

14. Оборудование и аппаратура для плазменной резки, конструктивное оформление.
Основные технические характеристики.
В зависимости от способа плазменно-дуговой резки в качестве электродов применяют вольфрамовый лантанированный стержень (при использовании в качестве рабочего газа аргона, азота, водорода) или медный водоохлаждаемый электрод с циркониевой или гафниевой вставкой (при использовании окислительных сред - воздуха, обогащенного воздуха, кислорода). Цирконий и гафний при воздействии высокой температуры дугового разряда образуют на поверхности тугоплавкую оксидную пленку, в дальнейшем предохраняющую электрод от эрозии в процессе резки. Однако стойкость этих электродов ввиду воздействия крайне высоких температур невысока, и время их работы не превышает, как правило, 2 ... 4 ч.
Оборудование для плазменно-дуговой резки. В состав оборудования для плазменно-дуговой резки входят режущий плазмотрон, пульт газовый с газорегулирующей и измерительной аппаратурой, блок электрооборудования, источник питания, устройство передвижения плазмотрона. Для плазменно-дуговой резки применяются те же типы машин, что и для кислородной резки.
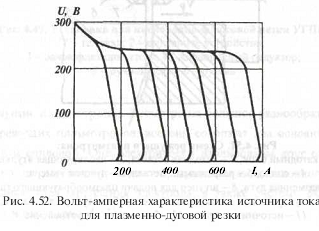
В целях достижения высокой стабильности горения дуги и устойчивости процесса резки источник питания должен иметь крутопадающую вольт-амперную характеристику и повышенное напряжение холостого хода (рис. 4.52).
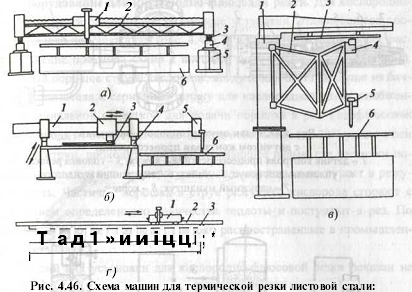
а - портальная: 1 - каретка; 2 - портал; 3 - привод продольного хода;
4 - рельсовый путь с опорой (5); б - раскройный стол;
б - портально-консольная: 1 - портал; 2 — каретка с фотоголовкой; 3 - копир;
4 - привод продольного хода; 5 - каретка с резаком; б - раскройный стол;
в - шарнирная: 1 - колонна с поворотным хоботом; 2 - шарнирная рама;
3 - копир; 4 - привод; 5 - суппорт с резаком; 6 - раскройный стол;
г - переносная: 1 - тележка; 2 - направляющий рельс;
3 - разрезаемый лист; 4 - раскройный стол.
15. Комплексная механизация и автоматизация заготовительного и сборочно-сварочного производств.
Механизация и автоматизация основных технологических операций производственного процесса. Это направление включает, прежде всего, операции резки, сварки, наплавки и нанесения покрытий с особыми свойствами, выполняемые разнообразными способами сварочной техники. Для осуществления их механизации и автоматизации необходимо применение специального оборудования с автоматическим регулированием режима работы, следящими системами, фотокопировальными устройствами или металлическими копирами, цифровой системой либо иным программным и дистанционным управлением
Кроме того, рассматриваемое направление охватывает операции установки и сборки деталей (и сборочных единиц) изготовляемых изделий для последующей их сварки. Это достигается применением разных типов механизированной оснастки (прижимы, зажимные устройства и т. д.) для закрепления деталей изготовляемого изделия в сборочных приспособлениях.
Механизация и автоматизация вспомогательных, операций при выполнении технологии производственного процесса. Это направление включает осуществляемую на рабочих местах механизацию относительных перемещений следующих элементов производства: обрабатываемых либо свариваемых деталей и сборочных единиц изготовляемого изделия; обрабатывающего оборудования (инструмента), либо сварочной аппаратуры; рабочего-оператора либо, сварщика. Примерами механизации и автоматизации подобного рода перемещений перечисленных трех основных элементов производства могут, служить следующие типичные случаи:
- перемещение с постоянной заданной скоростью.
- вращение на роликовом стенде;
- автоматическое выполнение посредством специальных устройств и механизмов следующих вспомогательных операций: подачи собранной для сварки сборочной единицы с первого конвейера на сварочный автомат, перемещение ее в процессе сварки и последующее удаление на второй конвейер;
- перемещение сварщика на различную необходимую высоту.
Кроме перечисленных выше, рассматриваемое направление охватывает механизацию и автоматизацию таких вспомогательных операций, как повороты свариваемых сборочных единиц в удобное для сварки положение, посредством позиционеров, манипуляторов, кантователей, роликовых опор и т. п.