

13. Машины для контактной точечной сварки, принципиальное конструктивное оформление, механические и электрические части. Основные технические характеристики
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора, по приводу сжатия электродов — педальные, электромеханические, пневматические, пневмогидравлические, гидравлические; по направлению движения верхнего электрода — радиальные (по дуге окружности) и прямолинейные.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 145).
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
В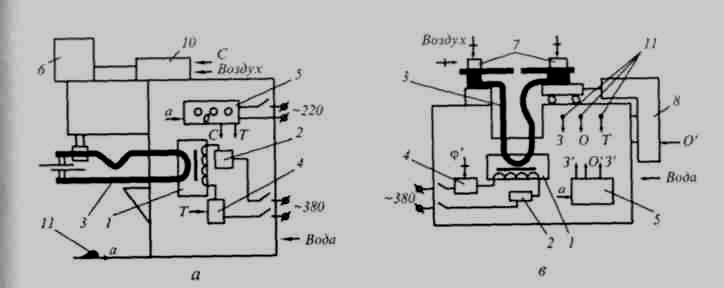 се
машины снабжены органом включения 11.
У
точечных и шовных
машин это ножная педаль с контактами.
С органов управления поступают команды
на сжатие электродов
или зажатие деталей, на включение и
отключение сварочного тока, на
включение регулятора цикла сварки. Эти
команды отрабатываются соответствующими
блоками машины, обеспечивая выполнение
операций цикла
сварки.
се
машины снабжены органом включения 11.
У
точечных и шовных
машин это ножная педаль с контактами.
С органов управления поступают команды
на сжатие электродов
или зажатие деталей, на включение и
отключение сварочного тока, на
включение регулятора цикла сварки. Эти
команды отрабатываются соответствующими
блоками машины, обеспечивая выполнение
операций цикла
сварки.
Тип оборудования и некоторые другие данные можно определить по условному обозначению оборудования, состоящему из нескольких букв и цифр.
Первая буква характеризует изделие: М — машина, А — автомат, П — полуавтомат, У — установка.
Вторая буква указывает вид сварки: Т — точечная, С — стыковая, Ш — шовная, Р — рельефная.
Третья буква, иногда входящая в обозначение, дает дополнительные сведения: М — многоэлектродная, К — конденсаторная, В — с выпрямлением тока во вторичном контуре и т. д.
В числовой части обозначения первые две (иногда три) цифры указывают величину номинального сварочного тока в килоамперах, а вторые две — номер конструктивного исполнения данного типа машины.
Так, машина для точечной сварки конденсаторная с номинальным сварочным током в 80000 А обозначается - МТК-8004.
Основные параметры: Номинальный сварочный ток, А, Номинальный первичный ток, А, Номинальная мощность, кВА, Вторичное напряжение, В, Номинальный режим работы ПВ, %, Толщина свариваемых деталей, мм, Производительность, точек/мин, Вылет электродов, мм, Раствор консолей, мм, Усилие сжатия, даН, Расход охлаждающей воды, л/ч, Масса, кг, Габаритные размеры, мм
Номинальный сварочный ток — ток, который может обеспечить машина в процессе сварки заготовок номинального (указанного в паспорте) сечения при номинальных первичном напряжении и вылете на номинальной ступени. Потребляемые при этом машиной из электрической сети ток и мощность являются соответственно номинальным первичным током и номинальной мощностью.
Номинальное первичное напряжение машины — напряжение сети, на которое рассчитана работа машины. Это напряжение равно 380 В. Для машин малой мощности оно может быть равным 380 В или 220 В.
Повторно-кратковременный резким работы машины, характеризуемый продолжительностью включения (ПВ, %), которая определяется отношением суммарного времени включения тока в течение одного сварочного цикла (tсв) к полному времени цикла (tц =tсв+ tn; tn — время паузы) в процентах, т. е.
ПВ = (tсв/tц) 100.
Вылет точечных или шовных машин — расстояние от оси электродов до передней стенки машины или до других выступающих частей.