

17.4 Последовательность и содержание сборочной операции
После тщательного изучения конструкции и работы, как всей машины, так и отдельных сборочных единиц, анализа ТУ на их изготовление и сборку на основе знаний условий конкретного производства приступают к разбивке изделия на составные части. При выполнении этой операции необходимо исходить из следующих принципов:
Сборочная единица не должна расчленяться как в процессе сборки, так и в процессе дальнейшей транспортировке и монтажа.
Габаритные размеры сборочных единиц должны устанавливаться , исходя из необходимости обеспечения возможности их сборки и с учетом наличия технических средств их транспортирования.
Сборочным операциям должны предшествовать подготовительные и пригоночные операции, связанные с резанием металла, которые сводятся в отдельные операции, и
должны производиться на специальном рабочем месте или в механических цехах на станке.
Сборочная единица не должна состоять из большого числа деталей и сопряжений, в от же время излишне дробление машины на сборочные единицы, нерационально, т. к. это усложняет процесс комплектования, при сборке создает дополнительные трудности в организации сборочных работ, большинство деталей машин должно войти в те или иные единицы, чтобы сократить число деталей, подаваемых непосредственно на сборку, исключение составляют базовые детали, а также некоторые детали крепления.
Изделия следует расчленять таким образом, чтобы конструктивные условия позволяли осуществлять сборку наибольшего числа сборочных единиц, независимо, друг от друга и без ущерба для эксплуатации машины; такое расчленение обеспечит и улучшит ремонтопригодность изделия.
Последовательность сборки в основном определяется конструкцией изделия, компановкой деталей и методами достижения требуемой точности и может быть представлена в виде технологической схемы сборки.
Деталь или даже сборочная единица, к которой начинают сборку изделия, присоединяя к ней другие детали или сборочные единицы – называют базовой деталью.
17.5 Проектирование технологических процессов сборки
Для разработки ТП сборки необходимы следующие данные:
1. Описание назначения конструкции, ТУ на приемку и испытания изделия;
2. Сборочные чертежи изделия и общих видов сборочных единиц;
3. Производственная программа выпуска и планируемый интервал времени выпуска изделия;
4. Спецификация поступающих на сборку сборочных единиц и деталей.
При проектировании ТП используются справочные и нормативные материалы.
На основании исходных данных составляют технологическую схему сборочных единиц ( узлов и п/узлов ). Технологические схемы сборки –
основа для проектирования ТП сборки. При разработке схемы сборки первоначально создается типовая схема разбивки изделия на сборочные единицы, на которой каждая составляющая изображается виде треугольника с указанием номера сборочной единицы и наименования. На основании схемы разбивки составляются технологические схемы сборки сборочных единиц и изделия в целом. Можно составлять несколько вариантов схем сборки, используя средства механизации и автоматизации сборочного процесса. Выбор наиболее экономически эффективного варианта ТП сборки может быть решен с помощью ЭВМ.
В целом ТП сборки изделия проектируется в такой последовательности:
1. Составляют схему разбивки изделия ( машины ) на сборочные единицы( узлы и п/узлы );
2. Составляют технологические схемы и карты сборки сборочных ( узлов и п/узлов ) и изделия ( машины ) в целом;
3. Выбирают метод сборки и устанавливают последовательность ее операций;
4. Разрабатывают операционный тп и осуществляют нормирование процессов сборки;
5. М выпуска;
6. Определяют число контрольных и испытательных станций;
7. Составляют карты технологического контроля сборки;
8. Выбирают или проектируют специальную оснастку, приспособления, инструмент, подъемно-транспортные средства для каждого рабочего места;
9. Рассчитывают технико-экономические показатели тп сборки;
10. Разрабатывают технологическую планировку участков сборочного цеха.
В зависимости от типа производства разрабатывают маршрутный или операционный тп сборки. Для единичного и мелкосерийного производства составляют тп укрупненный маршрутный тп сборки или прилагают к сборочному чертежу схему сборки Для среднесерийного, крупносерийного и массового производства разрабатывают операционный ТП сборки, в котором , процесс каждого узла делят на операции, переходы и приемы.
Процесс сборки изображается на схеме горизонтальной линией в направлении от прямоугольника с изображением базовой составной части до прямоугольника, изображающего готовое изделие (или сборочную единицу). ЫВыше горизонтальной линии показываются в порядке последователдьности сборки прямоугольники, условно обозначающие детали, а ниже – прямоугольники, условно изображающие сборочные единицы.
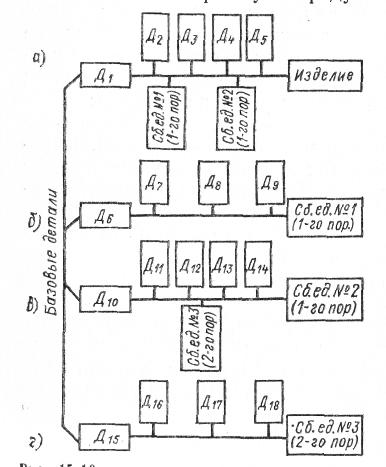
Рисунок 17.1 - Технологические схемы сборки изделия (а) и сборочных единиц более высоких порядков (б-г)
Для каждой сборочной единицы первого и более высоких порядков могут быть построены аналогичные схемы. Технологическая схема сборки является основой для проектирования техпроцесса сборки. При сборке сложных изделий целесообразно сначала разработать общую схему сборки, а после этого схемы узловых сборок (1-го; 2-го и более высоких порядков ).