
Кількість електродвигунів на верстаті |
4 |
Електродвигун приводу шпинделя, кВт / об / хв |
2,2 / 3000 |
Електродвигун вертикального переміщення шліфувальної бабки, кВт / об / хв |
0,18 / 1500 |
Електродвигун вертикального переміщення шліфувальної головки, кВт / об / хв |
0,18 / 1500 |
Електродвигун приводу вироби, кВт / об / хв |
0,25 / 1500 |
Електродвигун гідроприводу, кВт / об / хв |
1,1 / 1000 |
Продуктивність насоса гідроприводу, л / хв |
10 |
Електродвигун насоса охолодження, кВт / об / хв |
0,12 / 2800 |
Продуктивність насоса охолодження, л / хв |
22 |
Загальна встановлена потужність всіх електродвигунів, кВт |
3,73 |
Рід струму живильної мережі |
50Гц, 380/220 В |
Габарити і маса верстата |
|
Габарит верстата, мм |
1745 1940 1550 |
Маса верстата, кг |
1160 |