

16.3 Изготовление дисков
Диски используются в качестве рабочих органов и плугах, лущильниках, сеялках, боронах, картофелесажалках и свеклоуборочных комбайнах.
По конструкции можно выделить плоские, сферические и вырезные диски. Изготавливаются из сталей 65Г и 75Г, толщенной 2,5…8,0 мм. Рабочая зона дисков подвергается термической обработке ТВЧ до твердости 35…45 HRC.
После вырубки из листа, гибки (сферические диски) и рихтовки производится сверление или пробивка отверстий для крепления диска, обтачивание фасок (затачивание) на токарном станке и термическая обработка.
16.4 Изготовление лемехов, отвалов, полевых досок плугов и лап культиваторов
Диск плуга работает в тяжелых условиях абразивного изнашивания, подвергается большим силовым нагрузкам, может испытывать удары о камни, находящиеся в почве. В связи с этим лемеха быстро выходят из строя.
Изготавливается из специальной лемешной стали Л53 или Л65. Со стороны лезвия лемех закаливается на ширину 20…45 мм до твердости 60 HRC, твердость в незакаленной зоне – не более 33 HRC.
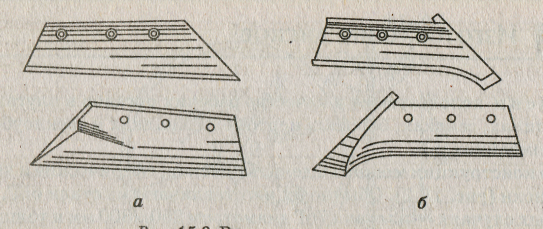
Рисунок 16.2 - Виды лемехов плугов:
а – трапецеидальные; б – долотообразные
Для повышения износостойкости лемеха на его верхнюю или нижнюю поверхность наносится слой износостойкого твердого сплава толщиной до 1,7 мм. Ширина наплавляемой полосы на прямолинейном участке равна 25…30 мм, а у носка – 55…65 мм. В процессе эксплуатации слой металла на рабочей стороне лемеха изнашивается быстрее, а на тыльной (более износостойкой) – медленнее. При этом острота лезвия лемеха сохраняется, и такой лемех называется самозатачивающимся.
Свойством самозатачивания обладают и лемеха из двухслойной стали, у которых верхний слой – мягкая сталь, а нижний тонкий – высоколегированная износостойкая сталь. Срок службы таких лемехов в 2 раза больше, чем лемехов, наплавленных слоем твердого сплава.
На лемехе, наплавленном слоем твердого сплава, не допускаются трещины. Твердость наплавленного слоя должна быть ниже 46 HRC.
Технологический процесс изготовления включает следующие операции: вырубку заготовки, штамповку, изготовление отверстий, термическую обработку или наплавку сормайтом.
Отвал, как и лемех, работает в условиях абразивного изнашивания и может испытывать удары камней. Материалом для изготовления отвала служит малоуглеродистая сталь марки Ст.2 или трехслойная сталь. Отвалы из стали марки Ст.2 подвергаются цементации на глубину 1,5…2,2 мм с последующей закалкой до твердости 50… 62 HRC.
Трехслойная сталь для отвалов имеет твердые поверхностные слои из стали 65Г и мягкий внутренний слой из стали марки Ст.2.
Материалом для изготовления заготовки отвала служит листовая сталь. После вырубки по контуру и изготовления отверстий заготовка подвергается цементации, гибке и термической обработке.
Выгибка лемеха и отвала контролируется шаблоном, соответствующим форме отвально-лемешной поверхности.
Полевая доска. Материалом для изготовления полевой доски служит износостойкие стали марок Ст.5, Ст.6, Л65, Л53 и подвергаются термической обработке для получения твердости 47…59 HRC.
Заготовкой служит полоса, которая разрезается (рубится) на отрезки требуемой длены, затем в них изготавливаются отверстия, после чего производится термическая обработка.
Лапы культиваторов имеют различную конструкцию.
Материал лап – сталь марок 65Г и 70Г. Для некоторых рыхлительных лап допускается применение стали марки Ст.6. Детали подвергаются местной закалки ТВЧ до твердости 38…52 HRC.
Лапы изготавливаются штамповкой из листового материала. В зависимости от конструкции лапы последующие операции могут включать гибку, сверление и зенкерование отверстий, термическую обработку и заточку лезвий.
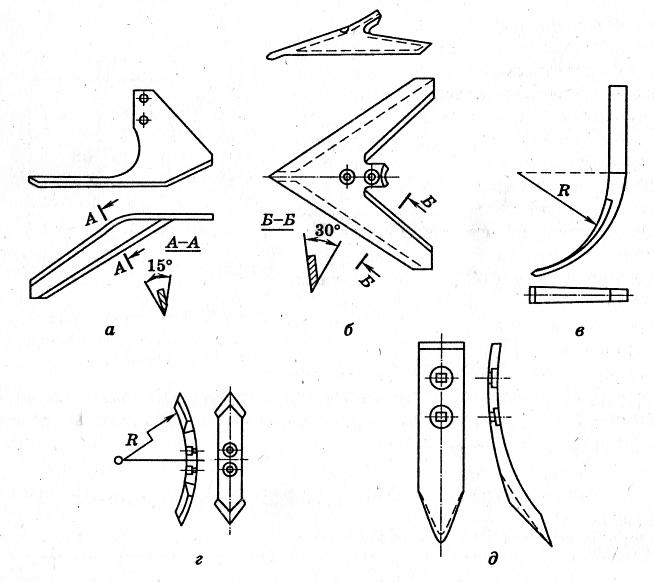
Рисунок 16.3 - Конструктивное использование лап культиваторов:
а – полольные односторонние; б – полольные стрельчатые;
в – рыхлительные долотообразные; г – рыхлительные оборотные;
д – рыхлительные копьевидные