

23. Нагрев и плавление металла при сварке давлением (контактная точечная сварка)
Контактная сварка – термомеханический процесс образования неразъемного соединения металлов вследствие сцепления их атомов, при котором локальный нагрев свариваемых деталей протекающим электрическим током в зоне соединения сопровождается пластической деформацией, развивающейся под действием сжимающего усилия.
Межатомные связи при контактной сварке различными способами возникают в твердой фазе или через жидкую прослойку расплавленного металла и сохраняются после охлаждения и кристаллизации. Особенность контактной сварки – значительная скорость нагрева, для чего необходимы сварочные машины большой электрической мощности.
Все способы контактной сварки основаны на нагреве металла теплотой, выделяющейся при протекании по деталям электрического тока. Количество теплоты в основном зависит от силы тока, длительности его протекания и сопротивления металла зоны сварки.
Если наблюдать при большом увеличении поверхность любого металла после обработки резанием или давлением, то на ней видны значительные неровности (выступы и впадины). При сжатии деталей образуется контакт, который представляет собой соприкосновение двух поверхностей по небольшому числу отдельных точек. Чем мягче металл и меньше высота неровностей на его поверхности, тем ниже так называемое контактное сопротивление при постоянном усилии сжатия.
Контактное сопротивление вызвано резким уменьшением сечения проводника в зоне контакта и наличием на соприкасающихся поверхностях пленок окислов, имеющих низкую электропроводность. С повышением усилия сжатия отдельные выступы на поверхности металла сминаются, площадь фактического контакта деталей увеличивается и контактное сопротивление снижается. Контактное сопротивление значительно изменяется при нагреве деталей из-за повышения удельного сопротивления зон металла, прилегающих к контакту, а также увеличения числа и площади отдельных контактов в результате более интенсивного смятия нагретого металла. При нагреве увеличивается площадь контактов, поэтому с повышением температуры контактное сопротивление существенно уменьшается. Роль контактных сопротивлений в тепловыделении зависит от применяемого способа сварки и режима, в частности от силы сварочного тока и длительности его протекания.
Точечная сварка – способ, при котором детали 2 свариваются не по всей поверхности соединения, а в отдельных точках, соответствующих контактам с деталями стержней-электродов 1, передающих усилие и подводящих ток (рис. 1.1.1.1).
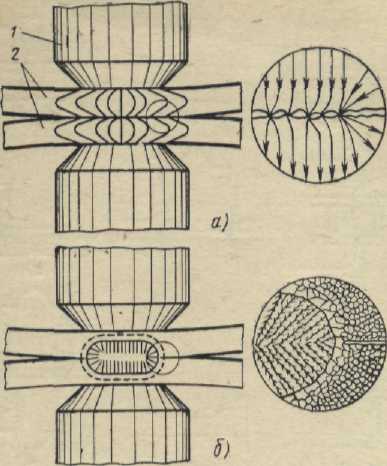
Рисунок 1.1.1.1. Схема процесса точечной сварки
При включении сварочного тока в первую очередь за счет концентрации линий тока разогреваются выступы контакта (рис.1.1.1.1, а), а затем и металл, находящийся в непосредственной близости к контакту. Электроды, используемые при точечной сварке, изготовляют из медных сплавов, имеющих высокую теплопроводность. Чтобы поверхности деталей, контактирующих с электродами, нагревались медленнее, чем внутренние слои металла зоны сварки, электроды охлаждают водой.
С повышением температуры металла контактные сопротивления снижаются и теплота выделяется в основном за счет сопротивления деталей. В процессе сварки собственное сопротивление деталей из низкоуглеродистых сталей увеличивается, а деталей из коррозионностойких (нержавеющих) сталей изменяется незначительно. Ток пропускают до тех пор, пока в центральной, наиболее нагретой зоне металл свариваемых деталей не расплавится. В результате расплавления образуется чечевицеобразная зона жидкого металла, окруженная плотным кольцом нагретого металла, в пределах которого имеет место достаточно прочное соединение в пластическом состоянии (без расплавления). Это кольцо-поясок, сжатое при нагреве усилием электродов, является уплотнением, препятствующим вытеканию жидкого металла в зазор между свариваемыми деталями. После получения зоны расплавления необходимых размеров сварочный ток выключают, металл охлаждается и в результате его затвердевания-кристаллизации формируется литое ядро сварной точки.