18 Типичные дефекты сварных соединений, выполненных сваркой плавлением и их влияние на работоспособность сварных конструкций.
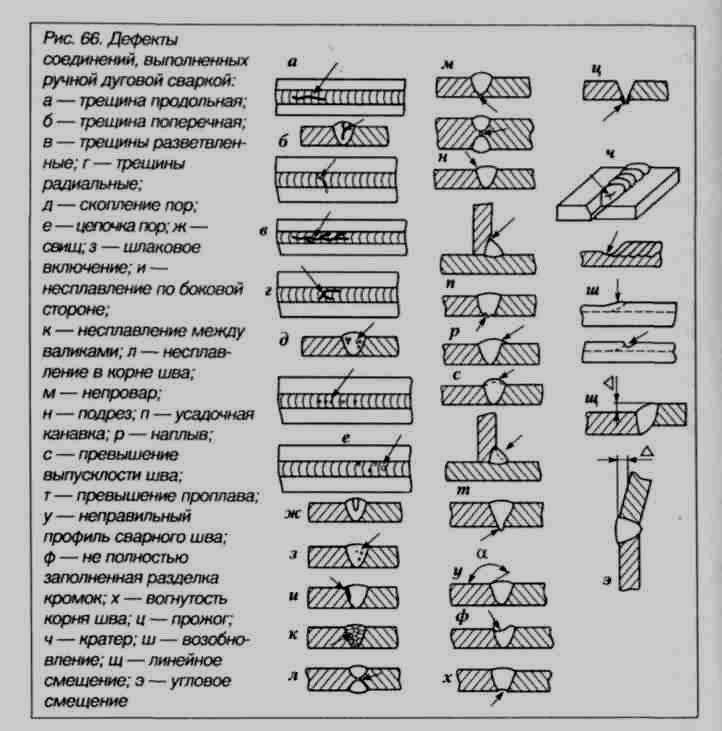
В общем случае под сварочными дефектами следует понимать те допустимые и недопустимые неснлошности и пороки сварного соединения, которые образуются в металле шва, зоне сплавления и зоне термического влияния при выполнении технологического процесса сварки. Сварочные дефекты можно классифицировать по многим признакам, в частности по месту расположения (поверхностные, внутренние), величине (мелкие, средние, крупные), массовости (единичные, цепочки, скопления), форме (протяженные, короткие, плоскостные, объемные, остроугольные, округлые). Трещины — это несплошности, вызванные местными разрывами сварного шва и/или прилегающего к нему металла в результате охлаждения или действия нагрузок. Трещины могут располагаться в металле шва, зонах сплавления и зоне термического влияния. По характеру расположения трещины подразделяют на продольные — ориентированные вдоль оси шва (рис. 66, а); поперечные — ориентированные поперек оси шва разветвленные — имеющие ответвления в различных направлениях (рис. 66, в); радиальные - радиально расходящиеся из одной точки. Трещины, расходящиеся в разные стороны, называют звездообразными. Микротрещины - трещины, обнаруживаемые только физическими методами при пятидесятикратном и более увеличении.
Поры - это расположенные в сварном шве полости округлой формы, заполненные газами. Поры могут располагаться по объему шва как равномерно, так и в виде скоплений и цепочек. Равномерно распределенная пористость — это группа пор, расположенных в шве равномерно, при этом расстояние между ними равно или превышает три размера большей из пор. К равномерно распределенной пористости относят и единичные поры; скопление пор - группа пор (три или более), расположенных кучно с расстоянием между ними менее трех размеров большей из пор (рис. 66, д); цепочка пор - ряд пор, расположенных в линию вдоль оси шва с расстоянием между ними менее трех размеров большей из нор (рис. 66, е); свищи - трубчатая полость, которая как и пора вызвана выделением газов (рис. 66, ж). Обычно свищи группируются в виде скоплений.
Твердые включения. К твердым включениям относят дефекты сварного шва, представляющие собой твердые инородные вещества металлического или неметаллического происхождения. Включения, имеющие хотя бы один острый угол, называют остроугольными. К твердым включениям относят: шлаковые — частицы образующегося при сварке шлака, попавшие в металл шва (рис. 66, з); оксидные — частицы соединений металла с кислородом (оксиды), оставшиеся в затвердевшем металле; металлические — частицы инородного металла, попавшие в металл шва.
Несплавление и ненровар. Отсутствие соединения (металлической связи) между металлом сварного шва и основным металлом или между отдельными валиками сварного шва называют несплавлением. Различают несплавление по боковой стороне (рис. 66, и), между валиками (рис. 66, к), в корне шва (рис. 66, л); непровар -несплавление основного металла свариваемых элементов, возникающее вследствие неспособности расплавленного металла сварочной ванны (металла шва) проникнуть в корень соединения (рис. 66, м). Нарушение формы и размеров шва. К данной группе дефектов относят отклонения формы наружных поверхностей сварного шва, а также геометрии и размеров сварного соединения от установленных значений. Такими дефектами являются: подрез — образовавшееся при сварке продольное углубление по наружной границе сплавления шва с основным металлом (рис. 66, н);
усадочная канавка — подрез со стороны корня одностороннего сварного шва, вызванный усадкой расплавленного металла по границе сплавления (рис. 66, п); наплыв — избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавившийся с ним (рис. 66, р);
превышение выпуклости шва — избыток наплавленного металла на лицевой стороне стыкового и углового швов сверх установленного значения превышение проплава — избыток наплавленного металла на обратной стороне стыкового шва сверх установленного значения (рис. 66, т);
неправильный профиль сварного шва — профиль шва, при котором угол (а) между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше установленного значения (рис. 66, у);
не полностью заполненная разделка кромок — продольная непрерывная или прерывистая канавка на поверхности сварного шва, образовавшаяся при сварке вследствие недостаточности электродного металла (рис. 66, ф);
вогнутость корня шва — неглубокая канавка (углубление) со стороны корня одностороннего сварного шва, образовавшаяся вследствие усадки расплавленного металла (рис. 66, х);
прожог — сквозное отверстие в сварном шве, образовавшееся в результате вытекания части металла сварочной ванны (рис. 66, ц);
кратер — раковина в конце валика сварного шва, образовавшаяся в результате усадки расплавленного металла при обрыве дуги (рис. 66, ч). На дне кратера могут присутствовать продольные, поперечные и звездообразные трещины;
чрезмерная асимметрия углового шва — чрезмерное превышение размеров одного катета над другим;
неравномерная ширина шва — отклонение ширины от установленного значения вдоль сварного шва;
неправильные размеры шва — несоответствие длины, ширины и катета стыковых и угловых сварных швов установленным значениям;
неровная поверхность — грубая неравномерность формы поверхности выпуклости шва по длине;
возобновление — местная неровность поверхности сварного шва в месте возобновления сварки (рис. 66, ш);
линейное смещение — смещение между двумя свариваемыми элементами, при котором их поверхности располагаются параллельно, но не на требуемом уровне (рис. 66, щ);
угловое смещение — смещение между двумя свариваемыми элементами, при котором их поверхности располагаются под углом, отличающимся от требуемого. Прочие дефекты. В эту группу входят дефекты, которые не могут быть включены в предыдущие группы, в частности:
случайная дуга — местное повреждение поверхности основною металла, примыкающего к сварному шву, возникшее в результате случайного горения дуги;
брызги металла — затвердевшие капли расплавленного присадочного (электродного) металла, прилипшие к поверхности сварного соединения;
поверхностные задиры — повреждение поверхности, вызванное удалением временно приваренного приспособления;
неблагоприятная структура металла — структура металла шва, зоны сплавления и зоны термического влияния, снижающая эксплуатационные свойства сварного соединения;
неудовлетворительные механические свойства — механические свойства сварного соединения (металла шва, зоны сплавления и зоны термического влияния), значения которых не соответствуют требуемым.