

Вырубной штамп. Схема установки заготовки.
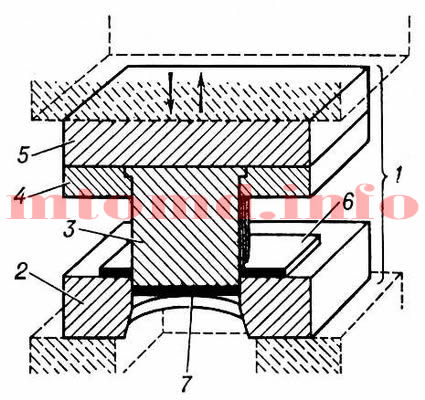 1
— штамп; 2 — матрица; 3 — пуансон; 4 —
пуансонодержатель; 5 — верхняя плита;
6 — заготовка; 7 — вырубленная деталь
1
— штамп; 2 — матрица; 3 — пуансон; 4 —
пуансонодержатель; 5 — верхняя плита;
6 — заготовка; 7 — вырубленная деталь
Для удешевления производства при малом объёме листовой штамповки деталей (особенно крупногабаритных) матрицу изготовляют из чугуна, стали или бетона, а пуансон заменяют водой или др. жидкостью, находящейся в контейнере, расположенном на матрице над заготовкой. В результате взрыва порохового заряда в воде создаётся давление на листовую заготовку и происходит её деформация по форме матрицы. Этот метод назван взрывным штампованием (см. Штамповка взрывом). Используют также электрический разряд, действие которого на воду передаётся заготовке, — метод электролитической штамповки. Заготовки можно штамповать в штампе, который имеет одну рабочую часть (матрицу или пуансон). В этом случае для создания давления на заготовку используют разряд высоковольтных конденсаторов, в результате которого создаётся мощное быстроменяющееся магнитное поле, — метод электромагнитной штамповки.
1.Листовая штамповка. Виды заготовок, оборудование, технологическая схема
Листовая штамповка — метод изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без применения прессов. Листовая штамповка подразделяется на горячую и холодную. Холодная штамповка - метод обработки давлением, который позволяет получить детали, часто не требующие дальнейшей обработки. При помощи этого метода изготовляют как крупные, так и мелкие детали (рамы и кузова автомобилей, шасси самолетов, элементы обшивки судов, детали часовых механизмов и др.). Листовая штамповка дает большую экономию в использовании металла, обеспечивая в то же время высокую производительность. Но наибольший эффект она дает при массовом и крупносерийном производстве. При холодной листовой штамповке применяются углеродистая и легированная стали, алюминий и его сплавы, медь и ее сплавы, а также неметаллические материалы: картон, эбонит, кожа, резина, фибра, пластмасса, поставляемые в виде листов, лент и полос. Основным технологическим оборудованием для изготовления изделий методом листовой штамповки являются вибрационные ножницы, кривошипные и гидравлические прессы. Выбираем штамп с направляющими колонками, так как колонки обеспечивают более надёжное направление по сравнению с направляющей плитой. Отходы от пробивки отверстий удаляется на провал через окно в пуансон – матрице в нижней плите штампа. Отход от вырубки по контуру удаляется в виде остатков полосы вручную. Из-за сил трения между деталью и рабочими поверхностями штампа, а также из-за напряжения сжатия заготовки, возникающего при пробивке-вырубке под рабочими плоскостями пуансонов, заготовка остается на пуансонах. Чтобы снять ее применяется съёмник. Он снимает заготовку при обратном ходе хвостовика. Выбираем подвижный съемник.
Полоса подается справа налево до грибкового упора. Затем происходит ход пуансона, пробиваются три отверстия, происходит вырубка по контуру. Отходы при пробивке удаляются через провальное окно в пуансон – матрице, деталь после вырубки извлекается пинцетом.
Схема технологического процесса штамповки в основном определяется конфигурацией и размером детали, которую нужно получить. По чертежу детали составляют чертеж поковки. Схемы штамповки в открытых и закрытых штампах. / - облойная канавка. Схема технологического процесса штамповки в основном определяется конфигурацией и размером детали, которую необходимо получить. Схемы штамповки в открытых и закрытых штампах. Схема технологического процесса штамповки в основном определяется конфигурацией и размером детали, которую нужно получить. По чертежу детали составляют чертеж поковки.