

Окончание таблицы 11.5
1 |
2 |
3 |
4 |
5 |
6 |
Проходная
|
Конвейерная |
То же |
» |
» |
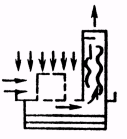
В камеру через воздухораспределители в потолке |
Бескамерная
|
Мостовым краном |
Вне укрытия |
Вертикально-горизонтальное |
» |
Из цеха |
Проходная
|
Конвейерная |
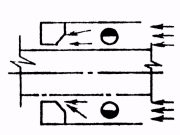
В камере с двух сторон изделия |
Горизонтальное продольное |
Вертикальные решетки в торце камеры |
Из цеха через дверцы или решетки в торце камеры |
|
То же |
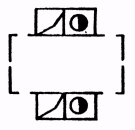
Па площадках с двух сторон изделия |
Горизонтальное |
Боковые решетки в вертикальных воздуховодах |
Из цеха |

При бескамерном окрашивании вытяжная решетка располагается в полу на рабочих местах окраски. Площадь решетки должна быть достаточна для размещения изделий, которые следует располагать не ближе чем на расстоянии 300 мм от ее края. Стороны решетки не должны быть меньше 1,4 высоты изделия.
Бескамерное окрашивание изделий высотой более 2 м можно производить, если напольные решетки, расположенные вблизи стены, экранированы.
Экраны должны быть выше окрашиваемого изделия не менее чем на 0,5 м. Объемы воздуха, подлежащие удалению с квадратного метра напольной решетки, приведены в табл. 11.4.
Количество удаляемого воздуха определяется из условия создания скорости воздуха в открытых проемах равной 0,4—0,5 м/с и обеспечения взрывобезопасности концентрации паров растворители в камере (не выше 20% нижнего предела взрываемости). При этом скорость потока воздуха в камере не должна превышать 0,3 м/с.
11.6. Цеха механической обработки металлов
Технологическое оборудование металлообрабатывающих и металлосборочных цехов до настоящего времени, как правило, не снабжается заводами-изготовителями встроенными местными отсосами. В связи с этим применяются главным образом нестандартные пристроенные местные отсосы, выполненные в виде кожухов, воронок и т.п.
В первую очередь ими снабжаются станки, на которых механическая обработка металла производится без применения СОЖ, и процесс сопровождается интенсивным пылевыделением. К этой группе оборудования относятся различные шлифовальные станки (плоскошлифовальные и др.), заточные станки, а также токарные станки, на которых осуществляется обработка хрупких металлов (чугуна, бронзы и др.).
На токарных станках часто применяют нестандартные укрытия с откидными экранами для ограждения зоны резания от разлетающейся стружки. При обработке хрупких материалов для удаления образующейся пыли укрытия следует подключать к системе вытяжной вентиляции. Объем удаляемого воздуха определяется из условия создания скоростей подавания воздуха в укрытие 2—3 м/с.
Объемы воздуха (м3/ч), отсасываемого от кожухов сухих абразивных кругов (при работе без применения СОЖ), принимаются равными большей из величин, определенных по формулам:
L1 = 3600FV0; (11.9)
L2 = kd, (11.10)
где F — площадь живого сечения рабочего отверстия кожуха, м2; V0 — скорость в этом сечении, равная 0,25 Vк при направлении пылевого факела непосредственно в отверстие кожуха; Vк — максимальная окружная скорость вращения круга, м/с; d — диаметр круга, мм; k — коэффициент, равный 2 для шлифовальных и заточных станков, 4 — для войлочных кругов с абразивной обмазкой.
Для очистки воздуха, удаляемого централизованными вытяжными системами от шлифовальных, заточных и других станков с сухими абразивными кругами, применяют циклоны НИИОГаза (ЦН-11, ЦН-15 и др.) и мокрые пылеуловители ПВМк.
В цехах механической обработки используют также и индивидуальные фильтровентиляционные агрегаты (ФВА), предназначенные для очистки от сухой пыли (металлической и абразивной) с возвратом очищенного воздуха в цех.
В табл. 11.6 приведены основные характеристики ФВА, предназначенных для отсоса загрязненного воздуха из зоны обработки металлообрабатывающего оборудования и очистки его от абразивно-металлической пыли, мелкой стружки и т.п. Для обеспечения более высокой степени очистки ( = 97…99 %) применяют ФВА с использованием в качестве фильтрующего материала различных тканей (агрегаты АФ-23, ЗИЛ, ВЦНИИОТ). В агрегатах ПА-218, ПА-218Б степень улавливания ниже. В агрегате ПА-218Б увеличение скорости вращения колес вентилятора (до 5000 мин–1) достигается за счет использования клиноременной передачи.
Значительное разрежение, создаваемое в агрегате модели ПА-218Б, позволяет использовать его для отсасывания стружки, а также пыли и стружки от крупных фрезерных и абразивных станков.
Металлообрабатывающие станки с использованием СОЖ также необходимо оборудовать местными отсосами с подключением их к централизированным системам или ФВА, обеспечивающих достаточно высокую степень очистки от масляного аэрозоля, что позволяет очищенный воздух возвращать обратно в цех.
Таблица 11.6