

Режими і технологія газового зварювання
Ефективність виконання процесу газового зварювання визначається режимом зварювання (потужністю полум’я, швидкістю зварювання, ді¬аметром присадного металу) і технологією зварювання, що включає розташування пальника та присадного металу відносно зварюваного металу, а також рух пальника і присадного металу.
Потужність полум’я (дм3/год) визначається кількістю горючого газу, що спалюється за одиницю часу. Встановлено, що необхідна для зварювання потужність полум’я Vа приблизно пропорційна товщині зварюваного металу:
Vа = кg,
де к - коефіцієнт пропорційності (дм/(год мм), що дорівнює для низьковуглецевої сталі 100... 130; для чавуну та нержавіючої сталі -
75.. .100; для алюмінію - 100...150; для міді - 150...225; 5 - товщина металу, мм.
Середня швидкість переміщення полум’я V (м/год) відносно деталей, що зварюються, при ручному зварюванні на сталому режимі прогрівання та розплавлення металу також залежить від товщини:
V=Ag
де А - коефіцієнт, що залежить від властивостей зварюваного металу, і, певмою мірою, від товщини (для сталі середньої товщини А - 12... 15).
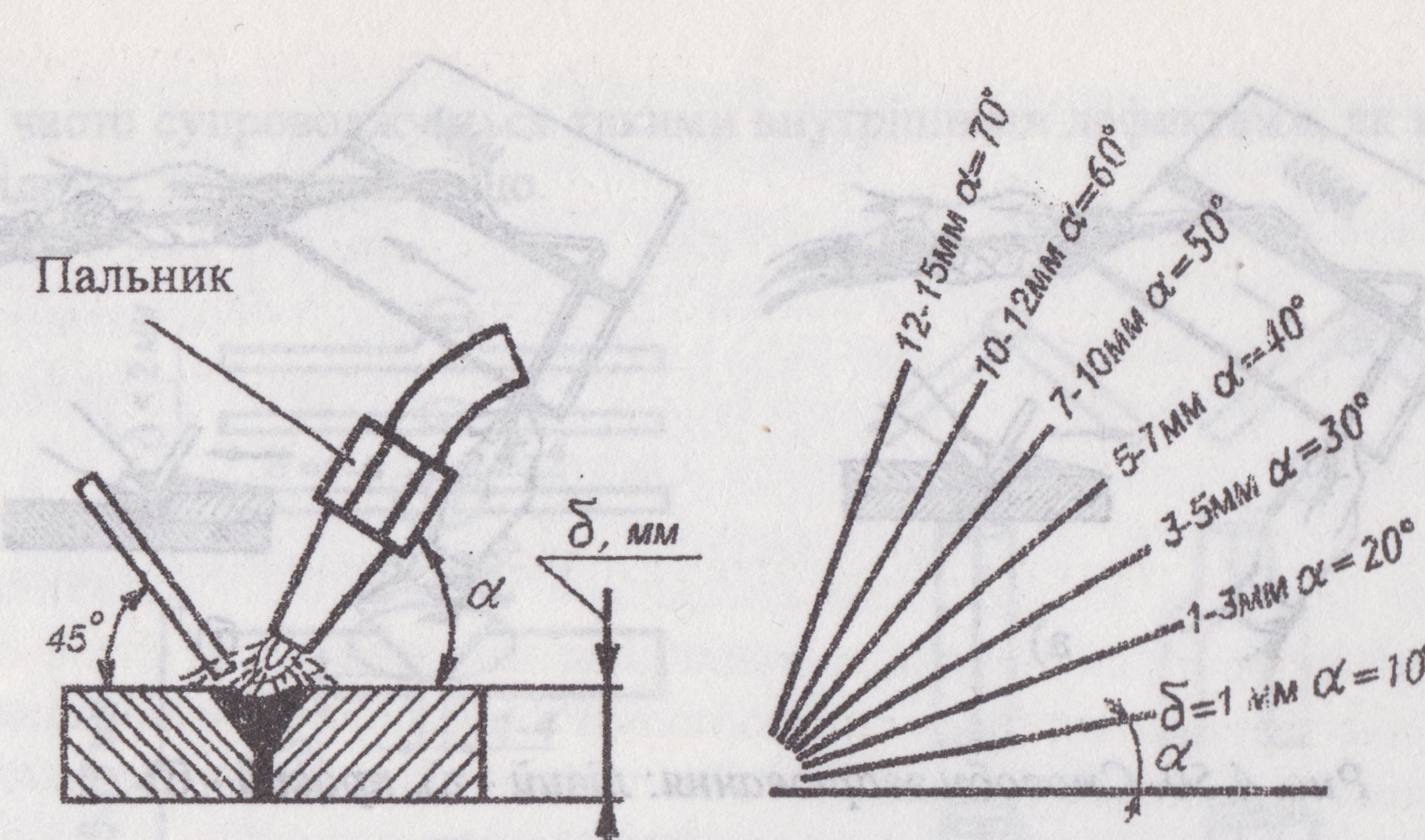
Вплив полум’я на зварювані деталі та розподіл теплоти, яку вони отримують, залежить від кута нахилу а вісі пальника до з’єднуваної поверхні металу. Зварювання металів малої товщини виконується при малому значенні кута. При зварюванні великої товщини розташування пальника змінюють, направляючи полум’я більш вертикально.
 Важливим
фактором, який впливає на ефективність
газового зварювання, є вибір способу,
зумовлений взаємним розташуванням
полум’я та присадного металу відносно
напрямку зварювання.
Важливим
фактором, який впливає на ефективність
газового зварювання, є вибір способу,
зумовлений взаємним розташуванням
полум’я та присадного металу відносно
напрямку зварювання.
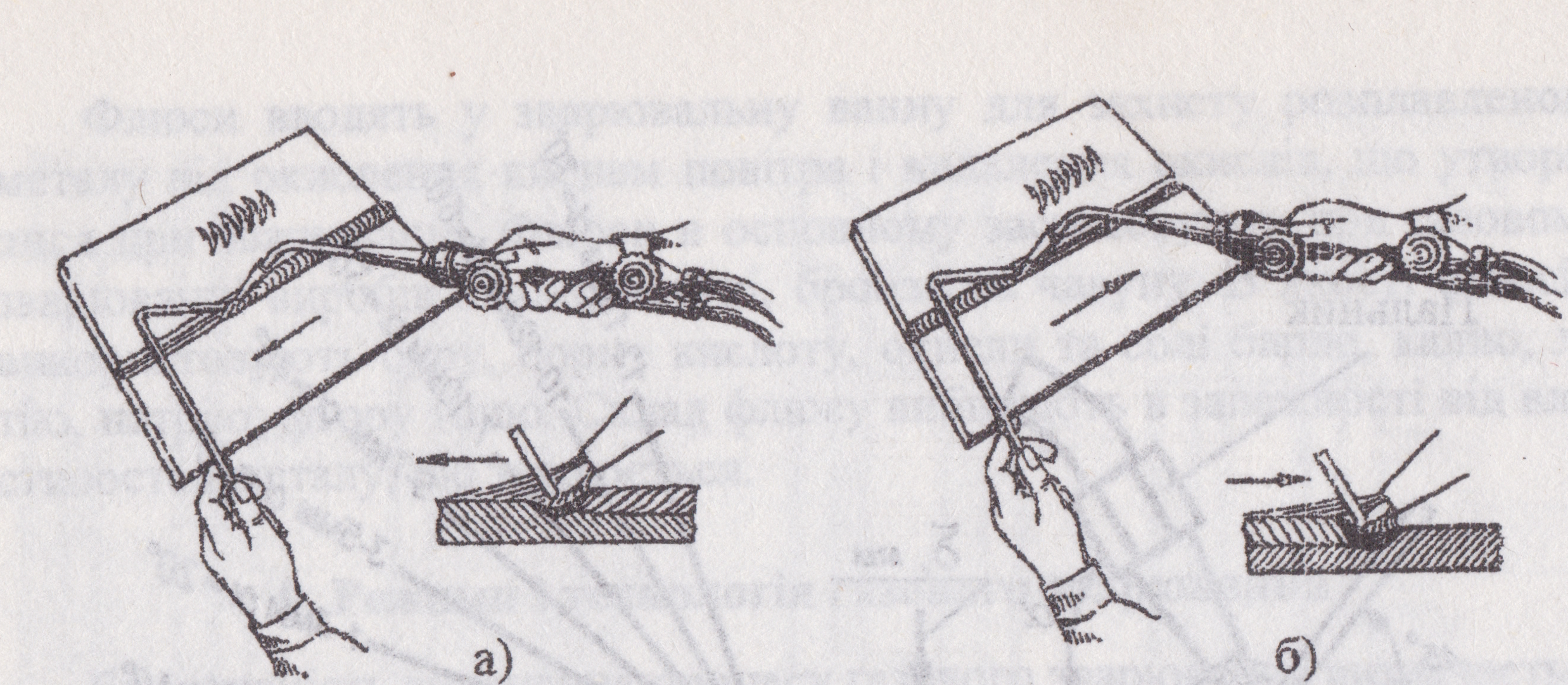
Існує два способи зварювання лівий і правий
При лівому способі зварювання виконується справа наліво, зварювальне полум’я направляється на ще не зварені кромки металу, а присадний дріт переміщується попереду полум’я. Лівий спо¬сіб найбільш розповсюджений і застосовується при зварюванні тонких і легкоплавких металів. При цьому способі зварювальяик добре бачить зварний шов.
 Потужність
зварювального пальника при лівому
способі зварювання для сталі вибирається
в межах 100...130 дм3/год ацетилену на 1 мм
товщини б зварюваного металу; діаметр
d
присадного дроту d
= g/2
+ 1 мм.
Потужність
зварювального пальника при лівому
способі зварювання для сталі вибирається
в межах 100...130 дм3/год ацетилену на 1 мм
товщини б зварюваного металу; діаметр
d
присадного дроту d
= g/2
+ 1 мм.
При правому способі зварювання виконується зліва направо, зварювальне полум'я направляється на зварену ділянку шва, а присадний дріт переміщується слідом за пальником. Якість шва при празому способі вища, ніж а при лівому, внаслідок кращого захисту зварювальної ванни й уповільненого охолодження металу шва. Правий спосіб доцільно застосовувати при зварюванні металів з великою теплопровідністю.
Потужність зварювального пальника для сталі при правому способі вибирається з розрахунку 120.. .150 дм3/год ацетилену на 1 мм товщини зварюваного металу. Діаметр присадного дроту дорівнює приблизно половині товщини зварюваного металу № = 5/2 мм).
Типи, дефекти і зовнішній контроль зварених швів
Звичайними зварювальними пальниками можна за один прохід проварити метал обмеженої товщини (для сталі ця товщина не перевершує 15 мм). Тому для зварювання деталей більшої товщини викорис¬товують зварювання за декілька проходів.
Основним типом звареного з’єднання є. Якщо деталі малої товщини (менше 2 мм), між ними перед зварюван¬ням не залишають зазору, якщо більшої - зазор може дорівнювати 1 ...4 мм.
При газовому зварюванні крім стикових часто застосовуються кутові й торцеві з’єднання. Торцеві з’єднання зварюються без присадного металу і попередньої підготовки кромок.
З’єднання таврові і внапуск застосовуються при газовому зварюванні тільки для деталей невеликої товщини.
Основними причинами утворення дефектів є порушення технології, застосування невідповідних зварювальних матеріалів, неправильний вибір режиму зварювання та низька кваліфікація зварювальника. Дефекти можуть бути зовнішніми і внутрішніми.
При газовому зварюванні найбільш частими зовнішніми дефектами швІ8 є малорозміркість ширини і висоти шва, велика горбкуватість, наявність сідловин. Ці дефек я виникають внаслідок поганої якості присадного дроту і горючих газів, неправильної підготовки кромок, недостатньої кваліфікації зварювальника. Порушення форми та розмірів