

Стандартизация точности шпоночных и щлицевых соединений
Стандартизация точности шпоночных соединений
Шпонка – это деталь для крепления на валу посаженных на него деталей (колёс, шкивов, полумуфт), для передачи вращения.
В иды
шпонок: призматические, сегментные,
клиновые.
иды
шпонок: призматические, сегментные,
клиновые.
Призматическая
шпонка
Рисунок 38
Различные посадки получают, изменяя поля допусков пазов, при неизменном поле допуска шпонки, то есть по ширине шпоночных соединений применяют посадки системы вала. На ширину шпонки установлено поле допуска h9. На основные размеры соединений установлены следующие поля допусков: на ширину пазов валов – H9, N9, P9; на ширину пазов втулок – D10, JS9, P9. На высоту шпонок при h 6 установлено поле допуска- h9 при h>6 h11
На длину шпонок h14 , а на длину пазов h15.
Они образуют на ширину шпонок три вида посадок, или соединений.
Свободное соединение. Для паза вала поле допуска H9, для паза втулки D10.
Нормальное соединение. Для паза вала поле допуска N9, для паза втулки JS9.
Плотное соединение. В обоих случаях P9.
Обозначения на чертежах
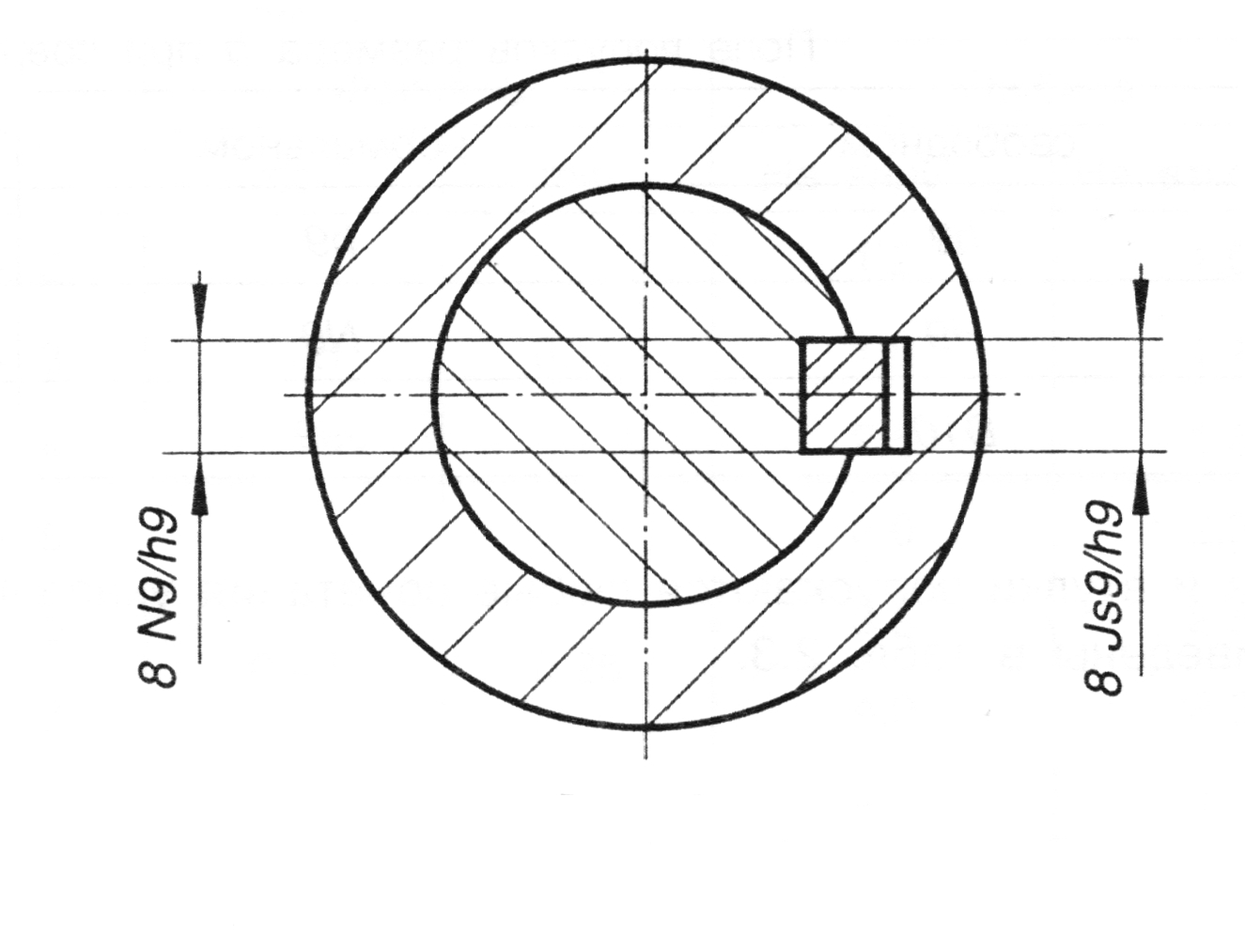
Рисунок 39
Стандартизация точности прямобочных шлицевых соединений
Шлицевое соединение – это многошпоночное соединение, служащее для передачи крутящего момента.
Достоинства по сравнению со шпоночными соединениями:
выше прочность, поэтому передают больше нагрузки
лучшее центрирование детали, то есть совпадение осей вала и втулки
Виды шлицевых соединений: прямобочные, эвольвентные, треугольные.
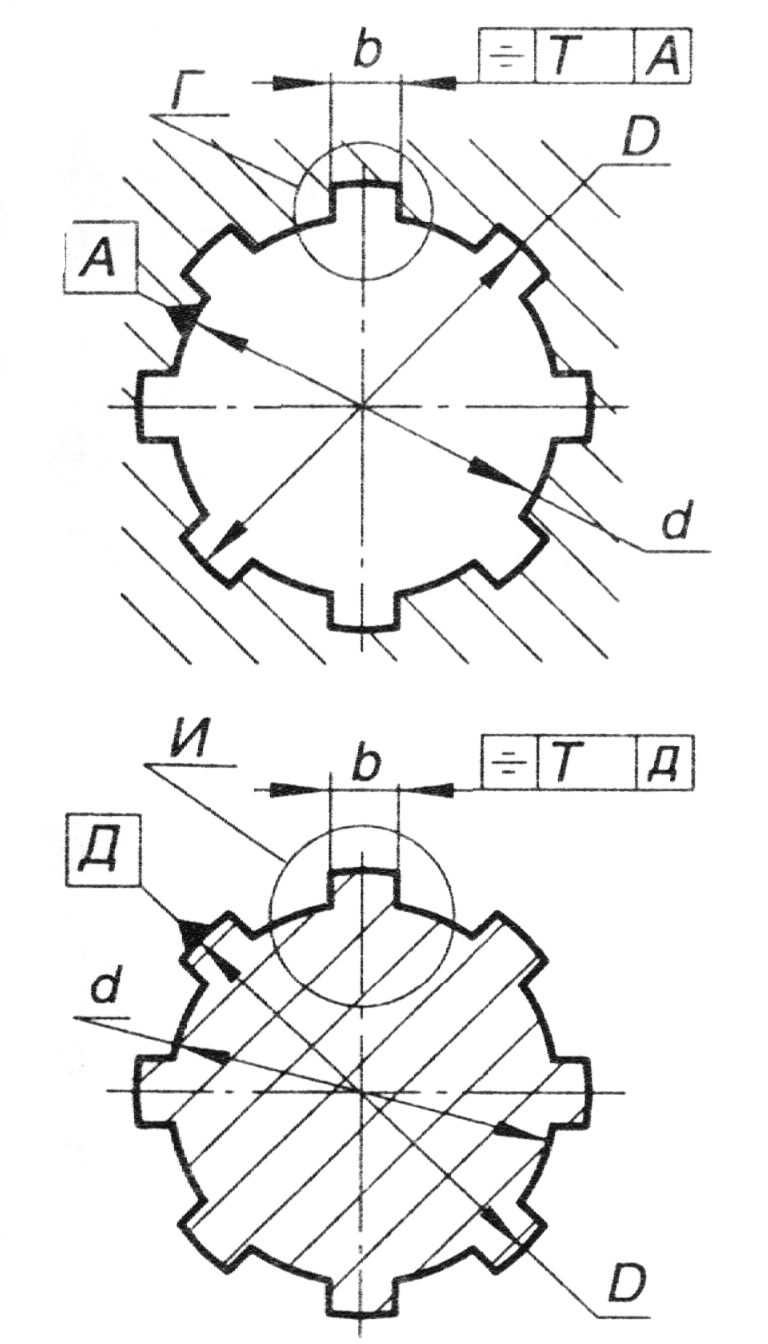
Рисунок 40
D – номинальный наружный диаметр
d – номинальный внутренний диаметр
z – число шлицев
b – ширина шлицев
Виды центрирования прямобочных шлицевых соединений
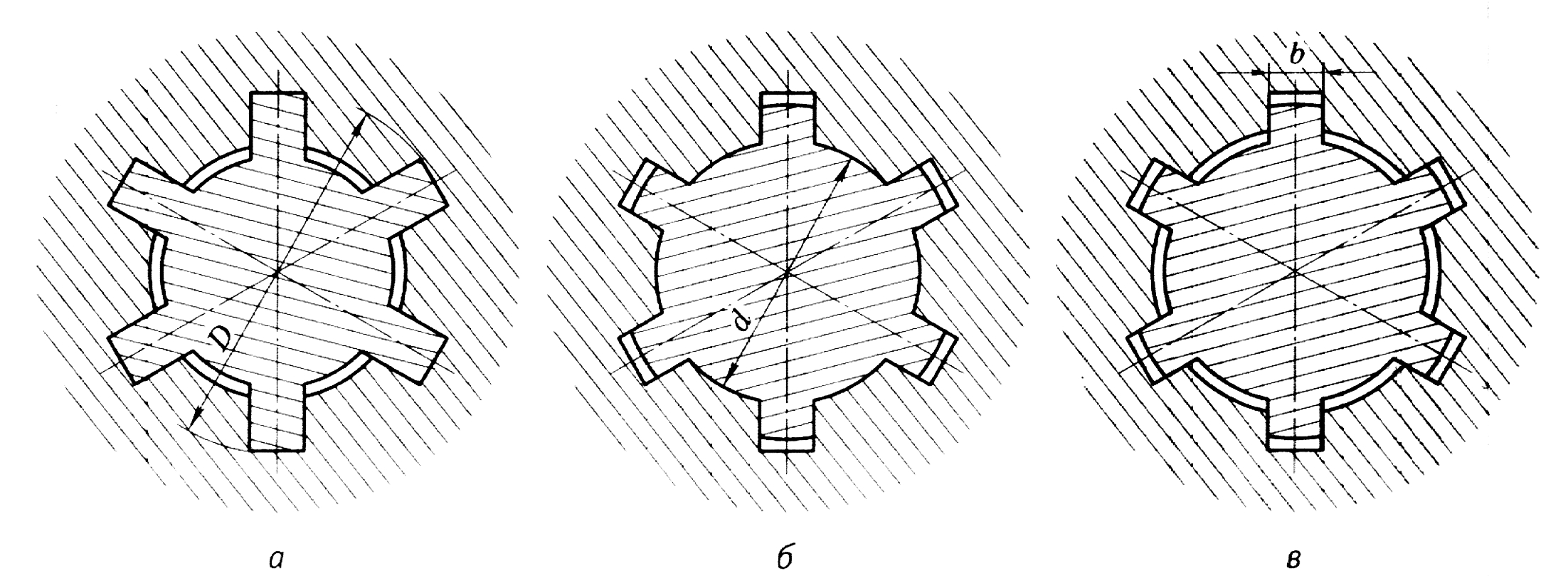
Рисунок 41
Центрирующей называется та поверхность, по которой создается точная посадка.
а) Центрирование по наружному диаметру (D). Основной способ центрирования для прямобочных применяется в подвижных и неподвижных соединениях, передающих небольшие крутящие моменты, то есть с малым износом поверхностей.
б) Центрирование по внутреннему диаметру (d). При высокой твердости сопрягаемых поверхностей, так как нельзя обрабатывать протяжкой, и при высоких требованиях к центрированию.
При центрировании по наружному и внутреннему диаметру посадки также создаются по боковым сторонам шлицев.
в) Центрирование по боковым сторонам шлицев. При невысокой точности центрирования и переменных нагрузках. Этот способ наиболее простой и экономичный.
Допуски прямобочных шлицев.
В зависимости от назначения и условий работы к шлицевым соединениям предъявляют различные требования в отношении точности и характера сопряжения по центрирующим и не центрирующим поверхностям. Поэтому стандартом установлено для центрирующих поверхностей валов двадцать полей допусков пятого-десятого квалитетов точности с основными отклонениями: d, e, f, h для образования посадок с зазором, а также js, k, m, n для образования переходных посадок.
Для центрирующих поверхностей втулок установлены следующие поля допусков: H6, H7, H8 при центрировании по наружному и внутреннему диаметру; F8, D9, D10, F10, Js10 при центрировании по размеру b. На не центрирующие диаметры установлены следующие поля допусков: если не центрирующий наружный диаметр (D), то для втулки H12, а для вала a11. Если нецентрирующий внутренний диаметр (d), то для втулки H11.
Выбор посадок основан на методе подобия: с увеличением длины и частоты перемещений применяют посадки с увеличенными зазорами, а при центрировании по ширине шлицев (b) назначают посадки с большими допусками.
Условные обозначения шлицевых прямобочных соединений
При центрировании по наружному диаметру (D).
Дано: z=6; d=18; D=22H7/f7; b=4D9/e8.
D-6x18x22H7/f7x4D9/e8. Шлицевое соединение.
D-6x18x22H7x4D9. Шлицевое отверстие
D-6x18x22f7x4e8. Шлицевой вал.
6х18х22х4 – номинальное обозначение шлицевого соединения.
Центрирование по внутреннему диаметру.
Дано: z=8; d=14H8/f8; D=20H12/а11; b=4D10/e9.
d-8x14H8/f8x20H12/a11x4D10/e9. Шлицевое соединение.
Контрольные вопросы:
Какие типы шпоночных соединений вам известны?
Как обозначаются посадки шпоночных соединений на чертежах?
Назовите параметры прямобочных шлицевых соединений.
Какие виды центрирования деталей применяют в машиностроении?
Опишите обозначения прямобочных шлицевых соединений?