

Блок 3(нет9,12,18,19,20,27,29)
1. Основные требования, предъявляемые к источникам питания сварочной дуги. Взаимосвязь внешних характеристик источников питания ручной и механизированной сварки и вольтамперной характеристики дуги
Для обеспечения устойчивости горения сварочной дуги и получения стабильного процесса сварки применяют специальные источники питания, по своим характеристикам существенно отличающиеся от электрооборудования, применяемого для обычных силовых установок или осветительных целей. Источники сварочного тока должны отвечать следующим основным требованиям:
Uчч ,, должно быть достаточным для легкого возбуждения дуги и поддержания устойчивого ее горения.
/кз не должна превышать установленных пределов во избежание чрезмерного перегрева обмоток и других элементов аппаратуры;
ИП должны иметь специальную сварочную внешнюю характеристику Внешняя характеристика может быть крутопадающей — с быстрым уменьшением выходного напряжения при увеличении тока; пологопадающей — с медленным уменьшением напряжения при увеличении силы тока; жесткой — с практически неизменным напряжением при изменениях силы тока; возрастающей — с возрастанием напряжения при увеличении силы тока;
ИП должен обеспечивать быстрое нарастание напряжения от нулевого значения до рабочего напряжения,ИП иметь устройство для регулирования режимов сварки в установленных пределах;
электрическая мощность источника питания должна быть достаточной для нормального проведения сварочных работ на заданных режимах.
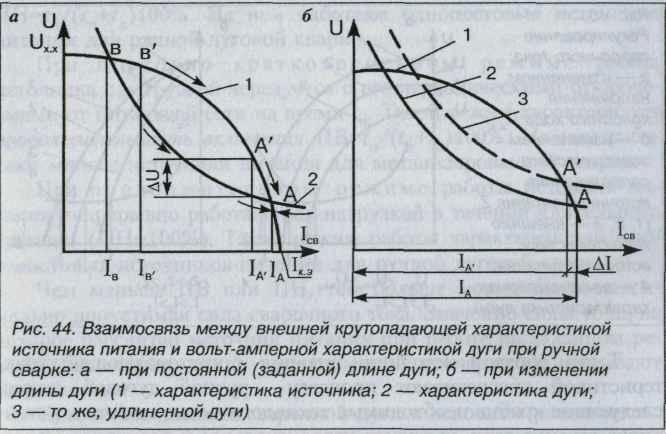
только точка А соответствует устойчивому горению дуги; в точке В дуга гореть устойчиво не будет. Это обусловлено следующим. Если при горении дуги в точке А по какой-либо причине сила сварочного тока при заданной длине дуги уменьшается, то установившееся напряжение источника в точке А' оказывается на AU больше напряжения дуги. Это избыточное напряжение приводит к увеличению силы тока, т.е. к возвращению в точку А. Если же сила тока увеличивается, то напряжение источника становится меньше напряжения дуги; это приводит к уменьшению тока и соответственно также к возвращению в точку А. Режим горения дуги восстанавливается.
При горении дуги в точке В всякое случайное изменение силы тока получает свое дальнейшее самопроизвольное развитие: увеличение силы тока в точке В' вызывает ее последующий рост, и наоборот, уменьшение силы тока приводит к ее последующему снижению. Эти процессы идут до тех пор, пока не произойдет или обрыв дуги, или сила тока не достигнет значения, соответствующего точке устойчивого горения дуги (точка А)
2. Источники питания переменного тока. Сварочные трансформаторы с нормальным и повышенным магнитным рассеянием, принцип действия, конструктивное оформление. Области применения. Основные технические характеристики.
Основным источником питания переменного тока для ручной дуговой сварки является сварочный трансформатор.
Сварочный трансформатор имеет стержневой сердечник-маг-нитопровод из трансформаторной стали, на котором размещены две обмотки: первичная и вторичная. Переменный ток из сети с напряжением Uv проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток. Этот поток, пересекая витки вторичной обмотки, индуктирует в ней электродвижущую силу, формирующую переменное напряжение U2. При замкнутой сварочной цепи под действием напряжения U2. во вторичной обмотке и дуге появляется ток /2. При работе трансформатора в режиме холостого хода (сварочная цепь разомкнута) ток /2 во вторичной обмотке не идет, а напряжение U2, являющееся в этом случае напряжением холостого хода V , максимально и составляет, как правило, 60-80 В.
Сварочные трансформаторы подразделяются на две основные группы. К первой группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением — дросселем. Ко второй группе относятся трансформаторы с искусственно повышенным магнитным рассеянием.
Трансформаторы
с дросселями
состоят
из понижающего трансформатора
требуемой мощности с нормальным магнитным
рассеянием,
имеющего жесткую внешнюю характеристику,
и дополнительного
индуктивного сопротивления. Роль
последнего в ыполняет
реактивная катушка с сердечником —
дроссель. Дроссель
с трансформатором представляют собой
одно целое. Обмотка
дросселя включается в сварочную цепь
последовательно.напряжение
на источнике /ист
снижается
с увеличением силы сварочного тока /св,
т. е. внешняя характеристика
источника питания является падающей,
причем крутизна падения внешней
характеристики растет с увеличением
индуктивного
сопротивления дросселя. Изменяя
индуктивное сопротивление,
можно регулировать наклон внешней
характеристики источника, а значит
и силу сварочного тока. сам принцип
воздействия на сварочный ток за счет
включения в цепь. дополнительного
индуктивного сопротивления на практике
используют,
например, при плавном
регулировании режимов сварки
путем наматывания сварочного
кабеля на корпус трансформатора.
ыполняет
реактивная катушка с сердечником —
дроссель. Дроссель
с трансформатором представляют собой
одно целое. Обмотка
дросселя включается в сварочную цепь
последовательно.напряжение
на источнике /ист
снижается
с увеличением силы сварочного тока /св,
т. е. внешняя характеристика
источника питания является падающей,
причем крутизна падения внешней
характеристики растет с увеличением
индуктивного
сопротивления дросселя. Изменяя
индуктивное сопротивление,
можно регулировать наклон внешней
характеристики источника, а значит
и силу сварочного тока. сам принцип
воздействия на сварочный ток за счет
включения в цепь. дополнительного
индуктивного сопротивления на практике
используют,
например, при плавном
регулировании режимов сварки
путем наматывания сварочного
кабеля на корпус трансформатора.
Трансформаторы с повышенным магнитным рассеянием представляют собой понижающий трансформатор необходимой мощности с искусственно увеличенным магнитным рассеянием. Первичная / и вторичная // обмотки трансформатора разнесены на значительное расстояние друг от друга по высоте магнитопрово-да. При прохождении тока по обмоткам возникают магнитные потоки. Основная часть
магнитных потоков Ф^ и Ф2, создаваемых намагничивающей силой соответственно первичной и вторичной обмоток, замыкается по стержню магнитопровода и непосредственно участвует в наведении вторичного напряжения. Другая часть магнитных потоков замыкается по воздуху, создавая свои отдельные потоки, так называемые потоки рассеяния Фр и Фр„-
Эти потоки, наводя в обмотках трансформатора дополнительную реактивную электродвижущую силу самоиндукции, представляют собой индуктивное сопротивление рассеяния и фактически являются индуктивным сопротивлением трансформатора. С увеличением нагрузки (силы сварочного тока) сила тока во вторичной и первичной обмотках трансформатора также возрастает, при этом соответственно увеличиваются магнитные потоки рассеяния и обусловленное ими индуктивное сопротивление трансформатора. Напряжение во вторичной обмотке снижается. Такая зависимость напряжения источника питания от силы сварочного тока отвечает падающей внешней характеристике.
Сварочные трансформаторы с повышенным магнитным рассеянием можно разделить на две группы: трансформаторы с подвижной обмоткой и трансформаторы с подвижным шунтом.
У трансформаторов с подвижными обмотками регулирование осуществляется за счет раздвижения обмоток относительно друг друга.
трансформаторов с подвижным магнитным шунтом плавное регулирование силы тока осуществляют перемещением магнитного шунта в канале между первичной и вторичной обмотками.