

12.5 Окончательная обработка корпусных деталей
Координатное растачивание отверстий в корпусных деталях производится на расточных и фрезерных станках с помощью борштанг, оснащенных расточными резцами, выставленными на заданный размер, обеспечивая высокую точность изготовления. Однако, способ координатного растачивания отверстий корпусных деталей имеет и недостатки:
- не высокую производительность
- большую трудоемкость настройки станка
- смены инструмента и т. п
Применяется обычно в единичном и мелкосерийном производстве.
В условиях серийного производства отверстия корпусных деталей обрабатываются на радиально-сверлильных станках. Обработка может вестись как с одной стороны, так и с двух сторон последовательно, но для этого необходимо поворотное приспособление, гарантирующее соосность обработки отверстий.
В массовом производстве обработка ведется на многопозиционных агрегатных станках. Многопозиционные агрегатные станки позволяют выполнять операции:
- сверление
- зенкерование
- развертывание
- растачивание
- подрезку торцов
- выточку канавок и т. д.,
в тоже время обеспечивают перекрытие вспомогательного времени операции машинным временем, что приводит к повышению производительности. Пройдя обработку на всех позициях станка, деталь поступает на загрузочную операцию, где снимается с приспособления, загружаемого затем очередной заготовкой
12.6 Контроль качества
Контроль качества:
Визуальный:
- осмотра обработанных поверхностей,
- определения чистоты обработки.
Геометрический:
- проверки соответствия размеров заданных чертежом,
- параллельности,
- перпендикулярности и соосности.
Контрольные вопросы
1.Материалы, используемые при изготовлении корпусных деталей.
2.Виды заготовок.
3.Технологические требования, предъявляемые к корпусным деталям.
4.Выбор технологических и измерительных баз.
5.Типовой маршрут обработки корпусных деталей.
6.Виды окончательной обработки корпусных деталей.
7.Виды контроля качества.
Лекция 13 – 2 часа
13 Обработка деталей класса «зубчатые колеса»
13.1 Назначения и классификация зубчатых колес
В современных машинах широко применяются зубчатые передачи. Различают силовые зубчатые передачи, предназначенные для передачи крутящего момента с изменением частоты вращения валов, и кинематические передачи, служащие для передачи вращательного движения между валами при относительно небольших моментах.
Зубчатая передача состоит из ведомого и ведущего элементов. Элемент зубчатой передачи, имеющий меньшее число зубьев, называют шестерней, а элемент с большим числом зубьев – колесом.
Зубчатые передачи, используемые в различных механизмах и машинах, делят на:
- цилиндрические;
- конические;
- смешанные и
- гиперболоидные (винтовые и гипоидные).
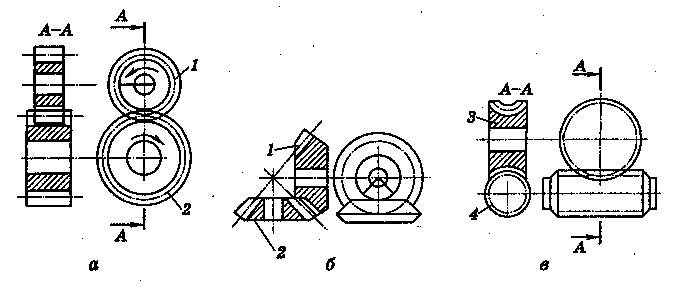
Рисунок 13.1 - Виды зубчатых передач
а – цилиндрическая; б – коническая; в – червячная;
1 – шестерня, 2 – зубчатое колесо, 3 – червяное колесо, 4 – червяк
Наибольшее распространение получили цилиндрические, конические и червячные передачи.
Зубчатые колеса можно было бы отнести к телам вращения класса валов, втулок, дисков, но они имеют признак – присущий всем зубчатым колесам – наличие зубчатого венца.
Детали носят различные наименования:
- шестерни – участвующие в зубчатых зацеплениях
- звездочки – цепных передач
- храповики – для осуществления прерывистого движения