

3. Источники питания дуги постоянного тока. Сварочные преобразователи и агрегаты. Принцип действия, конструктивное оформление. Область применения. Основные технические характеристики.
Источники питания сварочной дуги постоянным током разделяются на три основные группы: преобразователи, агрегаты и выпрямители.
Сварочные преобразователи. Источники питания дуги этого типа служат для преобразования переменного тока в постоянный ток. Преобразователь состоит из расположенных в одном корпусе электродвигателя переменного тока и генератора постоянного тока. При этом якорь генератора и ротор электродвигателя расположены на одном валу.
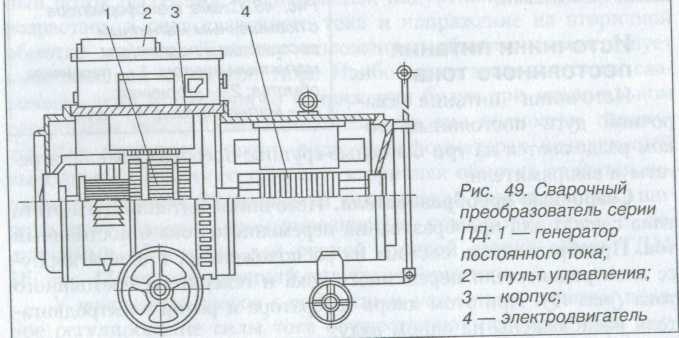
Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора и поэтому в витках обмотки при замкнутой цепи возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Такие генераторы называют коллекторными. Существуют еще вентильные сварочные генераторы, представляющие собой комбинацию генератора переменного тока и выпрямительного блока. Внешние характеристики сварочных генераторов, используемых в преобразователях, могут быть крутопадающими и жесткими. Тип характеристики определяет электрическая схема генератора. Для ручной дуговой сварки применяют преобразователи с крутопадающей характеристикой, рассчитанные на обслуживание одного сварочного поста. Генераторы отличаются надежностью в работе и обеспечивают стабильность режимов сварки при колебании напряжения питающей сети.
Сварочные агрегаты. Представляют собой установки, состоящие из смонтированных на общей металлической раме сварочного генератора постоянного тока и приводного двигателя внутреннего сгорания (рис. 50). Сварочные агрегаты применяют при монтаже, ремонте и других видах работ в условиях отсутствия электроэнергии. Агрегаты различают:
по типу генератора — с коллекторным и вентильным гене ратором;
по виду привода — с бензиновым и дизельным двигателем; по числу сварочных постов — однопостовые и многопостовые;
■ по способу установки — передвижные и стационарные.
А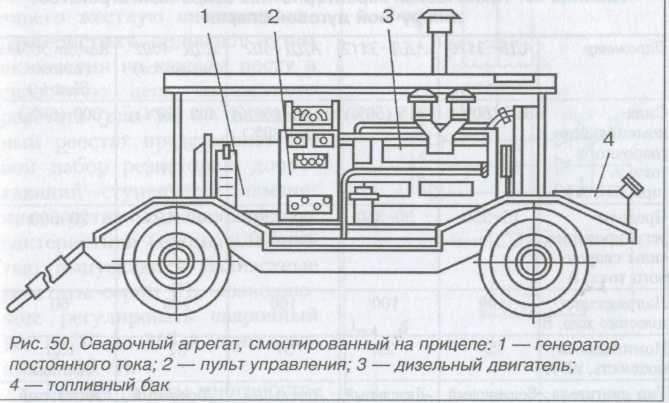 грегаты
имеют, как правило, крутопадающие внешние
характеристики
и предназначены для ручной дуговой
сварки.
грегаты
имеют, как правило, крутопадающие внешние
характеристики
и предназначены для ручной дуговой
сварки.
4. Источники питания постоянного тока. Сварочные выпрямители. Принцип действия и регулирования сварочного тока. Однопостовые и многопостовые выпрямители. Основные технические характеристики.
Источники питания сварочной дуги постоянным током разделяются на три основные группы: преобразователи, агрегаты и выпрямители.
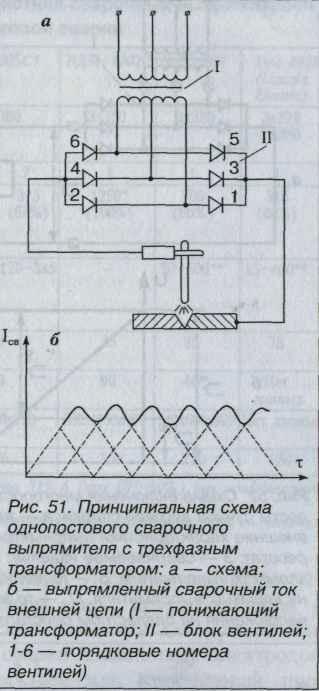
Сварочные выпрямители. Выпрямитель представляет собой устройство, преобразующее переменный ток в постоянный. Основными элементами выпрямителя являются силовой трансформатор (трехфазный, реже однофазный) для понижения сетевого напряжения до необходимого при сварке значения, блок полупроводниковых выпрямителей (вентилей) со стабилизирующим дросселем для уменьшения пульсаций выпрямленного тока. Если выпрямитель выпрямляемый, то в схему вводят дополнительный узел, содержащую систему управления вентилями, В качестве вентилей применяют в основном кремниевые диоды и тиристоры (управляемые вентили). У выпрямителей с трехфазным трансформатором (рис. 51, а) каждую шестую часть периода поочередно включается пара вентилей, например 1 и 4, 1 и 6, 3 и 6 и т.д. В результате за весь период вместо двух получается шесть пульсаций, вследствие чего кривая сварочного тока становится близкой к прямой линии (рис. 51, б).
Сварочные выпрямители для ручной дуговой сварки выпускают однопостовыми с падающей внешней характеристикой и многопостовыми с жесткой характеристикой.
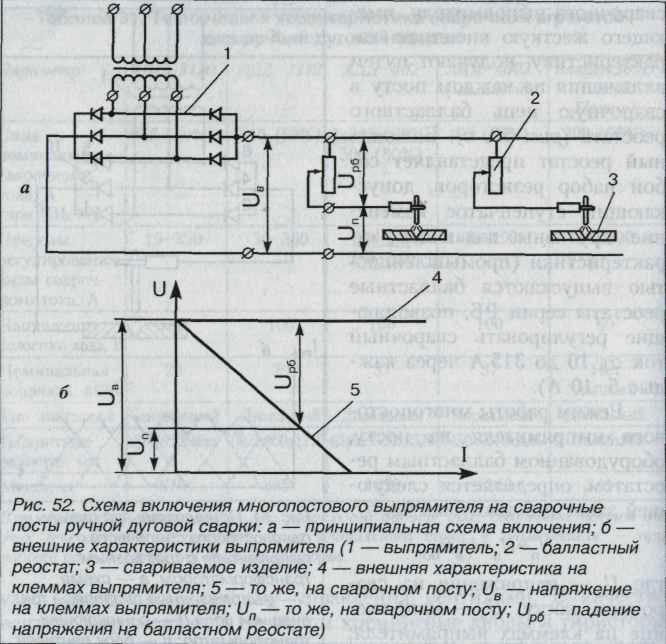
Падающую характеристику источника питания на сварочном посту ручной дуговой сварки при использовании многопостового сварочного выпрямителя, имеющего жесткую внешнюю характеристику, получают путем включения на каждом посту в сварочную цепь балластного реостата (рис. 52, а). Балластный реостат представляет собой набор резисторов, допускающий ступенчатое изменение крутизны падающей характеристики.