

2. Факторы, влияющие на точность механической обработки, и суммирование элементарных погрешностей
На точность механической обработки влияет ряд технологических факторов: геометрические погрешности изготовления станка и изнашивание его элементов; неточность изготовления и изнашивание инструмента; деформации обрабатываемой заготовки; погрешность установки заготовки; жесткость технологической системы; погрешность настройки станка; погрешности, вызываемые тепловыми деформациями системы; остаточные напряжения в материале заготовки; неточность средств и методов измерений; вибрации технологической системы и др.
Рассмотрим основные факторы, вызывающие погрешность обработки.
Геометрическая погрешность изготовления станка и изнашивание его элементов. Геометрическая погрешность изготовления станка возникает вследствие неточностей при сборке и обработке его основных узлов. Для каждой группы станков установлены нормы точности станков, которые регламентируют точность изготовления и сборки деталей. Например, отклонение от прямолинейности, плоскостности и параллельности направляющих должно быть 0,02 мм на длине 1000 мм. Допуск радиального биения шпинделей должен составлять 0,01…0,05 мм, а торцового – 0,01…0,02 мм.
Геометрическая погрешность изготовления станка вызывает отклонения значений размеров, формы и расположения обработанных поверхностей. Так, например, при обработке консольно закрепленной заготовки отклонение от параллельности оси шпинделя токарного станка по отношению к направляющим станины в горизонтальной плоскости характеризуется конусообразностью:
![]() ,
,
где
![]() -
допустимое отклонение от параллельности
оси шпинделя по отношению к направляющим
станины токарного станка на длине LР;
LЗ
– длина обрабатываемой заготовки, мм.
-
допустимое отклонение от параллельности
оси шпинделя по отношению к направляющим
станины токарного станка на длине LР;
LЗ
– длина обрабатываемой заготовки, мм.
Неточность изготовления и изнашивание инструментов. Неточность изготовления фасонных режущих инструментов непосредственно влияет на точность обработки. Такими инструментами являются сверла, развертки, метчики, протяжки, фасонные резцы, фрезы. Профиль этих инструментов копируется на обрабатываемой детали, при изнашивании инструментов изменяются геометрические размеры обрабатываемых поверхностей.
Размерный износ инструмента измеряют в направлении нормали к обрабатываемой поверхности. Линейный износ инструмента зависит от длины LP пути резания и определяется, например, при точении следующей зависимостью:
![]() ,
,
где
tO
– относительный износ инструмента для
данных условий выполнения операций,
определяемый по нормативам;
![]() ;
lДОП
- дополнительный путь резания, учитывающий
интенсивное начальное изнашивание,
lДОП
= 1000 м; d
– диаметр обрабатываемой детали, мм;
LП
– длина прохода, мм; S
– подача, мм/об.
;
lДОП
- дополнительный путь резания, учитывающий
интенсивное начальное изнашивание,
lДОП
= 1000 м; d
– диаметр обрабатываемой детали, мм;
LП
– длина прохода, мм; S
– подача, мм/об.
Увеличение стойкости инструмента достигается применением новых марок инструментальных материалов, использованием расчетных режимов резания алмазной заточкой и доводкой, покрытием пленками нитрида титана, применением специальных смазочно-охлаждающих жидкостей (СОЖ), упрочнением инструмента электроискровым методом и др.
Деформации обрабатываемой заготовки. При установке заготовки в приспособление под действием усилия закрепления происходит ее деформация, что приводит к изменениям размеров и формы детали. Например, при закреплении тонкостенного кольца в трехкулачковом патроне кольцо деформируется, утрачивая круглую форму. После растачивания внутренней поверхности и снятия сил зажима вследствие упругой деформации заготовки наружная поверхность кольца примет круглую форму, а внутренняя ее потеряет. При чистовой обработке тонкостенных нежестких заготовок (колец, гильз, валов, корпусных деталей) необходимо применять приспособления, которые обеспечивают равномерное распределение сил зажима по поверхности детали. К таким приспособлениям относятся пневматические, гидравлические устройства, различные цанговые зажимы, разрезные втулки, мембранные патроны и др. При обработке нежестких валов применяют люнеты.
Погрешность
установки заготовки.
При установке заготовки в приспособление
ее положение должно быть определено
относительно режущего инструмента.
Однако вследствие погрешностей
базирования и закрепления заготовки
ее положение изменяется, что вызывает
отклонение величины выполняемого
размера и взаимного положения
обрабатываемых поверхностей. Погрешность
установки зависит от правильного выбора
базовых поверхностей, точности
изготовления и износа приспособления,
смещения измерительной базы в направлении
получаемого размера при закреплении
заготовки. Таким образом, погрешность
установки складывается из погрешности
базирования
![]() ,
погрешности положения заготовки
вследствие неточности изготовления
приспособления и его износа
,
погрешности положения заготовки
вследствие неточности изготовления
приспособления и его износа![]() и погрешности закрепления
и погрешности закрепления
![]() .
Погрешность базирования может быть
равна нулю, если технологическая база
совпадает с измерительной.
.
Погрешность базирования может быть
равна нулю, если технологическая база
совпадает с измерительной.
Жесткость технологической системы. Основным источником погрешностей механической обработки является недостаточная жесткость системы станок-приспособление-инструмент-деталь. Она представляет собой замкнутую упругую систему, которая деформируется под действием сил резания.
Погрешности от упругих деформаций системы составляют в отдельных случаях 80 % общей погрешности механической обработки. Известно, что сила резания действует не только на режущий инструмент, но и на заготовку, причем основное влияние на деформацию оказывает радиальная составляющая РУ силы резания, направленная по нормали к обрабатываемой поверхности. В процессе обработки сила резания вызывает упругие отжатия элементов технологической системы. Их значения зависят от силы резания и жесткости элементов системы, т.е. от их способности противостоять действующей силе. Неравномерность упругих отжатий обусловлена нестабильностью силы резания вследствие неравномерной глубины резания, непостоянством размеров заготовок в партии, Механических свойств материала, затуплением инструмента. Форма и размеры заготовки при этом изменяются.
Таким
образом, точность обработанных
поверхностей зависит от жесткости
элементов технологической системы. Под
жесткостью
какого-либо элемента технологической
системы понимают отношение радиальной
составляющей РУ
силы резания к смещению
![]() лезвия инструмента в направлении
действия этой силы
лезвия инструмента в направлении
действия этой силы
![]() .
.
Величина, обратная жесткости, называется податливостью
![]()
![]() .
.
В процессе обработки на систему влияют и другие составляющие силы резания – PZ и PX однако при определении жесткости эти силы не учитывают. Расчет жесткости основывается на определении жесткости заготовки, узлов станка, инструмента и приспособления. Жесткость элементов технологической системы находят экспериментально, а жесткости детали и некоторых инструментов определяют аналитически.
Для определения жесткости вала при обработке его в центрах на токарном станке используют формулу изгиба балки, свободно лежащей на двух опорах
![]() ,
,
где f – стрела прогиба, см; Р – нагрузка, Н; LB – длина вала, см; Е – модуль упругости, Па; I – момент инерции, см4.
Жесткость гладкого вала при расположении резца в середине вала
![]() .
.
Для гладкого вала, консольно закрепленного в патроне,
![]() .
.
Если закрепленный вал в патроне поддерживается задним центром, то
![]() .
.
Жесткость элементов технологической системы находит экспериментально-статистическими методами, нагружая каждый элемент в точке приложения и в направлении действия радиальной составляющей силы РУ. При этом измеряют величину отжатия при каждом последующем нагружении. Нагрузка изменяется от нулю до некоторого значения. После достижения максимального значения нагрузки производят разгрузку, фиксируют деформацию и строят график зависимости (рис. 1)
![]() .
.

Рис. 1. Кривые нагружения и разгружения суппорта
токарного станка
При этом ветви нагружения 1 и разгружения 2 не совпадают. Это объясняется наличием зазоров в стыках узлов, потерей энергии на преодоление сил трения в сопряжениях и на контактные деформации. При повторных нагружениях (штриховые линии) и разгружениях (штрихпунктирные линии) петля гистерезиса уменьшается. Кроме статистического метода, применяют динамический метод определения жесткости элементов в процессе резания.
Нестабильность силы резания, неоднородная жесткость элементов технологической системы вызывают ее вибрации, которые влияют на шероховатость обрабатываемой поверхности.
Определение жесткости системы сводится к нахождению перемещений элементов системы. Известно, что деформация системы равна сумме деформаций отдельных элементов этой системы, следовательно, суммарная деформация системы
![]() ,
,
где
![]() - перемещение n-го
элемента системы.
- перемещение n-го
элемента системы.
В качестве примера расчета жесткости системы рассмотрим схему установки вала на токарном станке. На схеме (рис. 2) показаны равные силы РУ, действующие на инструмент и деталь и направленные в противоположные стороны. Сила, действующая на инструмент, вызывает смещение суппорта, а сила, приложенная к детали, - смещение передней и задней бабок станка. По данной схеме установки вала значения упругих деформаций элементов станка определяются по формулам
![]() ;
; ![]() ;
; ![]() .
.
В формулы смещения бабок вводится сила РУ/2, так как сила резания передается на обе бабки равномерно. Тогда суммарная деформация бабок станка в среднем сечении вала равна
![]() .
.
Суммарная деформация станка в рассматриваемом сечении
![]()
или
![]() .
.
С учетом жесткости станка, можно записать
![]() .
.
Приравнивая
оба выражения для
![]() ,
получим
,
получим
![]()
или
![]() .
.
Учитывая жесткость детали, можно определить жесткость всей технологической системы
![]() .
.
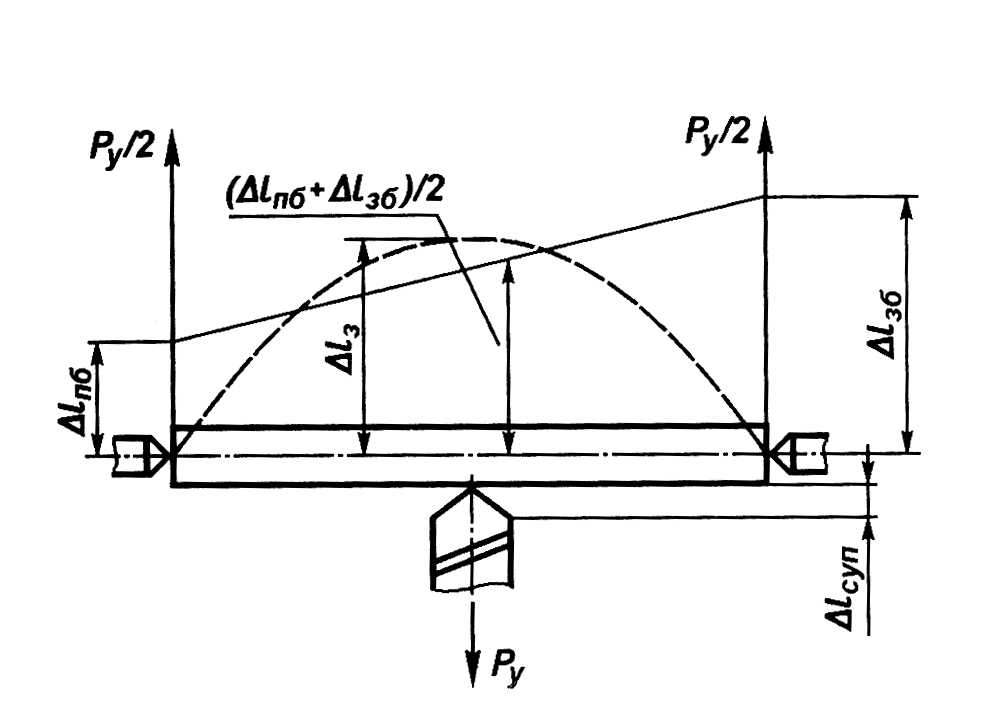
Рис. 2. Схема смещений узлов станка и детали от действия силы РУ
Жесткость отдельных элементов станка различна.
С увеличением жесткости повышаются точность и производительность обработки.
Погрешность настройки станка. При изнашивании инструмента возникает необходимость каждый раз настраивать станок на выполняемый размер. Положение вновь установленного инструмента относительно заготовки меняется при каждой его поднастройке, поэтому для каждой партии обрабатываемых заготовок оно будет различно. Вследствие этого размеры обработанных деталей из-за погрешности настройки будут разными.
Установка инструмента на соответствующий размер осуществляется двумя способами. По первому способу настройку инструмента производят последовательным приближением его к детали на заданный размер. После снятия пробных стружек проверяют размер универсальными измерительными инструментами.
По набору данных определяют значение и направление смещения инструмента. Установку инструмента по второму способу производят по эталонам или с помощью специальных приспособлений станка. При этом положение инструмента регулируют таким образом, чтобы размеры всех заготовок в партии находились в пределах поля допуска.
Установку
инструмента на размер для обработки
пробных деталей осуществляют при помощь
лимбов, индикаторов и т.д. При этом
погрешность настройки инструмента
![]() включает
погрешности регулирования
включает
погрешности регулирования![]() и измерения
и измерения
![]() размеров пробных деталей.
размеров пробных деталей.
Учитывая, что и относятся к радиусу, а - к диаметру, получим
для поверхностей вращения
![]() ;
;
для плоских поверхностей
![]() .
.
Коэффициенты КР = 1,14…1,73 и КН = 1 учитывают отклонения значений величин и от нормального закона распределения.
Настройка по эталону производится при неработающем станке. При этом учитывают упругие отжатия технологической системы, подбирая нужную толщину щупа между эталоном и инструментом. Погрешность настройки по эталону будет складываться из погрешностей изготовления эталона и установки инструмента.
Погрешность при тепловых деформациях системы. В процессе обработки элементы технологической системы нагреваются в результате трения подвижных частей станка. Различают два вида теплового состояния системы: нестационарное (пуск станка до теплового равновесия системы) и стационарное (окончание обработки). Нагрев деталей станка, детали, инструмента, приспособления приводит к линейному и объемному увеличениям их размеров. Происходит удлинение режущего инструмента, удлиняются детали станка и обрабатываемой заготовки.
При черновой обработке нагрев заготовки будет больше, чем при чистовой. Если чистовую обработку производить сразу после черновой, то погрешности формы обработанной детали из-за температурных деформаций будут большими. Поэтому необходимо между черновой и чистовой обработками выдержать необходимый промежуток времени для остывания детали.
Полную
погрешность
![]() обработки,
связанную с температурными деформациями
деталей станков, определить весьма
сложно.
обработки,
связанную с температурными деформациями
деталей станков, определить весьма
сложно.
Только в некоторых случаях, например, при равномерном нагреве деталей, можно вычислить изменение их размеров
![]() ,
,
где
LД
– размер детали;
![]() -
коэффициент линейного расширения
материала детали;
-
коэффициент линейного расширения
материала детали;
![]() -
изменение температуры детали.
-
изменение температуры детали.
В остальных случаях погрешности, вызываемые температурными деформациями технологической системы, определяют следующей зависимостью:
![]() .
.
При
шлифовании
составляет 30…40 % суммарной погрешности
обработки
![]() .
.
Суммарную
погрешность
![]() механической обработки можно выразить
следующей зависимостью:
механической обработки можно выразить
следующей зависимостью:
![]() ,
,
где
![]() - погрешность выполняемого размера;
- погрешность выполняемого размера;
![]() - погрешность установки детали;
- погрешность настройки станка;
-
погрешность от тепловых деформаций;
- погрешность установки детали;
- погрешность настройки станка;
-
погрешность от тепловых деформаций;
![]() - сумма погрешностей геометрической
формы.
- сумма погрешностей геометрической
формы.
Для более точного определения суммарной погрешности применяют следующую формулу:
![]() ,
,
где
k
– коэффициент риска, при k
= 1 брак Б = 32 %, при k
= 2, Б = 4,50 %, при k
= 3, Б = 0,27 %;
![]() - коэффициенты, зависящие от характера
распределений значений размеров, для
нормального закона распределения
- коэффициенты, зависящие от характера
распределений значений размеров, для
нормального закона распределения
![]() .
.
При
k
= 3 и
![]() получим
получим
![]() .
.
Для обеспечения заданных по чертежу размеров и формы необходимо, чтобы выполнялось условие
![]() ,
,
где
ITД
– стандартный допуск на обработку
детали;
![]() и
и
![]() - суммы погрешностей соответственно
систематических и случайных.
- суммы погрешностей соответственно
систематических и случайных.