

13.2 Материалы для изготовления зубчатых колес
В сельскохозяйственном машиностроении зубчатые колеса изготавливаются из:
- серого и модифицированного чугуна
- конструкционной качественной углеродистой стали 40, 45
- цементируемые углеродистые и легированные стали Ст.2, Ст.3, 10, 15, 20 Х, 18 ХГТ и др., а для червячных колес, кроме того, бронзы различных марок.
Зубчатые колеса изготавливаемые из стали 40, 45, 40 Х подвергаются термической обработке до HRC 32 – 40 из цементированных сталей, цементируются на глубину 1 – 1.5мм и закаливаются до HRC 56 – 62, при этом сердцевина имеет HRC 28 - 38, обладая высокой износоустойчивостью.
13.3 Основные методы формообразования зубьев цилиндрических колес
Обработка ведется также как и обработка шлицевых поверхностей на валах:
резанием и
давлением
Обработка зубьев детали резанием:
а) по методу обкатки – фрезерование червячными фрезами и долбление круглыми долбяками – шестернями.
б) по методу копирования – фрезерование модульными дисковыми фрезами, долбление зубодолбежными головками для одновременной обработки всех зубьев колеса и протягивание.
Обработка зубчатых венцов такова же что и при обработке шлицев на валах с применением того же оборудования.
13.3.1 Нарезание зубьев зубчатых колес методом обкатки
При методе обкатки заготовка и инструмент воспроизводят движение пары сопряженных элементов зубчатой или червячной передачи. Для этого либо инструменту придается форма детали, которая могла бы работать в зацеплении с нарезаемым колесом (зубчатое колесо, зубчатая рейка, червяк), либо инструмент выполняют таким образом, чтобы его режущие кромки описывали в пространстве поверхность профиля зубьев некоторого зубчатого колеса или зубчатой рейки, которые называют соответственно производящим колесом или производящей рейкой. В процессе взаимного обкатывания заготовки и инструмента, режущие кромки инструмента, постепенно удаляя материал из нарезаемой впадины заготовки, образуют на ней зубья.
13.3.2 Нарезание зубчатых колес методом копирования
Распространенным методом копирования является зубофрезерование. Зубофрезерование осуществляется на зубофрезерных вертикальных и горизонтальных станках-полуавтоматах.
Нарезание зубьев по методу копирования осуществляется модульной концевой фрезой. Нарезание, по существу, представляет собой разновидность фасонного фрезерования. Режущие кромки зубьев дисковой или концевой фрезы изготавливают по форме впадины, создавая, таким образом, две половины профилей двух соседних зубьев. После нарезания одной впадины заготовка поворачивается на один зуб с помощью делительного механизма и фреза снова проходит по новой впадине между зубьями и т. д.
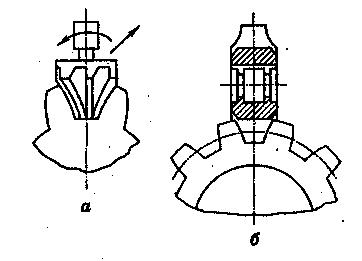
Рисунок 13.2 - Схема нарезания зубьев зубчатых колес копированием
а - модульными пальцевыми фрезами; б – модульными дисковыми фрезами
В массовом производстве применяют зубодолбежные резцовые головки, работа которых основана на методе копирования. Производительность такого метода очень высока, точность зависит от точности резцовой головки.
Другой разновидностью нарезания зубчатых колес методом копирования является протягивание как наружных, так и внутренних зубчатых поверхностей, характеризующиеся высокой производительностью.