

8. Сварочная дуга. Электрические свойства дуги, вольтамперная характеристика. Магнитные свойства дуги.Газовые потоки в дуге.

Электрические свойства дуги. Режим горения сварочной дуги определяют два параметра: напряжение и сила тока. Напряжение дуги UД слагается из напряжений катодной области Uk, столба дуги Uст и анодной области Ua, т.е.
UД=Uк+Uст+Uа
При установившемся процессе горения напряжение дуги зависит главным образом от се длины. Такая зависимость выражается формулой
Uд=a+blд
где а — постоянный коэффициент, равный сумме напряжений катодной и анодной областей дуги (Uк+Ua), В; b — среднее удельное падение напряжения, отнесенное к одному миллиметру длины столба дуги (напряженность поля), В/мм.
Значения коэффициентов а и b зависят от составов покрытия и стержней электродов, свариваемого металла, силы сварочного тока и ряда других факторов (для покрытых электродов можно в среднем принять в-16...18В и 6=1,5...2,5В/мм). При неизменности всех технологических параметров сварки В условиях установившегося процесса между напряжением дуги и ее длиной существует фактически линейная зависимость (рис. 5).

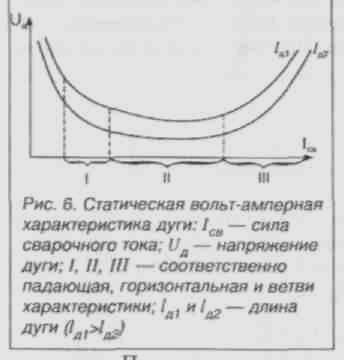
Другой характер зависимости наблюдается между напряжением дуги и вторым параметром горения дуги — силой сварочного тока при постоянной (заданной) длине дуги. Такая зависимость, называемая статической волът-амперной характеристикой, показана на рис. 6. В общем случае статическая характеристика дуги имеет три ветви: падающую, горизонтальную (жесткую) и возрастающую. Наличие таких грех ветвей связано с тем, что для дугового разряда электрическое сопротивление не является постоянным — оно зависит от интенсивности ионизации и плотности тока. При малых значениях силы тока (область I) с его увеличением весьма интенсивно возрастает число заряженных частиц, в результате чего сопротивление столба дуги существенно уменьшается и, как следствие, снижается необходимое для поддержания газового разряда напряжение. При дальнейшем увеличении силы тока скорость роста числа заряженных частиц снижается. Столб дуги начинает сжиматься, сопротивление увеличивается. Это приводит к появлению горизонтальной ветви статической характеристики (область //), а затем и к возрастающей (область ///).
Области I и II статической характеристики дуги соответствуют режимам, применяемым при ручной сварке покрытыми электродами. Для нее характерны следующие показатели режима: напряжение дуги 14-26 В, плотность сварочного тока 5-25 А/мм2.
Показанные на рис. 5 и 6 зависимости относятся к сварке как постоянным, так и переменным током. Однако душ переменного тока обладает рядом существенных особенностей, обусловленных периодическими изменениями напряжения и силы тока в соответствии с частотой тока (обычно 50 Гц)- В каждый полупериод при снижении напряжения ниже напряжения горения дуги, определяемого статической характеристикой (см. рис. 6), дуга гаснет. Несмотря на кратковременность прекращения горения, плазма дуги успевает остыть на несколько тысяч градусов, соответственно уменьшается и ее проводимость. Поэтому в каждый последующий полупериод дуга может возбуждаться только при более высоком напряжении, чем напряжение горения. В результате возникают перерывы в горении душ, что и приводит, в конечном счете, к ее обрыву. Поэтому для стабилизации горения дуги переменным током необходимо использовать специальные меры (например, введение в атмосферу дуги элементов-стабилизаторов с низким потенциалом ионизации: калия, натрия; включение в сварочную цепь специальных источников — генераторов дополнительных импульсов тока, способствующих возбуждению дуги синхронно с частотой питающей сети).
Магнитные свойства дуги. Столб дуги фактически является гибким проводником электрического тока, вокруг которого образуется собственное осесимметричпое электромагнитное поле (рис. 7, а). Поэтому положение столба дуги, как всякого электрического проводника, может легко изменяться под действием внешних магнитных сил (рис. 7, б~г). Такое явление отклонения дуги при сварке в результате действия магнитных полей пли ферромагнитных масс называется магнитным дутьем. Под воздействием магнитного дутья сварочная дуга перемещается и изменяет свою форму, резко повышается разбрызгивание расплавленного металла, ухудшается качество швов. Магнитное дутье может быть столь сильным, что сварка становится вообще невозможной. Его воздействие особенно заметно ощущается при сварке дугой постоянного тока на больших значениях его силы,

поскольку сила электромагнитного ноля приблизительно пропорциональна квадрату силы тока. Па магнитное дутье большое влияние оказывает размещение ферромагнитных масс вблизи места сварки, форма изделия, тип соединения и величина зазора между свариваемыми кромками, наличие остаточного магнетизма в свариваемых изделиях, угол наклона электрода к поверхности свариваемого металла, место подвода сварочного тока к изделию (рис. 8). Магнитное дутье увеличивается при сварке электродами с основным покрытием (по сравнению с электродами с рутиловым покрытием), швов в вертикальном и потолочном положениях, в глубокие и узкие разделки кромок на металле большой толщины. Уменьшение магнитного дутья в основном достигается следующими мероприятиями:
размагничиванием или ослаблением и уравновешиванием остаточного магнетизма в свариваемых изделиях путем установки на них постоянных магнитов;
изменением места подключения сварочного провода к изделию, имея в виду, что дуга отклоняется в сторону, противоположную точке токоподвода (см. рис. 8, б, в);
укладкой на свариваемое изделие дополнительных массивных стальных плит со стороны, противоположной
направлению отклонения дуги (при сварке на прямой полярности);
переходом со сварки постоянным током на сварку переменным током, при этом сварку рекомендуют вести возможно более короткой дугой;
изменением угла наклона электрода так, чтобы нижний конец электрода был обращен в сторону действия магнитного дутья.
Дутье дуги можно также снизить путем наложения на нее продольного постоянного магнитною потока, например, с помощью соленоида, а также применением двух обратных проводов с подсоединением их с двух сторон относительно места сварки.

Газовые потоки в дуге. Ионизированный газ (плазма) дуги не является стационарной системой и существует в виде газового потока, направленного вдоль ее оси. Эти потоки, движущиеся со скоростью до нескольких сотен метров в секунду, оказывают механическое воздействие на сварочную ванну. Главными причинами возникновения газовых потоков являются интенсивное поверхностное испарение металла электродного стержня в области активного пятна дуги и выделение большого количества газов, образующихся при разложении компонентов покрытия и прохождении ряда реакций, а также действие электродинамических сил пинч-эф-фекта, возникающих в столбе дуги.
Появление электродинамической силы обусловлено взаимодействием проводника с током и магнитным полем, создаваемым этим током. Если сечение электрического проводника постоянно, то возникающие в нем электродинамические силы Р направлены по радиусу к оси проводника и стремятся его сжать (пинч-эффект). Под их влиянием внутри проводника создается давление, подобное гидростатическому. В центре проводника давление достигает максимума, на периферии оно равно нулю (рис. 9). В проводниках переменного сечения, а к таким проводникам можно отнести и столб дуги при ручной дуговой сварке (см. рис. 4), возникает сила Р0, направленная вдоль оси и действующая от меньшего сечения к большему сечению (рис. 10). По величине
где Р0 — осевая сила, Н; I — сила тока, А; r1 и r2 — радиусы проводников соответственно большего и меньшего сечений, мм.
В твердых проводниках осевая составляющая электродинамической силы Ро внешне не проявляется, поскольку прочностные свойства твердого тела несоизмеримо выше. Однако в жидких и, особенно, в газообразных проводниках, подобных сварочной дуге, действие силы PQ может проявляться и, как правило, при ручной духовой сварке проявляется в значительной степени.