

Обробка результатів, їх аналіз і висновки
використовуючи ГОСТ 5264-80, нарисувати геометричні розміри зварного з’єднання, для заданого типу з’єднання та товщини зварюваних деталей;
за таблицею (1.1) вибрати тип та марку електрода для заданої марки сталі;
для заданої товщини деталей, за таблицею (1.2) визначити діаметр електрода;
за формулою (1.2) визначити силу зварювального струму;
визначені параметри режиму ручного дугового зварювання записати в таблицю (1.4).
Таблиця 1.4 – Параметри режиму ручного дугового зварювання
Товщина зварюваних деталей S, мм |
Тип електрода |
Марка електрода |
Діаметр електрода d, мм
|
Величина зварювального струму Ізв, А |
|
|
|
|
|
Контрольні запитання
Яку температуру має зварювальна дуга?
Чим характеризується зварювальна дуга?
Яким обладнанням та інструментами повинно бути обладнане робоче місце зварника ручного дугового зварювання?
Які шкідливі фактори впливають на зварника при ручному дуговому зварюванні?
Які засоби індивідуального захисту використовують зварники?
Як захищають очі від шкідливого випромінювання зварювальної дуги?
Якими параметрами режиму характеризується ручне дугове зварювання?
Залежно від чого вибирають марку і діаметр електрода?
Як визначити діаметр електрода?
Як визначити силу зварювального струму при ручному дуговому зварюванні?
Лабораторна робота № 2
Визначення коефіцієнтів розплавлення,
наплавлення та втрат на вигоряння і
розбризкування при ручному дуговому
зварюванні
Мета роботи
освоїти методику експериментального дослідження коефіцієнтів розплавлення, наплавлення та втрат електродного металу при дуговому зварюванні;
дослідити вплив зварювального струму на продуктивність зварювання;
встановити тип електродного покриття залежно від визначеного коефіцієнта наплавлення електродів.
Програма роботи
Лабораторна робота розрахована на 2 години аудиторних занять, під час яких визначаються коефіцієнти розплавлення , наплавлення та втрат при дуговому зварюванні.
Основні теоретичні положення. Опис устаткування
Дугове зварювання може проводитись неплавким електродом та електродом що плавиться. Схема ручного дугового зварювання електродом що плавиться показана на (рисунок 2.1).
Довжина дуги визначається в залежності від діаметру електрода:
d = S/2 +1,
де S – товщина зварюваного металу в мм; d – діаметр електрода в мм.
На практиці довжина дуги приймається 3-5 мм або рівна діаметру електрода.
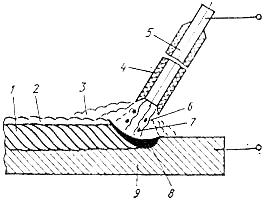
1- зварний шов; 2- шлакова кірка; 3- захисна газова атмосфера;
4- електродне покриття; 5- електродний стержень; 6- електрична дуга; 7- краплі розплавленого електродного металу;
8- зварювальна ванна; 9- зварювана деталь
Рисунок 2.1 - Схема зварювання покритим електродом
При зварюванні покритим електродом що розплавляється, по степені плавлення електродного стержня, покриття в залежності від складу утворює газовий або шлаковий захист, який ізолює зону дуги та зварювальну ванну від атмосферного повітря. З віддаленням дуги проходить вистигання та кристалізація металу зварювальної ванни і формування шва. Розплавлене покриття електроду випливає на поверхню та після вистигання утворює шлакову кірку.
Продуктивність зварювання в значній мірі залежить від швидкості розплавлення електродного металу, та оцінюється коефіцієнтом розплавлення α р . Коефіцієнт розплавлення залежить від ряду факторів. При зворотній полярності коефіцієнт розплавлення більший, ніж при прямій полярності. Оскільки температура анода вища, ніж температура катода. Склад покриття електроду та його товщина також впливають на коефіцієнт розплавлення. Це пояснюється значенням ефективного потенціалу іонізації газів, та зміною теплового балансу дугового проміжку. Менше значення мають електроди з тонким покриттям, а більше – електроди з товстим покриттям.
Коефіцієнт наплавлення α н менший за коефіцієнт розплавлення α р на величину втрат електродного металу на вигоряння та розбризкування φ. Ці втрати при ручному дуговому зварюванні досягають 25 – 30 % від кількості розплавленого металу. Знання цих коефіцієнтів дозволяє визначити швидкість зварювання та розрахувати кількість електродного металу для зварювання шва встановленого січення.