

15.3 Обработка шлицевых поверхностей в отверстиях
Шлицы в отверстиях, как правило, протягивают. Протягивание цилиндрической поверхности и шлицев осуществляют раздельно или комбинированной шлицевой протяжкой на горизонтально-протяжных станках. Сначала отверстие и иногда торец обрабатываются предварительно, потом отверстие протягивается круглой протяжкой и затем шлицевой протяжкой – обычной или прогрессивной.
Шлицевые отверстия диаметром до 50 мм протягиваются обычно комбинированной протяжкой. Протягивание – высокопроизводительный процесс. Параметр шероховатости обработанной поверхности Ra = 1,7-0,8 мкм.
Если втулка или зубчатое колесо подвергается термической обработке, то после этого, на внутришлифовальном станке шлифуется цилиндрическая поверхность отверстия, которая сопрягается с дном впадины шлицев вала (при центрировании по внутреннему диаметру шлицев вала). Для получения точного наружного диаметра впадин шлицевого отверстия его калибруют, а иногда и притирают.
Контрольные вопросы
1.Инструмент для обработки шпоночных пазов зубчатых колес.
2.Назовите наиболее точный способ изготовления шпоночных пазов.
3. Методы обработки шлицевых поверхностей зубчатых колес.
4. Способы центрирования валов при обработке прямобочных шлицев.
5. Инструмент для обработки шлицев на валах.
6.Способ обработки шлицевых поверхностей в отверстиях.
Лекция 16 – 1 час
16 Технология механической обработки типовых деталей сельскохозяйственных машин, тракторов и автомобилей
16.1 Характеристика деталей
В сельскохозяйственных машинах помимо деталей, применяемых в общем машиностроении (валов, осей, зубчатых колес, втулок), используются детали, имеющие специфическое назначение или конструкцию. К ним относятся детали рабочих органов сельскохозяйственных орудий и некоторые детали трансмиссии.
Детали рабочих органов по общности их конструктивно-технологических признаков можно разделить на следующие группы:
- зубья и штифты
- диски
- лемеха, отвалы, полевые доски
- лапы культиваторов
- сегменты и вкладыши режущих аппаратов
- семяпроводы
Трансмиссия служит для передачи движения от источника движения (двигателя, вала отбора мощности трактора) к рабочему органу или движителю.
В трансмиссиях сельскохозяйственных машин и агрегатов можно выделить ряд характерных деталей, из которых наиболее часто применяются следующие: цепи, звездочки, шнеки, коленчатые оси и валы, крестовины, пружины.
16.2 Изготовление зубьев и штифтов
Зубья борон, пружинных грабель, зубья и штифты молотильных аппаратов комбайнов, а также других сельскохозяйственных орудий имеют обычно простую конструкцию и несложную технологию изготовления.
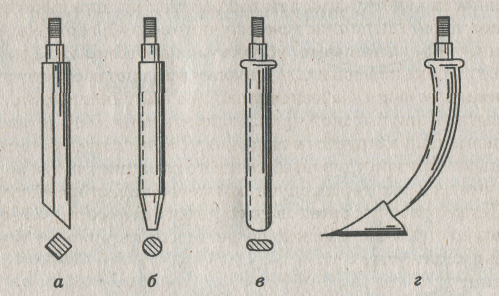
Рисунок 16.1 - Типы зубьев борон, полученных:
а – из квадратного проката, б – круглого проката, в, г – штамповой
В зависимости от конструкции зубья изготавливаются с применением горячей штамповки, на молотах и прессах, с использованием холодновысадочных автоматов и токарно-револьверных станков. В массовом производстве действуют автоматические линии.
Штифты молотильных аппаратов изготовляются горячей штамповкой в закрытых штампах с последующим нарезанием резьбы, зубья борон простой формы – из прутка на токарно-револьверном станке.