26 Электроннолучевая сварка
Скорость, приобретаемая электроном при движении в ускоряющем поле, зависит только от разности потенциалов. Например, при U = 10000 В скорость электронов v = 60 000 км/с.
Р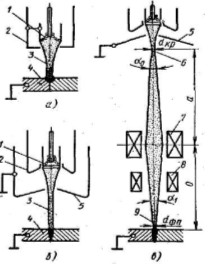 егулируя
величину и направление начальной
скорости электронов, а также величину
и направление напряженности электрического
поля, можно заставить электроны двигаться
по заранее рассчитанной траектории.
Это позволяет управлять движением
электронов, получать требуемые энергии
электронов, плотность в пучке и т. п.
егулируя
величину и направление начальной
скорости электронов, а также величину
и направление напряженности электрического
поля, можно заставить электроны двигаться
по заранее рассчитанной траектории.
Это позволяет управлять движением
электронов, получать требуемые энергии
электронов, плотность в пучке и т. п.
Способы формирования электронного пучка:
а — однокаскадная система без ускоряющего электрода; 6 — то же, с ускоряющим электродом (анодом); в — система с комбинированной электростатической и электромагнитной фокусировкой;
1– катод; 2 – прикатодный электрод; 3 – траектория крайних электронов пучка; 4 – свариваемое изделие; 5 – ускоряющий электрод (анод); 6 – кроссовер; 7 – фокусирующая магнитная линза; 8 – система отклонения пучка; 9 – фокальное пятно; ав – половинный угол расхождения пучка после кроссовера; at — половинный угол сходимости пучка на изделии
Существует несколько систем электронных пушек. Наиболее просты, пушки, в которых электронный пучок формируется только с помощью прикатодного электрода, а анодом служит изделие (рис а). Недостатки такой пушки: малое расстояние между пушкой и изделием, низкая плотность энергии, отсутствие регулирования плотности энергии и т. п. Лучшими характеристиками обладают пушки, в конструкции которых имеется ускоряющий электрод, находящийся под потенциалом изделия (рис. б).
Применение ускоряющего электрода с отверстием для прохождения пучка электронов позволяет увеличить расстояние между катодом пушки и свариваемым изделием, что облегчает наблюдение за процессом сварки, уменьшает опасность электрических пробоев и т. п. Наиболее совершенны пушки с комбинированной электростатической и электромагнитной фокусировкой тучка. Пушка состоит из катода прикатодного электрода, Ускоряющего электрода-анода и электромагнитной фокусирующей системы (рис в). Катоды электронных пушек должны удовлетворять ряду требований: они должны облагать высокими эмиссионными свойствами, устойчиво работать в условиях вакуума, используемого при сварке, [иметь достаточную долговечность и т. п. % Конструктивно катоды сварочных электронных пушек выполняют прямонакальными и с косвенным подогревом. Прямонакальные катоды более просты в изготовлении, но имеют ряд недостатков: трудно обеспечить Правильную геометрическую форму эмитирующей поверхности, изменяется форма пучка и др. Катоды с косвенным подогревом имеют более равномерную плотность эмиссии и они более долговечны. В некоторых конструкциях сварочных пушек используют подогревные катоды, из гексаборида лантана LaBe.
28 Машины для стыковой контактной сварки. Принципиальное конструктивное оформление, механические и электрические части. Основные технические характеристики.
При стыковой сварке соединение образуется по всей площади касания. Детали зажимаются в токопроводящих зажимах, один из которых не подвижен, а второй подвижный и соединен с приводом усилия сжатия. Различают два способа: сопротивлением и оплавлением. При св. сопротивлением детали сжимаются усилием F и включается св. тр-р. При прохождении тока через стык между деталями происходит нагрев зоны контакта до t-ры не превышающей t-ры плавления. При достижении необходимой t-ры в зоне стыка св.ток выключается, усилие сжатия увеличивается, происходит осадка металла в зоне стыка - образование св. соединения. При св. оплавлением детали устанавливаются в зажимах с зазором между контактными поверхностями. Потом включается св. тр-р и детали сближают. При соприкосновении в отдельных точках контакта происходит интенсивный нагрев и расплавление металла, взрывное разрушение точек контакта, металл выбрасывается наружу. Часть тепла уходит с выброшенным металлом, а часть уходит на нагрев. При дальнейшем сближении происходит увеличение фактической площади контакта и нагрев зоны стыка. При достижении достаточного нагрева, т.е.когда в зоне стыка образуется сплошной слой жидкого металла скорость сжатия увеличивается, ток выключается и происходит осадка св. поверхностей. При этом большая часть жидкого металла выдавливается из зоны соединения. Далее происходит застывание и образование св. соединения.
Параметры режима сварки сопротивлением –сварочный ток Iсв, продолжительность нагрева tсв, усилие сжатия Fсв, усилие осадки Fос, установочная длина l1 и l2 ,
Параметры
режима сварки оплавлением - установочная
длина l1 и l2,
припуск на оплавление
 δопл
и осадку δос, скорости оплавления и
осадки, токи оплавления и осадки, усилия
осадки, длительности оплавления и
осадки, а также осадки под током.
δопл
и осадку δос, скорости оплавления и
осадки, токи оплавления и осадки, усилия
осадки, длительности оплавления и
осадки, а также осадки под током.
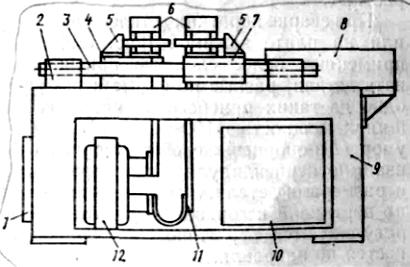
Стыковая машина состоит из следующих основных узлов и аппаратуры: станины 9, неподвижная и подвижная плиты4 и 7, направляющие для движения подвижной плиты 3, которые перемещаются во втулках 2, привода подачи 8, зажимные 6 и упорные 5 устройства. Внутри станины установлен сварочный трансформатор 12 с переключателем ступеней 1. трансформатор вторичным контуром 11 связан с губками машины, установленными на ее плитах в зажимах. В корпусе машины установлена аппаратура 10 для включения сварочного трансформатора и управления работой машины.





P P

F