

Блок 2(нет4,17,25,26,28,30)
1. Сварные соединения при сварке плавлением. Типы соединений, характеристики. Разновидности сварных соединений различных типов.
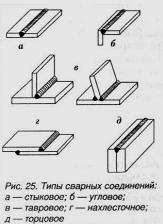
Сварные соединения по характеру расположения свариваемых элементов относительно друг друга классифицируют на пять типов: стыковые, угловые, тавровые, нахлесточные и торцовые. Все типы соединений могут быть выполнены ручной дуговой сваркой. Стыковыми соединениями называют сварные соединения двух элементов, примыкающих друг к другу торцовыми поверхностями (рис. 25, а). Эти соединения наиболее распространены, так как отличаются высокой надежностью, экономичностью и прочностью при растяжении, изгибе и сжатии в условиях статистических и динамических нагрузок, доступностью контроля качества и могут быть применены для соединения элементов практически любой толщины. Угловые соединения — сварные соединения двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 25, б).
Тавровыми соединениями называют сварные соединения, в которых торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 25, в). Нахлесточные соединения — это сварные соединения, в которых свариваемые элементы расположены параллельно и частично
перекрывают друг друга, при этом торцы обоих или одного элемента приварены к плоскости другого (рис. 25, г). Такие соединения отличают простота подготовки металла к сварке, поскольку не требуют специальной обработки свариваемых кромок, кроме ровной обрезки и очистки, и удобство сборки. Нахлесточные соединения наиболее распространены при сварке элементов толщиной до 10 мм. Серьезным их недостатком по сравнению со стыковыми соединениями являются увеличенный расход основного и
наплавленного металлов, а также более низкие эксплуатационные характеристики при действии динамических нагрузок и коррозионной среды.
Торцовые соединения — соединения, в которых боковые поверхности свариваемых элементов примыкают друг к другу (рис. 25, д). Такие соединения применяют довольно редко.
Классификация швов по положению при сварке.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) жидкого металла сварочной ванны. Сварные швы классифицируют по ряду признаков:
1. По типу соединения — на стыковые и угловые. Согласно ГОСТ 2601-84 стыковой шов — это шов стыкового соединения, угловой шов — шов углового, таврового и нахлесточного соединений. Однако подобную классификацию швов, по мнению авторов, нельзя считать достаточно корректной. Неправомерно, например, относить швы сварных тавровых соединений с разделкой и без разделки кромок (рис. 26, а и б) к одному виду шва — угловому, поскольку как технология сварки (см. гл. 10), так и условия расчета прочности этих соединений при растяжении различаются самым существенным образом. Швы тавровых соединений с разделкой кромок работают на разрыв, без разделки кромок — на срез. Шов таврового соединения с разделкой кромок по конструктивному оформлению, технологии сварки и условиям расчета прочности аналогичен шву стыкового соединения с подобной разделкой (рис. 26, б, в). Поэтому более правильно шов таврового соединения с разделкой кромок относить к стыковому шву. Стыковыми швами (стыковых, тавровых и угловых сварных соединений) следует считать сварные швы, образующиеся при расплавлении металла по толщине одного или обоих свариваемых элементов, при этом поперечное рабочее сечение шва находится в пределах их первоначальных очертаний. В этом случае угло-
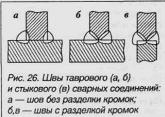
выми швами можно считать сварные швы без разделки кромок, образующиеся при заполнении двугранного угла между свариваемыми элементами, при этом поперечное рабочее сечение шва находится главным образом за пределами их первоначальных очертаний. Согласно этим стандартам есть стыковые швы, в том числе с V- и К-образными разделками кромок, присущие стыковым, тавровым и угловым соединениям, и есть угловые швы без разделки кромок, присущие всем типам соединений.
2. По положению в пространстве - на нижние, вертикальные, горизонтальные и потолочные. Горизонтальные угловые швы дополнительно подразделяют на горизонтально-вертикальные (расположенные на стыке горизонтального и нижнего положений) и горизонтально-потолочные (расположенные на
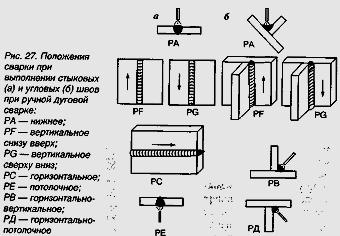
стыке горизонтального и потолочного положений). Положение швов при сварке определяет не только расположение швов в пространстве, но и направление сварки. На рис. 27 показаны базовые положения стыковых и угловых швов при ручной дуговой сварке по ГОСТ 11969-93 (150 6947:1990) «Сварные швы. Положения при сварке. Определения и обозначения углов наклона и поворота».
3. По положению относительно действующего усилия — на лобовые, фланговые, косые и комбинированные (рис. 28).
4. По протяженности угловые швы — на непрерывные (рис. 29, а) и прерывистые, т.е. имеющие промежутки по длине (рис. 29, б). Двусторонние прерывистые швы тавровых соединений выполняют цепными либо шахматными. У цепных швов промежутки расположены по обеим сторонам стенки один против другого (рис. 29, в), у шахматных — промежутки на одной стороне стенки расположены против сваренных участков шва с другой стороны (рис. 29, г). Формально к категории прерывистых швов сварных соединений можно отнести прихватки, которые представляют собой короткие стыковые и угловые швы, служащие для фиксации взаимного расположения подлежащих сварке соединяемых элементов. В последующем прихватки либо удаляют перед наложением основного (штатного) шва, либо сохраняют как часть последнего.
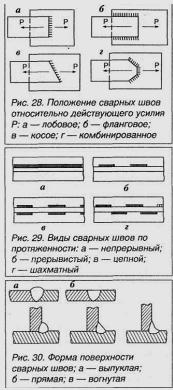
5. По форме поверхности шва (рис. 30) — на выпуклые и прямые стыковые швы, а также выпуклые, вогнутые и прямые угловые швы. Прямые стыковые швы — это швы, поверхность которых заподлицо с основным металлом, прямые угловые — швы, ограниченные плоскостью, проходящей через видимые линии границы сварного шва с основным металлом. Прямые стыковые швы и вогнутые угловые швы с плавным переходом к основному металлу хорошо работают при динамических нагрузках.
6. По количеству слоев — на однослойные (однопроходные) и многослойные (рис.31). Под слоем сварного шва понимают часть металла шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва.
