

Контрольні запитання
Які функції виконує електродне покриття?
Скільки є типів електродних покриттів?
Чим визначається продуктивність зварювання ?
Як впливає склад покриття та полярність зварювання на величину коефіцієнта розплавлення ?
Які втрати металу визначає коефіцієнт втрат?
На якій полярності продуктивність зварювання буде більшою?
Як буде впливати товщина та склад покриття на коефіцієнт втрат?
Чи буде суттєво впливати рід струму на коефіцієнт розплавлення та наплавлення?
Як будуть змінюватися коефіцієнти розплавлення, наплавлення та втрат зі збільшенням сили струму?
Які параметри будуть суттєво впливати на продуктивність дугового зварювання?
Лабораторна робота № 3 дослідження впливу параметрів автоматичного зварювання під флюсом на форму шва
Мета роботи
ознайомитись з будовою обладнання для автоматичного зварювання під шаром флюсу;
вивчити суть процесу та основні параметри режиму автоматичного зварювання під флюсом;
дослідити залежність глибини проплавлення hпр, ширини шва b та висоти підсилення hв від величини зварювального струму, швидкості зварювання та вильоту електродного дроту.
Програма роботи
Лабораторна робота розрахована на 2 години аудиторних занять, під час яких вивчають обладнання для зварювання під флюсом та визначають вплив параметрів режиму автоматичного зварювання під флюсом на геометричні розміри та форму зварного шва
Основні теоретичні положення. Опис устаткування
Автоматичне зварювання під флюсом проводиться за допомогою автоматичної установки (зварювальна головка або зварювальний трактор). Ця установка подає електродний дріт та флюс в зону зварювання, переміщає дугу вздовж зварюваного шва та підтримує стабільне її горіння (рисунок 3.1).
Електродний дріт 3 за допомогою ведучого 5 та притискаю чого 4 роликів подається в зону зварювання. Кромки зварюваного виробу 7 в зоні зварювання покриваються шаром флюсу, що подається із бункера 1. Товщина шару флюсу складає 30 – 50 мм. Зварювальний струм підводиться від джерела струму до електрода через струмопідвідний мундштук 6, який перебуває на відстані (40 – 60 мм) від кінця електродного дроту. Завдяки цьому при автоматичному зварюванні можна використовувати високі струми. Дуга 11 збуджується між зварюваним виробом та електродним дротом. При горінні дуги утворюється ванна розплавленого металу 10, закрита зверху розплавленим шлаком 9 та нерозплавленим флюсом 8. Флюс що не розплавився засмоктується шлангом 2 назад у бункер. Пари і гази, що утворюються в зоні дуги, створюють навколо дуги замкнуту газову порожнину 12. Надлишковий тиск, що виникає при термічному розширенні газів, відтісняє рідкий метал в сторону протилежну напрямку зварювання. Оскільки дуга горить в газовій порожнині, закритій розплавленим шлаком, то значно зменшуються втрати теплоти та металу на вигорання і розбризкування.
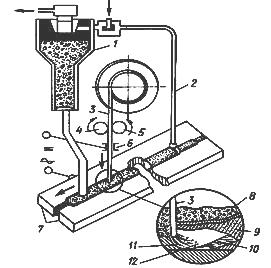
Рисунок 3.1 – Принципова схема зварювання під флюсом
Підведення струму до дроту здійснюється через мундштук. Малий виліт електроду, відсутність покриття, велика швидкість подачі електродного дроту дозволяють значно збільшити зварювальний струм в порівнянні з ручним зварюванням електродами тих самих діаметрів, що приводить до прискорення процесу плавлення зварювального дроту, збільшення глибини проплавлення основного металу і, як наслідок, значного підвищення продуктивності. Коефіцієнт наплавлення досягає 14 – 16, а в деяких випадках 25 – 30 г/А год. Достатньо товстий шар флюсу (до 60 мм), що засипається в зону зварювання, розплавляється тільки на 30 %, робить дугу невидимою (закритою) та забезпечує хороший захист розплавленого металу від навколишнього повітря, стабільність процесу, невеликі втрати на вигоряння та розбризкування.
Внаслідок збільшення ефективної теплової потужності дуги може бути розширений діапазон товщин, зварюваних без скосу кромок.
На якість та працездатність зварного з’єднання, що виконується під шаром флюсу, впливають не тільки конструктивні елементи шва, але і співвідношення ширини однопрохідного шва до глибини проплавлення.
Елементами геометричної форми зварного шва є: при стикових з’єднаннях – ширина шва b, глибина провару hпр, висота випуклості шва hвп, при таврових, кутових з’єднаннях, та з’єднаннях внапустку – ширина шва b, висота шва h і катет шва k (рисунок 3.2).
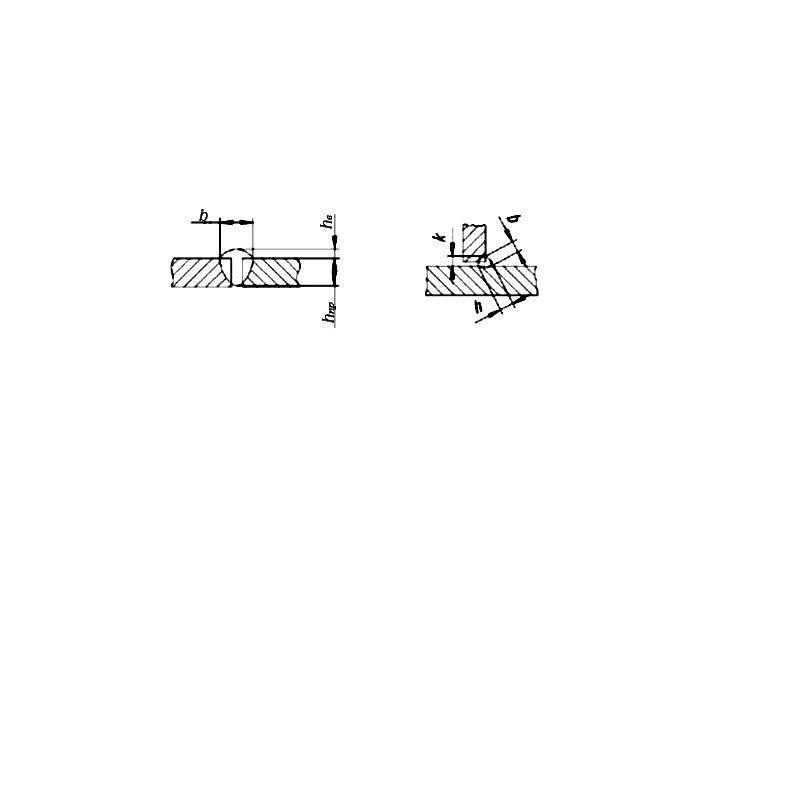
Рисунок 3.2 – Геометричні розміри зварного шва.
На якість і працездатність зварного з’єднання, яке виконують дуговим зварюванням, впливають не тільки конструктивні елементи шва, але і відношення ширини однопрохідного шва до інших розмірів шва, або так звані коефіцієнти форми шва: коефіцієнт форми провару ψпр =b/hпр, який може змінюватись в межах 0,5…4,0; коефіцієнт (форми випуклості) форми валика ψв =b/hвп, не повинен виходити за межі 7…10.
Основними параметрами режиму автоматичного зварювання під флюсом є: зварювальний струм; діаметр електродного дроту; напруга на дузі; швидкість зварювання. В залежності від режиму та технологічних факторів (кут нахилу електроду та виробу) буде змінюватися глибина провару, ширина шва, висота випуклості та доля основного металу в металі шва.
Зі збільшенням діаметру електрода (при постійних інших параметрах) посилюється блукання активної плями по торцю електрода, та активної плями, розташованої на виробі. Ввід тепла дуги через велику поверхню збільшує ширину шва та тепловідвід, що призводить до зменшення глибини проплавлення.
Зменшення діаметра електродного дроту призводить до зворотного явища – зосередження активної плями на електроді та зменшення блукання дуги по поверхні зварювальної ванни. Глибина проплавлення буде зростати а ширина шва зменшуватись. Особливо це проявляється при зварюванні на малих струмах.
При постійному діаметрі електрода зі збільшенням сили зварювального струму зростає концентрація теплової енергії в плямі нагріву. При цьому зростає величина зварювальної ванни (довжина, глибина та ширина). Особливо інтенсивно зростає глибина проплавлення. Це обумовлено не тільки збільшенням теплової потужності, але і значним підвищенням тиску дуги на ванну, який пропорційний квадрату сили зварювального струму. Збільшення тиску дуги на ванну приводить до витіснення рідкого металу із під дуги, зменшуючи товщину рідкого прошарку між дугою та основним металом, що в свою чергу, покращує теплообмін між дугою та основним металом. Глибина проплавлення збільшується, в той час як ширина шва залишається практично постійною.
Підвищення зварювального струму обумовлює збільшення кількості розплавленого металу. Тому при постійних інших параметрах режиму зварювання збільшується і висота підсилення шва. Коефіцієнти форми шва та підсилення при підвищенні зварювального струму зменшуються. В результаті підвищується схильність металу до появи гарячих тріщин. Утворюється різкий перехід від основного металу до наплавленого, що знижує працездатність зварного з’єднання, особливо при ударних та змінних навантаженнях. Щоб уникнути цього, при збільшенні значення зварювального струму потрібно збільшувати і напругу на дузі.
З підвищенням напруги на дузі (при постійних інших параметрах) збільшується її довжина та рухомість. Це обумовлює збільшення ширини шва та зменшення висоти його підсилення. Збільшення рухомості плями дуги, розташованої на виробі, обумовлює збільшення площі плями нагріву, а відповідно збільшення кількості тепла на тепловідвід. Це приводить до зменшення тепла, на плавлення основного металу, а відповідно, глибини проплавлення.
Таким чином, струм та напруга протилежно впливають на форму шва. Тому для отримання оптимальної форми шва збільшення зварювального струму повинно супроводжуватись відповідним збільшенням напруги.
Зі збільшенням швидкості зварювання зменшується погонна енергія дуги, тому зменшується ширина шва. Кількість металу що наплавляється зі збільшенням швидкості зварювання на одиницю часу зменшується. Це приводить до зменшення висоти підсилення шва. Але зі збільшенням швидкості зварювання стовп дуги починає відхилятись протилежну напрямку зварювання сторону.
Відхиляючись, стовп дуги витісняє частину рідкого металу в хвостову частину ванни. Зменшення товщини рідкого прошарку під дугою обумовлює збільшення глибини проплавлення при підвищенні швидкості зварювання до 30…35 м/год. Подальше збільшення швидкості зварювання в зв’язку із зменшенням погонної енергії дуги приводить до зменшення глибини проплавлення.
При нахилі електрода «кутом назад» відповідно відхиляється і стовп дуги. Під тиском дуги частини металу витісняється в хвостову частину ванни і глибина проплавлення збільшується. При нахилі електрода «кутом вперед» рідкий прошарок під дугою не витісняється в хвостову частину ванни, затрудняє теплообмін між активною плямою та основним металом, глибина проплавлення при цьому зменшується, а ширина шва дещо зростає. Зварювання «кутом вперед» та «кутом назад» є одним із технологічних прийомів, які дозволяють отримувати задану форму зварного шва.
При зварюванні на постійному струмі теплова потужність, що виділяється на катодній плямі, більша, ніж на анодній. Це обумовлює зменшення ширини шва та глибини проплавлення при зварюванні на постійному струмі прямої полярності в порівнянні зі зварюванням на зворотній полярності. При зварюванні на змінному струмі зона проплавлення при тих самих параметрах займає середнє значення.