

6.3 Классификация технологических процессов
В зависимости от условий производства и назначения технологического процесса применяются различные виды и формы технологических процессов. Вид процесса определяется количеством изделий, охватываемых процессом (одно изделие, однотипных или разнотипных изделий).
Единичный технологический процесс – это техпроцесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства. Разработка единичного техпроцесса характерна для оригинальных изделий (деталей, сборочных единиц), не имеющих общих конструктивных и технологических признаков с изделиями, ранее изготовленными на предприятии.
Унифицированный техпроцесс – это процесс относящийся к группе изделий (деталей, сборочных единиц) характеризующийся общностью конструктивных и технологических признаков. Унифицированные техпроцессы подразделяются на типовые и групповые. Унифицированные техпроцессы находят широкое применение в мелкосерийном, серийном и частично крупносерийном производствах. Применение зависит от наличия специализированных участков, рабочих мест, переналаживаемой технологической оснастки и оборудования.
Типовой техпроцесс – это техпроцесс изготовления группы изде6лий с общими конструктивными и технологическими признаками.
Групповой техпроцесс – это техпроцесс с разными конструктивными, но общими технологическими признаками.
Перспективный техпроцесс – это техпроцесс, соответствующий современным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии.
Рабочий техпроцесс – это процесс, выполняемый по рабочей технологической и конструкторской документации, разрабатывается на уровне предприятия и применяется для изготовления или ремонта конкретного предмета производства
Проектный техпроцесс – это техпроцесс, выполняемый по предварительному проекту технологической документации.
Временный техпроцесс – это техпроцесс применяемый на предприятии в течении ограниченного времени из-за отсутствия надлежащего оборудования или в связи с аварией до замены более современным.
Стандартный техпроцесс – это техпроцесс, установленный стандартом. Под стандартным техпроцессом понимается процесс, выполняемый по рабочей конструкторской и технологической документации, оформленной стандартом и относящийся к конкретному оборудованию.
Комплексный техпроцесс – это техпроцесс в состав которого включаются не только технологические операции, но и операции перемещения, контроля и очистки обрабатываемых заготовок по ходу техпроцесса. Комплексные техпроцессы проектируются при создании автоматических линий и гибких автоматизированных производственных систем.
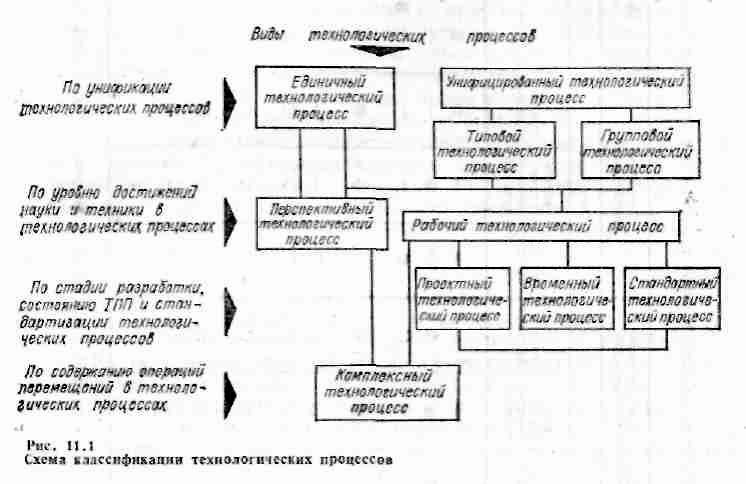
Рисунок 6.1 - Схема классификации технологических процессов
6.4 Концентрация и дифференциация операции
К числу важнейших вопросов построения техпроцессов, в большей мере связанных с типом и серийностью производства и с конкретными условиями, относится вопрос о степени концентрации и дифференциации операций.
Концентрацией (укрупнением) операций называется соединение нескольких простых технологических переходов в одну сложную операцию.
Технологический процесс построенный по принципу концентрации операций, состоит из небольшого числа сложных операций.
Достоинство состоит в том, что оно может осуществляться объединением в одной операции предварительных (черновых) и окончательных (чистовых) переходов.
При этом повышается:
- точность взаимного расположения поверхностей, обрабатываемых при одном установке;
- производить обработки за счет совмещения во времени нескольких технологических переходов и соответствующего сокращения общего вспомогательного времени Твсп.;
- производительность за счет сокращения затрат времени на установку и снятие и снятие, на смену инструмента, на вкл. и выкл. станка;
- сокращается длительность производственного цикла (за счет уменьшения межоперационного прослеживания, связанного с уменьшением общего числа технологических операций), а следовательно и объема незавершенного производства, что приводит к повышению оборачиваемости оборотных фондов;
- упрощается календарное планирование производства.
При построении операций по принципу концентрации возрастают требования к точности и технологическим возможностям станка и квалификации рабочих, т. к. приходится выполнять и сложную чистовую обработку.
Дифференциацией (раздробление) операций называется построение операций из небольшого числа простых технологических переходов.
Процесс, построенный по этому принципу, состоит из большого числа простых операций.
В современном производстве используют оба принципа, которые выбираются в зависимости от конкретных условий производства.
Достоинства дифференциации операций в первую очередь связано с возможностью отделения сложной и точной обработки, требующей высокой квалификации рабочих и высокоточных станков, от предварительной обработки, которая может быть осуществлена простейшими и высокопроизводительными способами на простых и дешевых станках рабочими средней квалификации.
Степень дифференциации зависит от серийности производства, и в условиях крупносерийного производства может стать экономически целесообразным построением техпроцесса из большого числа простейших операций, выполняемых в едином ритме на простых станках, связанных конвейером.
В условиях крупносерийного и массового производства обычно применяется дифференциация операций ( конвейерные автоматические линии, состоящие из простых узкоспециализированных станков ).
В условиях единичного и мелкосерийного производства обычно проектируются концентрирование операций, выполняемые высококвалифицированными рабочими.