

1(1).
Основные причины изменения технического состояния автомобиля в процессе эксплуатации. Характер протекания процесса изнашивания.
Техническое состояние автомобилей в процессе работы или хранения ухудшается, причем сроки службы отдельных узлов и агрегатов различны. В процессе эксплуатации автомобилей их свойства не остаются постоянными, что проявляется в снижении их надежности, динамических качеств, безопасности движения, повышенном расходе горюче-смазочных материалов, ухудшении пуска двигателей,появлении стуков и шумов.
Изменение технического состояния автомобиля – это результат вредных процессов, происходящих в агрегатах и системах автомобиля. Если рабочие процессы в автомобиле протекают в период его функционирования, то вредные — в течение всего времени его существования.
Основными причинами изменения технического состояния автомобиля являются:
- постоянно действующие причины;
- случайные (стохастические) причины.
К постоянно действующим причинам изменения технического состояния автомобиля относятся: изнашивание, коррозия, пластическая деформация, усталостные разрушения, старение, накопление отложений.
Изнашивание поверхностей автомобильных деталей зависит от характера трения. Износы могут быть естественные, ускоренные и аварийные.
Пластические деформации и разрушения связаны с достижением пределов текучести или прочности материалов и является следствием нарушений условий эксплуатации.
Разрушения вследствие температурного расширения — это процесс увеличения линейных и объемных размеров конструкционных материалов при повышении температуры.
Усталостные разрушения возникают при циклическом приложении нагрузок, превышающих предел выносливости материала детали.
Старение приводит к изменению показателей технического состояния деталей и эксплуатационных материалов под воздействием внешней среды – влажности, солнечной радиации, перепадов температур.
Отложение может проявляться в виде накипи, нагара, наноса (система смазки), изменяя геометрию элемента и, таким образом, изменяя его технические характеристики.
Случайные причины – это скрытые дефекты и перегрузки конструкций, превосходящие допустимые пределы. Они могут возникать в результате непрогнозируемых поломок вследствие неправильной эксплуатации, некачественного хранения и обслуживания, а также в результате ДТП.
1(2).
Обкатка и испытание агрегатов трансмиссии.
Целью испытаний КП является проверка качества восстановления отдельных деталей и в целом качества сборки. Испытания проводят под нагрузкой и без нагрузки, сначала испытывают без нагрузки на всех передачах при частоте вращения первичного вала 900-1000 мин-1, затем при 1400-1500. При тех же частотах испытывают на каждой передаче по 2-3 мин и под нагрузкой 100-150 Н*м на первичном валу. В ходе испытаний проверяют нет ли подтеканий масла, самопроизвольного выключения передач, повышенного шума, ударов, стуков. Для испытания КПП могут применяться стенды с электрическими гидравлическими и механическими тормозами
Отремонтированные задние мосты испытывают под нагрузкой и без, как правило, на стендах с асинхронными эл. двигателями. Целью испытаний является выявление шумов высокого тона, для чего проводят испытания без нагрузки с частотой вращения ведущей конической шестерни 900-1500 об/мин и под нагрузкой 10 кВт в теч 10-15 мин с частотой вращения 900-1500 об/мин. При испытании проверяют и регулируют главную передачу и дифференциалы. При испытании не допускается нагрев редуктора и ступиц колеса. Не должно быть шума, стуков, рывков как при испытании под нагрузкой, так и свободном состоянии. Вращение ступиц должно быть плавным и бесшумным.
2(1).
Факторы, влияющие на изменение параметров технического состояния автомобилей.
К основным факторам, влияющим на причины, обуславливающие изменение параметров технического состояния транспортных средств, которые находятся в эксплуатации, кроме естественных процессов старения и износа деталей относятся:
Конструктивные факторы опред-тся формами и размерами деталей, жесткостью конструкции, точностью взаимного расположения поверхностей и осей совместно работающих деталей, правильным выбором посадок, обеспечивающих надёжную работу сопряжения и др.
Технологические факторы зависят от качества материалов, исполь-зуемых для изготовления деталей, применения соответствующей тер-мической обработки деталей, качества масел, смазок, топлива и других технических жидкостей. Большое влияние на работоспособность авто и его агрегатов оказывает качество сборки и особенно регулировки.
Эксплуатационные факторы:
1)дорожные условия хар-ся типом, состоянием, прочностью покрытий, продольным профилем дороги, сопротивлением дви-жению авто, интенсивностью, режимом движения и т.д. При эксплуатации авто в тяжёлых дорожных условиях увеличиваются нагрузки, действующие на детали авто, вызывая ускоренный износ, усталость металла, нарушение стабильности креплений и регулировок, а в ряде случаев поломку деталей силовой передачи и ходовой части. При эксплуатации авто на грунтовых дорогах значительно возрастает кол-во неисправностей по сравнению с эксплуатацией на дорогах с усовершенствованным твёрдым покрытием.
2)транспортные условия – вид и объём грузовых и пассажирских перевозок, скор. движения, расстояния перевозок, род перевозимого груза, условия погрузки и разгрузки, особенности их организации.
3)климатические условия определяются температурой и влажностью воздуха, атмосферным давлением, количеством осадков, силой и направлением ветра и др. факторами. Низкая температура вызывает загус-тевание смаз-го материала в сист. смазки двиг. и в агрегатах трансмиссии.
4)качество вождения – измен-ся режимы работы мех-ов и агрегатов автомобиля, действующие на детали трансмиссии и ходовой части наг-рузки, а следовательно, скор. изнашивания деталей и сроки их службы.
5)качество ТО и ТР – при неудовлетворительном выполнении технического обслуживания почти 60 % случаев ТР составляют крепёжные и регулировочные работы, которые должны выполняться при техническом обслуживании автомобилей.
6)условия хранения – колебания температуры воздуха при хранении автомобилей, например, вызывают конденсацию влаги на поверхностях деталей, что способствует увеличению коррозии.
2(2).
Приработка и испытание двигателей.
Отремонтированные агрегаты проходят:
1)Контрольные испытания – проходят все отремонтированные двигатели после приработки; проверяется, нет ли резких стуков и шумов, выбрасывания или течи масла, воды или топлива, пропуска отработавших газов в местах соединений, подсоса воздуха через прокладки впускной трубы и карбюратора.
2)Приемо-сдаточные испытания проходят все отремонтированные двигатели на испытательной станции после приработки. Проводят для оценки качества сборки, а также качества приработки сопряжений двигателя. Проверяется комплектность двигателя и затяжка всех наружных соединений, качество окраски, правильность установки зажигания, уровень масла в картере, отсутствие течи воды и масла и провести запуск двигателя. В ходе проведения приемо-сдаточных испытаний оценивается мощность, крутящий момент двигателей, определяются их дымность и токсичность. Двигатель должен устойчиво работать при частоте вращения коленчатого вала 500…600 мин-1. Давление в масляной магистрали должно соответствовать требованиям технических условий.
3)эксплуатационные.
Приработка и испытания двигателей на авторемонтном предприятии производятся на обкаточно-тормозных стендах переменного тока, включающих устройство для вращения двигателя в период холодной обкатки и для поглощения мощности двигателя во время горячей обкатки и испытания, а также дополнительное оборудование (обеспечение топливом, охлаждающей жидкостью и смазкой).
Приработка осуществляется на двух режимах:
1)холодная должна проводиться с ввернутыми свечами или форсунками. В процессе холодной приработки с помощью стетоскопа прослушиваются шумы и стуки, проверяется давление масла, отсутствие течи воды и масла. После окончания холодной приработки должны быть проверены и при необходимости отрегулированы тепловые зазоры.
2)горячая приработка проводится на холостом ходу и под нагрузкой. Перед горячей приработкой проверить установку зажигания (угол опережения подачи топлива). После пуска прослушать с помощью стетоскопа шумы и стуки, проверить отсутствие течи масла, топлива, пропуска воздуха и отработавших газов местах соединений. Контроль t воды и масла, частота вращения коленвала.
3(1).
Эксплуатационная надежность автомобиля. Основные понятия и определения. Количественные показатели безотказности.
ГОСТ 27.002-89 «Надежность в технике. Основные понятия и определения» устанавливает основные понятия, термины и определения понятий в области надежности.
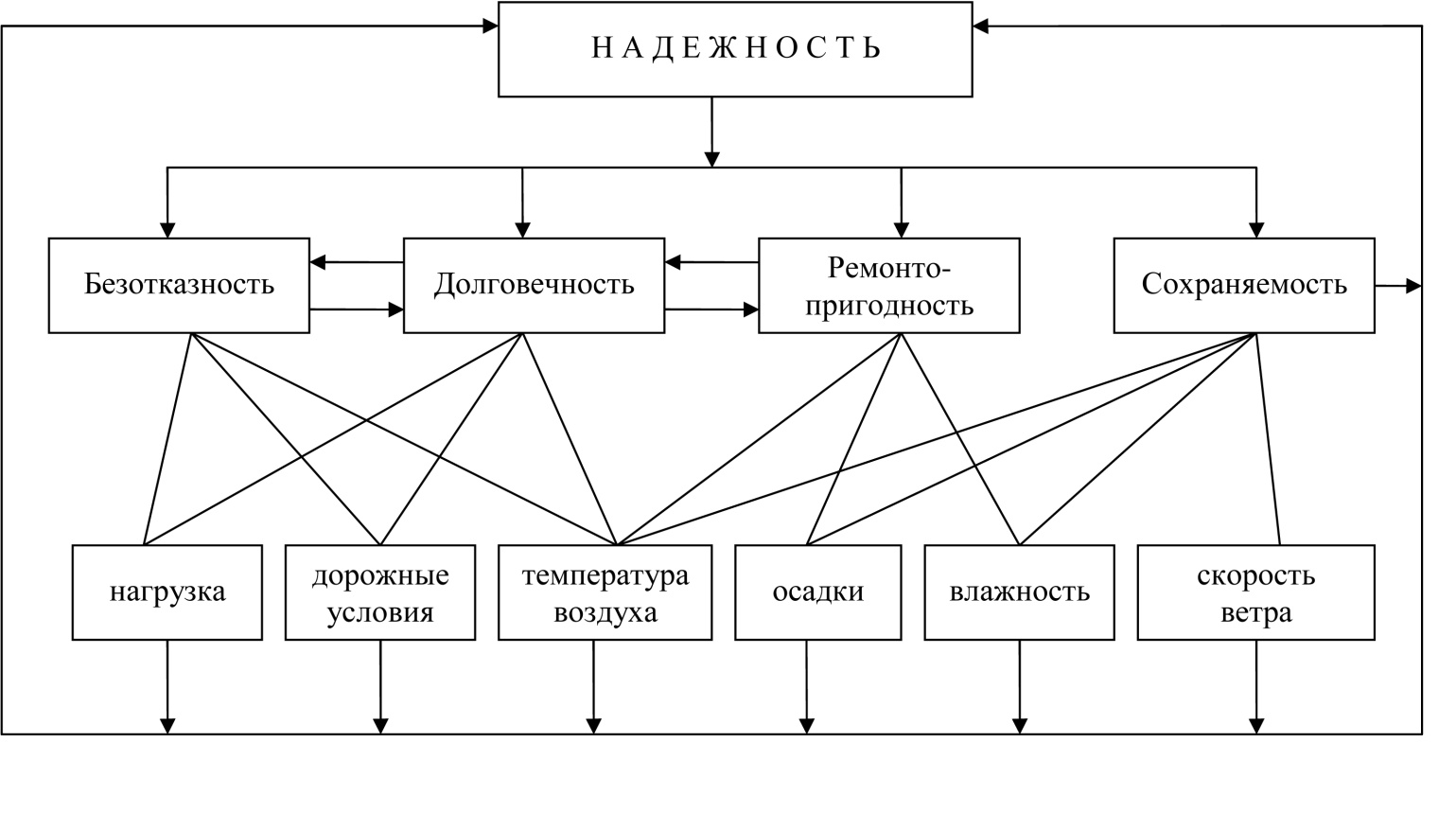
Под надежностью понимается свойство автомобиля выполнять заданные функции, сохраняя значения установленных эксплуатационных показателей в пределах, соответствующих заданным режимам и условиям использования, технического обслуживания, ремонта, хранения и транспортирования.
Надежность является комплексным свойством, которое в зависимости от назначения автомобиля и условий его эксплуатации может включать безотказность, долговечность, ремонтопригодность и сохраняемость в отдельности или определенное сочетание этих свойств как для автомобиля, так и для его агрегатов (систем, узлов и деталей).
По мере изнашивания деталей, механизмов и агрегатов надежность автомобиля уменьшается, так как вероятность выхода из строя деталей увеличивается. Новые автомобили обладают более высокой надежностью по сравнению с автомобилями, имеющими большой пробег или прошедшими капитальный ремонт. Следовательно, заданная степень надежности автомобиля рассматривается в связи с определенным пробегом.
Надежность зависит также и от того, в каких условиях работает автомобиль. Например, при работе, на дорогах с твердым усовершенствованным покрытием надежность автомобиля больше, чем при работе его по бездорожью. Надежность летом всегда будет большей, чем зимой при прочих равных условиях. Поэтому понятие «надежность автомобиля» тесно увязывается с условиями его эксплуатации (рис.).
Безотказность — свойство автомобиля непрерывно сохранять работоспособное состояние в течение некоторого времени или некоторой наработки.
 Агрегаты
и большинство деталей автомобиля
являются ремонтируемыми
(восстанавливаемыми) объектами, их
исправность и работоспособность в
случае возникновения отказа или
повреждения подлежат восстановлению.
В предельном случае нарушения
работоспособности, когда эксплуатация
автомобиля или его агрегата должна быть
прекращена полностью или он должен быть
подвергнут капитальному ремонту,
состояние объекта называют предельным.
Следует отметить, что критерии предельного
состояния различных агрегатов автомобиля
определяются неустранимым нарушением
безопасности движения, и неустранимым
отклонением заданных параметров от
установленных пределов, и главным
образом неустранимым снижением
эффективности эксплуатации автомобиля.
Агрегаты
и большинство деталей автомобиля
являются ремонтируемыми
(восстанавливаемыми) объектами, их
исправность и работоспособность в
случае возникновения отказа или
повреждения подлежат восстановлению.
В предельном случае нарушения
работоспособности, когда эксплуатация
автомобиля или его агрегата должна быть
прекращена полностью или он должен быть
подвергнут капитальному ремонту,
состояние объекта называют предельным.
Следует отметить, что критерии предельного
состояния различных агрегатов автомобиля
определяются неустранимым нарушением
безопасности движения, и неустранимым
отклонением заданных параметров от
установленных пределов, и главным
образом неустранимым снижением
эффективности эксплуатации автомобиля.
Показатели безотказности делят на две группы в зависимости от того, рассматривают ли при анализе один или несколько отказов одного и того же объекта (детали, агрегата или автомобиля в целом). При анализе безотказности до первого отказа, между отказами или до отказа определенной сложности рассчитывают вероятность безотказной работы, среднюю наработку до отказа и интенсивность отказов. Анализ безотказности элементов конструкции за определенный пробег с учетом их восстановления и наличия повторных отказов проводят по величинам наработок на отказ, параметров потоков отказов и ведущей функции отказов.
3(2).
Технико-экономическая необходимость и целесообразность ремонта автомобилей и восстановления деталей, оценочные показатели.
Обеспечение АТП, АРП, СТО и инд.владельцев осуществляется за счет изготовления новых и путем восстановления деталей бывших в эксплуатации. Выпуск новых деталей ограничивается лимитом металла, поэтому восстановление деталей на специализированных предприятиях дает значительный экономический эффект. Выпуск новых запчастей требует 70-75% всех расходов от себестоимости, восстановление 6-8%, а в некоторых случаях до 3%.
Экономическая целесооб-ть восстановления определяется тем, что значительная часть деталей выходит из строя в следствие естественного износа рабочих поверхностей и сопровождается незначит. потерей металла по весу. При производстве автомобильных деталей расходы на материалы, изготовление заготовок и комплектующих составл. (70-75%) от полной себестоимости, зараб.плата (4-6%), накладные расходы (19-26%) (с учетом сокращения объема выпуска продукции). При восстановлении деталей заготовкой явл. сама изношенная деталь. Для ремонтного производства РБ начиная с 2006г соотношение между этими статьями стабилизировалось и имеет след.значения: материалы (16-18%), расходы на зар.плату (11-14%), накладные расходы (69-72%).При восстановлении деталей расходы на ремонтные материалы составляют 6-8% от себестоимости изготовления новых. В настоящее время для РБ эти расходы составляют 14-16%.
За критерий экономической целесообразности (Масино) восстановления деталей можно принять зависимость

Где к - коэффициент характеризующий соотношение % накладных расходов при изготовлении и восстановлении деталей данного наименования
Мв - расходы га ремонтные материалы, % от Си;
Ми – расходы на материалы и изготовление заготовки детали, % от Си;
Зи–расходы на заработную плату при изготовлении, % от Си.
Kд≥0,8-1,0 - коэффициента долговечности.
К концу 1-го межремонтного цикла, отбраковываются около 20% деталей, вторично используются около 25%, а 50-60 % деталей могут быть восстановлены известными способами. Эти детали имеют остаточную стоимость около 85%, а остаточный ресурс около 90%.
Затраты материала на изготовление вторичных деталей составляют 0,5-1% от их изготовления, что в 150-200р < чем на изготовление первичных. В связи с этим количество выбросов и расход энергии во столько же раз меньше.
Т.О. втор. производство авто и деталей многократно снижает загрязнение природы, не требует значит. инвестиций при реализации восстановления, м.б. реализована на базе незагруженных АТП и будет способствовать оживлению пр-ва в условиях инфляции.
Статьи себестоимости восстановления деталей.
Экономически целесообразно восстанавливать деталь, если Св≤0,8*Си, где Св – себестоимость восстановления детали, Си – себестоимость изготовления детали.
Для определения себестоимости нужно использовать те составляющие, за счет кот-рых имеет место экономия средств при восстановлении деталей по сравнению с их производством. Поэтому структура себестоимости детали Си на автозаводе и структура себестоимости восстановления деталей Св на ремонтном предприятии выражаются зависимостями: Си=Ми+Зи+Ни, Св=Мв+Зв+Нв, где Ми – расходы на материал и изготовление заготовки детали, % от Си; Зи – расходы на заработную плату при изготовлении, % от Си; Ни – накладные расходы при изготовлении, % от Си; Мв – расходы на ремонтные материалы, % от Св; Зв – расходы на заработную плату при восстановлении детали, % от Св; Нв – накладные расходы, % от Св.
4(1).
Сущность и назначение диагностики. Диагностические нормативы. СТБ 1641 транспорт дорожный. Требования к техническому состоянию по условиям безопасности движения. Методы проверки.
Техническая диагностика – отрасль знаний, изучающая и устанавливающая признаки неисправностей составных частей объектов, разрабатывающая методы и средства, с помощью которых дается заключение (ставится диагноз) о техническом состоянии объектов диагностирования, а также принципы построения и организации использования систем диагностирования.
Объект диагностирования – изделие (транспортное средство, автомобиль) и его составляющие, подвергаемые диагностированию.
Техническое диагностирование – процесс определения технического состояния объекта диагностирования с требуемой точностью.
Важнейшее требование к диагностированию – возможность оценки состояния объекта без его разборки.
Диагностика решает задачи трех типов по определению состояния объектов диагностирования. К первому типу относятся задачи по определению состояния, в котором находится объект в настоящий момент, ко второму – задачи по предсказанию состояния, в котором окажется объект в некоторый будущий момент, к третьему – задачи по определению состояния, в котором находился объект в некоторый момент в прошлом.
Основными задачами диагностики применительно к автомобилям являются:
- выявление автомобилей, техническое состояние которых не соответствует требованиям безопасности движения и охраны ОС;
- определение неисправностей, для устранения которых необходимы регулировочные либо ремонтные работы;
- выявление или уточнение перед текущим ремонтом (ТР) причин отказа или неисправности;
- контроль качества ТО и ТР;
- прогнозирование ресурса исправной работы узлов, агрегатов и автомобилей в целом;
- сбор, обработка и выдача информации, необходимой для управления производством;
- установление в отдельных случаях технического состояния автомобиля, в котором он находился в прошлом, например перед аварией.
Диагностирование - совершенная форма проведения контрольных работ во-первых, объективностью и достоверностью оценки технического состояния автомобилей (применением инструментальных методов проверки), во-вторых, возможностью определения выходных параметров агрегатов и систем автомобилей (мощности, топливной экономичности, тормозных качеств и т. д.) и, в-третьих, наличием условий для повышения надежности и организованности функционирования производства ТО и ремонта автомобилей за счет более эффективного оперативного управления им.
Диагностические нормативы – это количественная оценка технического состояния диагностируемой системы. Различают:
— номинальное значение параметра, которое определяется конструкцией и функциональным назначением механизма. Номинальные значения обычно имеют новые механизмы или механизмы, прошедшие капитальный ремонт;
— допускаемое значение параметра — это такое граничное значение, при котором механизм может сохранять работоспособность до следующего планового ТО без каких-либо дополнительных воздействий;
— предельное значение параметра — это наибольшая или наименьшая его величина, при которой еще обеспечивается работоспособность механизма. При достижении предельного значения параметра механизма дальнейшая его эксплуатация либо недопустима, либо экономически нецелесообразна;
— упреждающее значение параметра — это ужесточенное предельно допустимое его значение, при котором обеспечивается заданный уровень вероятности безотказной работы механизма на предстоящем межконтрольном пробеге автомобиля.
По СТБ 1641 проверяются:
1 Контроль тормозных систем
2 Контроль рулевого управления
3 Контроль внешних световых приборов
4 Контроль стекол, стекол обтекателей, стеклоочистителей, стеклоомывателей, устройств обогрева и обдува ветрового стекла, солнцезащитных козырьков (штор)
5 Контроль зеркал заднего вида
6 Контроль колес и шин
7 Контроль двигателя
8 Контроль элементов ходовой части
9 Контроль кузова (кабины)
10 Контроль элементов комплектации транспортных средств
4(2).
Организации автомобильного транспорта и их характеристика Республики Беларусь, их взаимодействие.
АТП – выполняет полный объем по Д, ТО и Р, организует своевременную и бесперебойную отправку в Р и получение из Р агрегатов и узлов, поддерживает постоянный запас в оборотном фонде, осуществляет списание а/м, агрегатов исчерпавших свой ресурс с обязательной отправкой агрегатов на АРП.
АРП – выполняет полный объем по Р и КР, поддерживает неснижаемый запас агрегатов в обменом фонде, восстанавливает детали для обеспечения запчастями АТП.
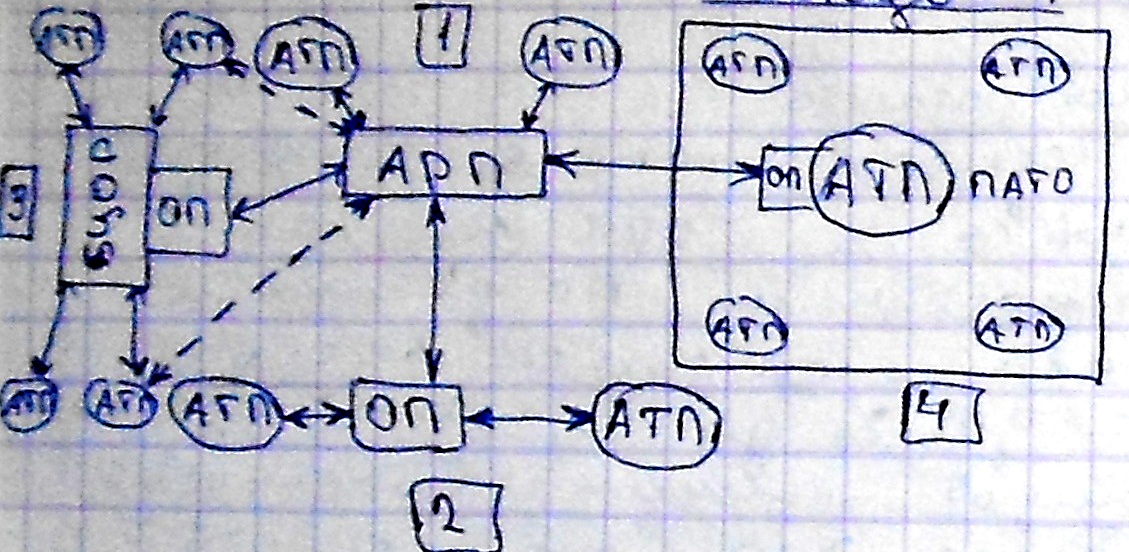
ОП – занимается заключением договоров с АТП и АРП, обеспечивает входной контроль ремфонда и отремонтированной продукции по дифференцированным отпускным ценам, занимается поддержкой необходимого запаса готовой продукции, обеспечивает сохранность ремфонда, занимается централизованной доставкой готовой продукции, рассматривает рекламации и накапливает необходимую информацию для регулирования вопросов обеспечения запчастями АТП, оформление приемосдаточных документов, осуществление мероприятий по снижению затрат от деятельности ОП.
ОП:
заключение договоров.
Входной контроль сост. отремонт фонда.
поддержание необход. min запаса готовой продукции.
обеспечение сохр. рем. фонда и готовой продукции
централизов. доставка рем. фонда и готовой продукции
осуществ. мероприят. по совершенствованию организации процессов ремонта агрегатов.
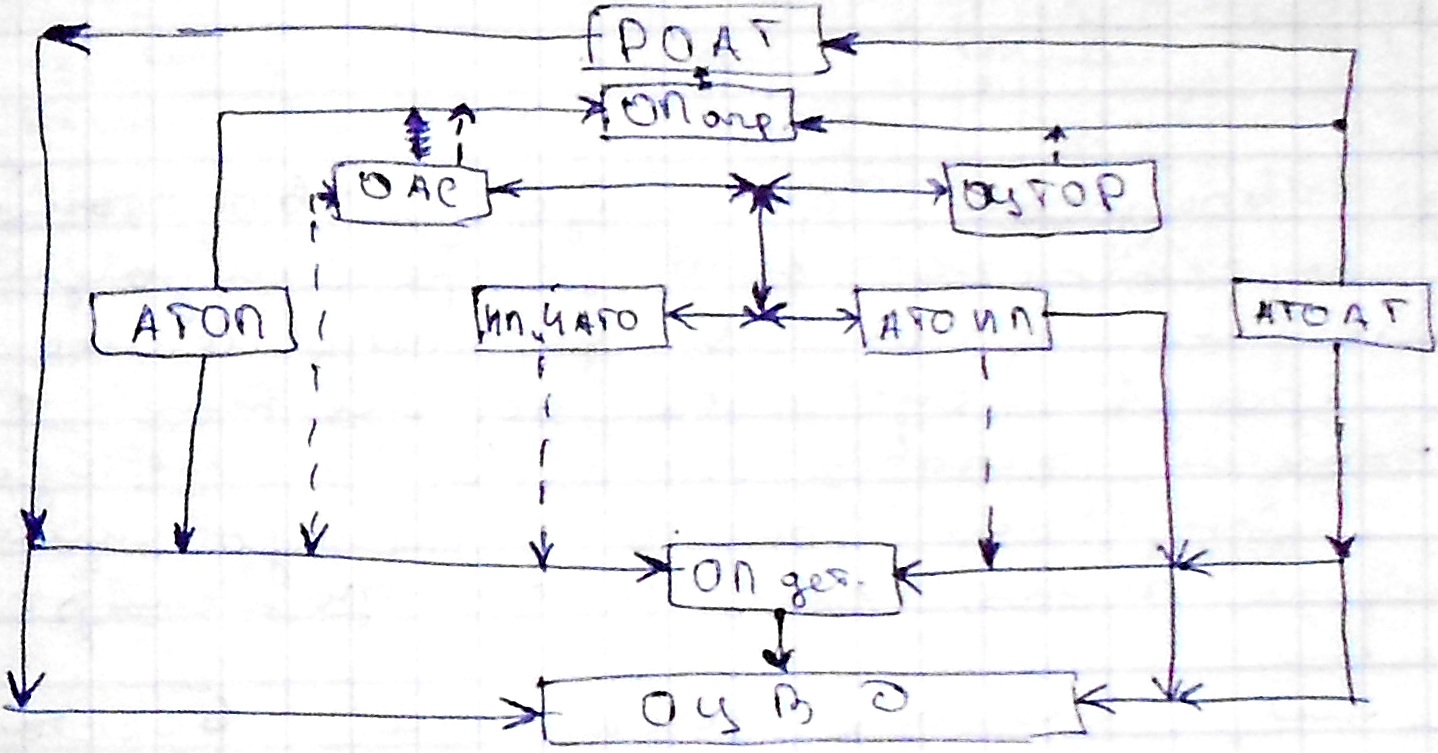
Данная схема взаимод. организации АТ позволяет удовлетворить потребность в рем. а.м. Повышение качества внедр. за счёт внедр. в тех.процессы восстановления деталей научно-обоснов. способом; в полной мере использовать имеющ. ремонтное оборудование, перспектива создания спец. ремонт. организаций не исключая КР а.м. агрегатным методом.
5(1).
Система технического обслуживания и ремонта подвижного состава автомобильного транспорта. Принципы её формирования. Нормативные документы.
В процессе эксплуатации автомобиля его техническое состояние ухудшается, что может привести к частичной или полной потере работоспособности. Существует два способа обеспечения работоспособности автомобилей: ТО и ремонт.
В нашей стране ТО и ремонт автомобилей, производятся на плановой основе, представляющей собой систему ТО и ремонта, которая состоит из комплекса взаимосвязанных положений и норм, определяющих порядок проведения работ по ТО и ремонту с целью обеспечения заданных показателей качества автомобилей в процессе эксплуатации. Эти положения и нормы определены нормативным документом «Технический кодекс установившейся практики ТКП 248 – 2010. Техническое обслуживание и ремонт автотранспортных средств. Нормы и правила проведения». На автомобильном транспорте большинства стран также используется планово-предупредительная система.
Структура системы ТО и ремонта автомобилей содержит три основных направления деятельности:
• предпродажное обслуживание и продажу новых и подержанных автомобилей;
• продажу запасных частей, эксплуатационных материалов и принадлежностей к ним;
• техническое обслуживание и текущий ремонт в гарантийный и послегарантийный периоды эксплуатации, а также различные виды ремонта.
Основой системы являются ее структура и нормативы. Структура системы определяется видами соответствующих воздействий и их числом. Нормативы включают конкретные значения периодичности воздействий, трудоемкости, перечни операций и др. Перечень выполняемых операций, их периодичность и трудоемкость составляют режимы технического обслуживания.
На структуру системы ТО и ремонта влияют уровни надежности и качества автомобилей; цели, которые поставлены перед автомобильным транспортом и ТЭА; условия эксплуатации; имеющиеся ресурсы; организационно-технические ограничения.
Отдельные элементы структуры системы ТО и ремонта эксплуатируемого в настоящее время автомобильного транспорта влияют на затраты по обеспечению работоспособности следующим образом: обоснованность перечня профилактических операций и их периодичностей – 80-87%; число видов ТО и кратность их периодичностей – 13-20%. Таким образом, главными факторами, определяющими эффективность системы ТО и ремонта, являются правильно определенные перечни (что делать) и периодичность (когда делать) профилактических операций, затем количество видов ТО и их кратность (как организовать выполнение совокупности профилактических операций).
Технический кодекс ТКП 248 – 2010 распространяется на все организации, являющиеся владельцами транспортных средств независимо от ведомственной принадлежности и формы собственности, эксплуатирующие автомобильные транспортные средства и организации автосервиса.
Технические нормативно-правовые акты по ТО и ремонту транспортных средств включают: стандарты, в том числе государственные стандарты Республики Беларусь, стандарты организаций, технические условия, санитарные нормы, нормативные документы по охране окружающей среды, правила и гигиенические нормативы, нормы и правила пожарной безопасности, руководящие документы, прейскуранты, утвержденные (введенные в действие) в порядке, установленном законодательством Республики Беларусь.
5(2).
Балансировка деталей и узлов. Назначение и виды балансировки.
Балансировка – это уравновешивание сил инерции частей вращающегося изделия совмещением его центра масс, осей инерции и вращения путем снятия лишнего металла или установки противовесов. При балансировке вращающихся изделий добиваются, чтобы нагрузки на их опоры были равны нулю.
Статическая неуравновешенность наблюдается у деталей типа дисков, у которых возможна неуравновешенная сила инерции. Мерой статической неуравновешенности служит дисбаланс, направление которого совпадает с неуравновешенной силой инерции. Статическая балансировка состоит в совмещении центра масс детали с осью её вращения путем снятия излишнего металла или установки противовеса. Поверхность, с которой снимают металл, должна иметь наибольший радиус, т.к. в этом случае масса снимаемого металла минимальна. Балансировку ведут на роликах, горизонтальных призмах, качающихся дисках и станках.
Динамическая неуравновешенность имеет место в случае, когда центр масс находится на оси вращения детали, а во время её вращения возникает момент от двух равных сил инерции на некотором плече, который вызывает переменные по направлению нагрузки на опоры изделия. Динамическую неуравновешенность устраняют снятием или добавлением двух равных масс с целью появления нового момента, уравновешивающего начальный.
Смешанная неуравновешенность наиболее часто встречается в реальных условиях, когда имеются неуравновешенные сила инерции и момент от двух равных сил инерции. Этот вид неуравновешенности характерен для длинных деталей или сборочных единиц.
Система неуравновешенных сил инерции сводится к двум силам, расположенным в двух произвольных плоскостях, перпендикулярных оси детали (плоскостях коррекции). Например, у коленчатого вала эти плоскости проходят через крайние противовесы.
Направление (угол) и значение дисбаланса в каждой плоскости коррекции определяют на балансировочных станках. Также на станках балансируют сборочные единицы (коленчатые валы с маховиками, карданные валы и др.).
Уравновешивание V-образных двигателей в сборе ведут на обкаточном стенде, оборудованном балансировочным прибором, при вращении коленчатого вала от электродвигателя и вывернутых свечах. Балансировка осуществляется путем снятия металла с маховика (задняя балансировочная плоскость) и со шкива коленчатого вала (передняя балансировочная плоскость).
6(1).
Режимы, нормативы технического обслуживания, текущего ремонта автомобилей и их корректирование.
Под нормативом понимается количественный или качественный показатель, используемый для упорядочения процесса принятия и реализации решений. К важнейшим нормативам технической эксплуатации относятся периодичность ТО, ресурс изделия до ремонта, трудоемкость ТО и ремонта, расход запасных частей и эксплуатационных материалов.
Нормативы технического обслуживания определяют на стадии проектирования автомобиля и корректируют в процессе эксплуатации. Наиболее целесообразная периодичность технического обслуживания и объем работ должны обеспечивать наименьшее число отказов как по причине естественного изнашивания деталей механизмов и агрегатов автомобилей, так и в результате их поломки и повреждений.
Норма трудоемкости выполнения операций ТО или Р складывается из времени на выполнение подготовительно-заключительных; оперативных и работ по обслуживанию рабочего места, а также перерывов на отдых и естественной надобности. На автомобильном транспорте применяются укрупненные и удельные нормы трудоемкости работ. Укрупненные нормы установлены в человеко-часах на одно техническое обслуживание, а удельные – на единицу пробега при выполнении работ ТР.
Нормативы периодичности технического обслуживания и трудоемкости технического обслуживания и текущего ремонта транспортных средств зависят от марки и модели транспортных средств. В табл. приведены нормативы отдельных марок и моделей транспортных средств.
Нормативы, регламентирующие ТО и ремонт ТС, корректируются с помощью коэффициентов, приведенных в приложении П (ТКП 248), в зависимости от:
– условий эксплуатации – К1;
– модификации ТС и организации его работы – К2;
– природно-климатических условий – К3;
– пробега ТС с начала эксплуатации –К4;
– количества ТС, обслуживаемых и ремонтируемых в организации, и количества групп технологически совместимых ТС – К5;
– периода эксплуатации – К6.
Результирующий коэффициент корректирования нормативов получается перемножением отдельных коэффициентов согласно приложению П для:
– периодичности ТО – К1 х К3;
– пробега до КР (ресурса) – К1 х К2 х К3;
– трудоемкости ТО – К2 х К42 х К5 х К6;
– трудоемкости моечных работ – К2 х К5 х К6;
– трудоемкости ТР – К1 х К2 х К3 х К4 х К5 х К6;
– продолжительности простоя в ТО и ремонте – К41.
Результирующие коэффициенты корректирования нормативов периодичности ТО и пробега до КР (ресурса) не могут быть менее 0,5.
6(2).
Методы обеспечения заданной точности сборки
Точность сборки призвана обеспечивать соответствие действительных значений параметров изделия значениям, заданным в технической документации. Требуемая точность сборки изделий достигается одним из шести методов:
Метод полной взаимозаменяемости — при данном методе требуемая точность сборки достигается путем соединения деталей без их выбора, подбора или изменения размеров. Применение метода полной взаимозаменяемости целесообразно при сборке соединений, состоящих из небольшого количества деталей, так как увеличение числа деталей требует обработки сопряженных поверхностей с меньшими допусками, что не всегда технически достижимо и экономически целесообразно. Метод неполной взаимозаменяемости — метод, при котором требуемая точность сборки достигается не у всех соединений при сопряжении деталей без их выбора, подбора или модификации размеров, а у заранее определенной их части, т. е. обусловленный процент (или доли процента) соединений не соответствует требованиям точности сборки и требует разборки и повторной сборки. Если дополнительные затраты на выполнение разборочно-сборочных работ меньше затрат на изготовление сопрягаемых деталей с более узкими допусками, обеспечивающими получение требуемой точности сборки у всех соединений, то метод неполной взаимозаменяемости целесообразен в этом данном конкретном случае. Метод групповой взаимозаменяемости — метод, при котором требуемая точность сборки достигается путем соединения деталей, относящихся к одной из размерных групп, на которые они уже рассортированы. Этот метод иногда называют селективным. В пределах каждой группы требуемая точность сборки достигается методом полной взаимозаменяемости. Данный метод предоставляет высокую точность сборки, однако он связан с дополнительной операцией сортировки деталей на размерные группы, надобностью хранения запасов деталей всех размерных групп и невозможностью использования части деталей, когда сопрягаемые детали неравномерно разделяются по размерным группам. Метод регулирования — при данном методе требуемая точность сборки получается путем изменения размера или положения компенсирующего звена, без снятия слоя материала с компенсатора. Метод пригонки — метод, при котором требуемая точность сборки достигается путем изменения размера компенсирующего звена со снятием слоя материала.
Метод сборки с компенсирующими материалами – состоит в том, что требуемая точность замыкающего звена достигается применением компенсирующего материала, вводимого в зазор между соединяемыми поверхностями деталей после их установки в заданное положение. Использование этого метода наиболее целесообразно при соединении деталей по плоскостям, а также в ремонтной практике для восстановления работоспособности изделий.
7(1).
Технический кодекс установившейся практики. ТО и ремонт автомобильных транспортных средств. Нормы и правила проведения (ТКП 248-2010 (02190).
В нашей стране ТО и ремонт автомобилей так же, как и других машин и механизмов, производятся на плановой основе, представляющей собой систему ТО и ремонта, которая состоит из комплекса взаимосвязанных положений и норм, определяющих порядок проведения работ по ТО и ремонту с целью обеспечения заданных показателей качества работы автомобилей в процессе эксплуатации. Эти положения и нормы определены нормативным документом «Технический кодекс установившейся практики ТКП 248 – 2010 (02190).
Структура системы ТО и ремонта автомобилей содержит три основных направления деятельности:
• предпродажное обслуживание и продажу новых и подержанных автомобилей;
• продажу запасных частей, эксплуатационных материалов и принадлежностей к ним;
• техническое обслуживание и текущий ремонт в гарантийный и послегарантийный периоды эксплуатации, а также различные виды ремонта.
ТО транспортных средств в зависимости от периодичности, трудоемкости и перечня работ подразделяется на следующие виды:
ежедневное техническое обслуживание (ЕО);
техническое обслуживание после обкатки (ТО-1000, ТО-2000);
первое техническое обслуживание (ТО-1);
второе техническое обслуживание (ТО-2);
сезонное техническое обслуживание (СО).
Изменение видов ТО допускается на основании рекомендаций сервисных книжек изготовителей ТС.
В зависимости от назначения, характера и объема выполняемых работ ремонт ТС подразделяется на следующие виды:
текущий ремонт (ТР);
ремонт малой трудоемкости (РМТ);
регламентированный ремонт (РР);
планово-предупредительный ремонт (ППР);
капитальный ремонт (КР);
восстановительный ремонт (ВР).
Технический кодекс установившейся практики РБ регламентирует принципиальные основы технического обслуживания и ремонта и устанавливает нормативы, обеспечивающие реализацию установленного ресурса транспортных средств.
Технические нормативно-правовые акты по ТО и ремонту транспортных средств включают: стандарты, в том числе государственные стандарты Республики Беларусь, стандарты организаций, технические условия, санитарные нормы, нормативные документы по охране окружающей среды, правила и гигиенические нормативы, нормы и правила пожарной безопасности, руководящие документы, прейскуранты, утвержденные (введенные в действие) в порядке, установленном законодательством Республики Беларусь.
7(2).
Методы расчета сборочных размерных цепей.
Сборочная размерная цепь представляет собой замкнутый контур взаимосвязанных составляющих и замыкающего (линейных или угловых) размеров, которые имеют численные значения и допуски.
При расчёте размерных цепей используются различные методы:
1. Метод полной взаимозаменяемости, при котором требуемая точность замыкающего звена размерной цепи достигается у всех изделий путём включения в него составляющих звеньев без выбора, подбора или изменения их значений. Этот метод используется обычно для массового и крупносерийного производства.
2. Метод неполной взаимозаменяемости, при котором требуемая точность замыкающего звена размерной цепи достигается у части изделий путём включения в него составляющих звеньев без выбора, подбора или изменения их значений. Допуска у отдельных звеньев будут больше. Способ дешевле, но у некоторых изделий погрешность замыкающего звена будет больше допуска, т.е. возможен риск определённой несобираемости.
3. Метод групповой взаимозаменяемости. Детали сортируются по группам, и сборка ведётся деталями одноимённых групп.
4. Метод пригонки. Требуемая точность замыкающего звена достигается изменением размеров компенсирующего элемента путём удаления определённого материала.
5. Метод регулирования, при котором требуемая точность достигается изменением размера или положения компенсирующего звена без удаления материала с компенсатора.
6. Сборка с компенсирующими материалами. Точность замыкающего звена достигается применением компенсирующего материала или элемента вводимого в зазор между сопрягаемыми поверхностями детали после их установки в требуемое положение.
Короткие технологические сборочные размерные цепи с числом звеньев не более трёх рассчитываются по принципу полной взаимозаменяемости (на максимум - минимум).
Размерные цепи с числом звеньев больше четырёх обычно рассчитываются вероятностным методом по принципу неполной взаимозаменяемости. При этом некоторая часть деталей не будет собираться, может потребоваться их замена. Расчёт проводится с учётом фактического распределения истинных размеров внутри полей их допусков и вероятности их различных сочетаний при сборке и механической обработке.
При работе по принципу полной взаимозаменяемости производится расчёт размерных цепей на максимум - минимум, учитывающий только предельные отклонения звеньев и самые неблагоприятные их сочетания. Расчёт на максимум - минимум начинают с построения размерной цепи, определяющей размерные связи рассматриваемого сборочного соединения.
8(1).
Обслуживание транспортных средств. Порядок проведения (СТБ-1175-99).
Для удовлетворения возрастающей потребности в техническом обслуживании и ремонте автомобилей создана широкая сеть предприятий автосервиса легковых автомобилей.
В связи с этим в 1987 г. было разработано «Положение о техническом обслуживании и ремонте легковых автомобилей, принадлежащих гражданам», которое действует наряду с СТБ 1175-2011 Республики Беларусь. «Обслуживание транспортных средств организациями автосервиса. Порядок проведения».
При ежедневном обслуживании выполняются контрольно-осмотровые работы по агрегатам, системам и механизмам, обеспечивающим безопасность движения (состояние шин, действие тормоза, рулевого управления, освещения, сигнализации и др.), работы по обеспечению надлежащего внешнего вида автомобилей (мойка, уборка, полировка), а также заправка автомобилей топливом, маслом, охлаждающей жидкостью. Контрольно-осмотровые работы производятся владельцем автомобиля перед каждым выездом, уборочно-моечные и заправочные — по мере необходимости.
При периодическом техническом обслуживании предусмотрено выполнение определенного объема работ после установленного предприятием-изготовителем пробега автомобиля. ТО автомобилей выполняется по талонам сервисных книжек. Обычно изготовители предусматривают основное ТО (ТО-1) и последующие виды ТО (ТО-2, 3, 4 и т.д) через определенные пробеги. Основное ТО для большинства автомобилей проводится начиная с 10…20 тыс. км. побега. Далее, к основному ТО добавляются другие работы, в зависимости от регламента проведения технического обслуживания и пробега автомобиля (обычно 10…20 тыс.км). Периодичность и объемы работ ТО приведены в талонах сервисных книжек и в руководствах по эксплуатации.
Согласно СТБ 1175-2011 Республики Беларусь. предприятия, обслуживающие АТС, подразделяются на организации автосервиса и организации фирменного автосервиса.
Организация автосервиса – это юридическое лицо или индивидуальный предприниматель, производящие обслуживание транспортных средств заказчика.
Организация фирменного автосервиса – организация автосервиса, выполняющая требования изготовителя транспортных средств к сервисным подразделениям и обслуживанию транспортных средств, получившие в установленном порядке от изготовителя или его официального представителя полномочия на проведение обслуживания транспортных средств и право использования товарного знака (знака обслуживания) от его владельца.
Организации автосервиса подразделяются на несколько категорий.
Категория А – организации фирменного автосервиса.
Категория В – организации автосервиса, имеющие полномочия от официальных представителей изготовителей транспортных средств на оказание отдельных услуг и производящие работы по технологическим регламентам изготовителей транспортных средств.
Категория С – организации автосервиса, оказывающие услуги и производящие работы по техническому обслуживанию транспортных средств, для которых не требуется обязательное использование технологических регламентов изготовителей транспортных средств.
8(2).
Сущность процесса комплектования деталей.
Комплектование деталей представляет собой процесс подбора полного комплекта деталей, входящих в состав узла, агрегата или машины. Основная цель комплектования — это уменьшение до минимума подгоночных работ при сборке узлов, агрегатов и машин, а также повышение производительности труда рабочих на сборке.
В процессе комплектования выполняют следующий комплекс работ:
накопление, учет и хранение деталей, сборочных единиц и комплектующих изделий;
оперативная информация соответствующих служб предприятия о недостающих деталях, сборочных единицах, комплектовочных изделий;
подбор сопряженных деталей по ремонтным размерам, размерным и массовым группам;
подбор и подгонка деталей отдельных сопряжений;
подбор составных частей сборочного комплекта по номенклатуре и количеству (группы деталей, сборочных единиц и комплектующих изделий, составляющих то или иное изделие);
доставка сборочных комплектов к постам сборки до начала выполнения сборочных работ.
Наиболее ответственной задачей комплектования является подбор деталей по размерам с целью обеспечения требуемой точности сборки, т.е. точности зазоров, натягов и пространственного положения деталей.
Различают три способа подбора деталей в комплекты:
штучный;
групповой;
смешанный.
При штучной комплектации к базовой детали, имеющей действительный размер, подбирают вторую деталь данного сопряжения исходя из величины зазора или натяга, допускаемого ТУ
При групповой комплектации поле допусков размеров обеих сопрягаемых деталей разбивают на несколько интервалов, а детали сортируют в соответствии с этими интервалами на размерные группы. Размерные группы сопрягаемых деталей обязательно маркируют цифрами, буквами или красками.
По группам детали сортируют путем замера инструментами, в том числе калибрами. Применяют способ для подбора ответственных деталей.
При смешанной комплектации используют оба способа:
1) ответственные детали – групповым;
2) менее ответственные детали – штучным способом.
9(1).
Коррозия металлов. Классификация коррозионных процессов, факторы влияющие на их развитие, количественные показатели.
В средн коррозией поврежд-ся 20,2% дверей, 20,8% капота, 31,6% крыльев, 23,5% внутренней поверхности лонжеронов кузова.
Коррозия(К) – самопроизвольн и необратим разруш-е материалов из-за физико-химич взаимодействия их со средой.
Классиф-ция коррозионных процессов:
1 По механизму процесса:
- Химическая; - Электрохимическая.
2 По условиям протекания процесса: газовая, атмосферная, жидкостная, коррозия внешним током, коррозия блуждающим током, контактная, щелевая, коррозионная кавитационная, коррозия при трении.
3 По характеру разрушения:
- Сплошная или общая; - Местная.
Факторы, влияющие на развитие коррозионных процессов:
Окружающ среда: Природно-климатич условия, Загряз-ния атмосферы; Противообледенительные средства.
Эксплуатация: Условия хранения, ТО, Антикоррозионная обработка днища, Консервация полостей.
Производство: Материал изготовления, Конструкция и форма, Технология изготовления.
Во влажн и жарк климате- плесень. На окраш. поверхностях плесень вызывает обесцвечивание и разрушение слоя краски.
Действие солнеч радиации прояв-ся в химич. разложении пластмасс, резины, тканей, дерева и лакокрасочных покрытий.
Одним из наиболее действующ факторов внеш среды явл-ся температура, кот вызывает нарушение условий хранения автомобилей, особенно на открытых площадках.
Необходимо, что бы увлажнённые детали быстро сохли, для этого необходимо применять сушку после мойки автомобиля, перед постановкой их на хранение, ТО и Р, вентиляцию помещений.
Больш влияние на корроз Ме-ла оказ-ет конденсац влаги. Процесс конд-ции влаги в металле зав-т от темп-ры окруж среды, разницы темп-р возд и металла (Т), влаж-ти воздуха.
Конденсат в виде капель вызывает более интенсивную коррозию, чем в виде сплошной пленки. Наибольшее количество капель конденсата выпадает на Fe,Mg,Al,Zn.
Периодич смачив-е конд-том вызыв-т большее разруш-е коррозией, чем непрерывн нахожд-е металла в электролите.
За 9 летних месяц удельн вес годов К авто составляет 32 %, а на 3 зимних месяца – 68 %. В свою очередь эти 68 % распределены: 43 % - коррозия по атмосферным причин; 57 % - коррозия под влиянием противообледенительных средств.
Современный каркас из тонких стальных листов, что приводит к недостаточн их коррозионн стойкости.
Причём в резул-те сварки получ-ся много замкнут полых пространств и щелей, скрытых от контроля, в кот созд-ся благоприятн условия для возникнов-я коррозион процессов.
Наиболее интенсивная коррозия в сельской местности наблюдается при зазоре 0,5 – 2,0 мм, в промышленных районах – при зазоре 0,5 – 3,0 мм.
Количественными показателями коррозии могут служить: площадь поверхности детали, которая поражена общей коррозией; при местной - количество коррозионных центров, глубина питтинга, изменение толщины детали, измерение емкости покрытия, которая позволяет выявить процесс коррозии на ранних стадиях и др.
Все используемые в практике методы защиты от коррозии можно классифицировать по характеру их воздействия на металл, коррозионную среду, конструкцию изделия.
9(2).
Характерные дефекты деталей класса «круглые стержни» валов двигателей и рекомендуемые способы их устранения, пример.
Валы изготавливаются из конструкционных среднеуглеродистых и легированных сталей, высокопрочного чугуна
При нормальных условиях работы одним из основных дефектов валов является износ. Перегрузка и усталость металла, нарушение смазки трущихся поверхностей вызывают нагрев и деформацию детали, износ, задиры и схватывание на поверхностях трения.
Характерными дефектами валов являются износ шеек, повреждение или износ резьбовых поверхностей, не плоскостность, биение привалочных поверхностей фланцев, износ гнезд под подшипники, износ эксцентриков и кулачков, износ шлицов, повреждения установочных поверхностей, износ зубьев. Валы с трещинами, выкрашиваниями, с цветами побежалости (пониженной твердостью шеек), большими задирами выбраковываются.
В качестве технологических баз у распредвалов используют центровые отверстия и боковую поверхность шпоночного паза, а у коленчатых валов – дополнительно коренные шейки.
Усталостную прочность восстанавливают поверхностным пластическим деформированием. Операция обеспечивает создание остаточных сжимающих напряжений в поверхностном слое, в котором уничтожаются субмикроскопические трещины, являющиеся возможными источниками усталостного разрушения.
Износ устраняется различными способами — обработкой под ремонтный размер, пластической деформацией, установкой дополнительной ремонтной детали, накаткой, наплавкой, напылением металлов и полимеров, гальванопокрытиями и др. Выбор способа ремонта валов обусловливается в основном условиями работы детали, качеством ее поверхности, производственной программой, экономическими факторами.
Изгиб коленчатого вала устраняют правкой на прессе с перегибом в противоположную сторону примерно в 10 раз больше величины изгиба. Без ремонта допускается радиальное биение-0,05 мм. Чугунные валы правят методом наклёпа с помощью пневматического молотка.
Износ коренных и шатунных шеек в пределах ремонтных размеров восстанавливают шлифованием с последующем полированием. Ремонтный интервал как правило составляет 0,25 мм. Шейки вышедшие за пределы ремонтных размеров восстанавливают наплавкой.
Изношенные отверстия под подшипник первичного вала КП восстанавливают постановкой ДРД или вибродуговой наплавкой.
Отверстия под болты крепления маховика восстанавливают развертыванием их в сборе с маховиком под ремонтные размеры.
Износ наружной поверхности фланца восстанавливают наплавкой с последующей обработкой под номинальный размер.
Биение торцовой поверхности фланца устраняют протачиванием «как чисто», выдерживая толщину фланца не менее допустимой по ТУ величины.
Изношенные шпоночные и маслосгонные канавки восстанавливают наплавкой с последующей обработкой по рабочему чертежу. Шпоночный паз у двигателей К-740 фрезеруют по ремонтный размер +0,5 мм.
Увеличение длины коренной шейки, фиксирующей вал от осевого смещения, компенсируют установкой упорных шайб ремонтного размера.
10(1).
Элементы производственно-технической базы (ПТБ) АТП. Формы развития ПТБ.
Совокупность организацтон-х, технич-х, материальных, технологических, экономических и др. мероприятий, направленных на поддержание подвижного состава в технически исправном состоянии, представляет ПТБ АТП.
Основными элементами ПТБ являются:
транспортные средства, здания, стоянки; сооружения; передаточные устройства; машины и оборуд-е; инструм-т;
хозяйст инвентарь; проч основн фонды: зеленые насаждения, водоемы.
Основн эл-ами ПТБ комплексн АТП явл-ся: основ ср-ва 90-95% и оборотн ср-ва 5-10%. Основ ср-ва включ-т подвиж сос-в 60%, здан и сооруж-я 30%, оборудование 5%.
Основ эл-т ПТБ АТП - производствен корпус, в кот выполн-ся работы ТО и ТР подвижн сос-ва и кот имеет соответствующ производствен площади и оборуд-е. На сост-е ПТБ влияют ряд факторов: раз-ры и оснащ-ть производств-х помещ-й, ур-нь технологии ТО и ТР, форма организац и управл-я произв-вом.
В кач-ве показ-лей оценки ПТБ: число произв-х рабочих и постов на 1 авто; площади произв-х, склад-х и администр-бытов помещ-й на 1 авто; площади стоянки и территор на 1 авто, знач-я кот рассчит-ся и сравн-ся с нормативн.
Развит и совершенств-е ПТБ ПАТ осущ-ся в форме строит-ва новых предприят, реконстр-и и расширении действ-х и их технич перевооруж-я. Нов строит-во предусматривает возведение комплекса нов зданий и сооруж-й основн произв-ва, администр-быт и технич-го назнач-я (компрессорная, котельная). Расшир-е предусматривает строит-во (дополн) нов зданий и сооруж-й и увелич-е площади существ-х зданий и сооруж-й за счет пристройки или надстройки на имеющейся территор.
Реконструкция предусматр-т переустройство существующих зданий и сооруж-й, связан с совершенствов-ем тех процессов, внедрением нов оборуд-я, улучш-м условий труда и охраны окр среды, повышением эффективности ПТБ.
Технич перевооруж-е предусматривает выполнен комплекса мероприятий по повыш-ю уровня ПТБ без увелич-я мощ-ти предприятия: внедрение ср-в научн организации труда; переустройство инжен-х сетей; модернизация природоохран-х объектов; замена устарев-го и изношен оборуд-я, повыш-е производит-ти, условий и организации труда.
Основ организац-технологич формы ПТБ- концентрация, специализация и кооперация. Концентр-я объед-е ПТБ, труд и др ресур-в для вып-ния ТО и Р. Свод-ся к укрупнен предприят и росту объемов выполн-х работ. Специализ-я ориентация произв-ва на выполн-е определен вида ограничен номенклат работ ТО и ТР. Коопер-я совместн выполн-е опред-х работ по ТО и ТР подвижного состава нескольк предприят-ми или производствен-ми подразделен-ми, предусматривающ существование м/у ними технологич-х, экономич-х, организац-х, управленч-х и информац-х связей.
Реконструкция, расширение и техническое перевооружение действ-х произв-в имеют ряд преимуществ перед нов строит-вом. 1-ое преимущ-во - более экономн расход-е материаль-х, финанс-х, трудов и др. По отнош-ю к затратам на нов строит-во удельн затраты на ед-цу мощности составляют: при расширении 71 - 75 %, при реконструкции 41-43 %, при технич перевооружении 20-21%. 2-ое преимущ-во - значит сокращение сроков освоения капитальных вложений. Строит-во нов АТП средн раз-ра продолжается 3-4 года и даже 5-6 лет и более. Реконструкция и расшир-е действующ предприятия позв-т вводить в строй в 2,5- 3 раза быстрее.
10(2).
Характерные дефекты корпусных деталей и рекомендуемые способы их устранения, пример.
Корпусн детали изгот-ся как правило в виде отливки из модифицирован, ковкого чугуна или алюм сплава.
Корп детали предн-ны для креп-я дет агрегата, имеют: отверстия, отверстия для установки подш-ков, втулок, вкладышей, валов, гильз, штифтов и резьбовые отверстия для крепления деталей; плоскости и технологич плоскости. Общим конструктивно-технологическим признаком для большинства корпусных деталей является наличие плоской поверхности и двух установочных отверстий, используемых в качестве установочной базы как при изготовлении, так и при восстановлении деталей данного класса.
Наиболее распространенными дефектами деталей этого класса являются: износ внутренних посадочных поверхностей; нарушение геометрических размеров, формы и взаимного расположения поверхностей; обломы и пробоины частей картера; обломы шпилек, срыв резьбы; сколы, трещины, повреждение плоскостей разъемов, поверхностей под подшипники и опорных поверхностей.
Ремонт корпусных деталей (блок цилиндров и т. п.) начинают с восстановления технологических баз, удаления обломанных шпилек и болтов, повреждений резьбовых отверстий, а также устранения трещин и других повреждений, требующих применения сварочных операций, так как сварка может повлечь за собой коробление обработанных плоскостей деталей.
Дефекты корп деталей устраняются следующим образом: пробоины — постановкой ме накладки на клею (со ставы на основе эпоксидной смолы) с закреп-м ее болтами,
обломы — приваркой обломанной части с закреплением ее болтами или с постановкой усиливающей накладки;
трещины — задел-м с пом-ю фигур вставок; нанес-м сос-ва на основе: эп смолы, эп смолы с наложением накладок из стеклоткани, эп смолы с наложением ме накладки и за креплением ее болтами; сваркой; сваркой с последующей герметизацией шва полимерным составом, с пом-ю фигурных вставок и эпоксидной смолы;
повреждения и износ резьбовых отверстий — прогонкой метчиком, нарезанием резьбы увеличенного размера, установкой ввертыша (резьбовой пробки) и нарезанием резьбы нормального размера, нанесением полимерных материалов на резьбовые поверхности, установка резьбовых спиральных вставок;
обломы болтов, шпилек — удалением обломанной части с помощью бора или экстрактора, с помощью гайки или прутка;
коробление привалочных поверхностей — шлифованием, фрезерованием или шабрением;
износ внутрен-х цил пов-тей — в блоке цилиндров устраняется разными способами: посадочные пояски в блоке под гильзы цилиндров растачиваются под ремонтный размер (износ более допустимого размера устраняют электроконтактным способом, нанесением синтетических материалов или напылением с последующей обработкой) поверхности отверстий под толкатели клапанов развертываются под ремонтный размер (или постановкой ДРД если большой износ); поверхности под вкладыши и втулки ремонтируются механической обработкой под ремонтный размер или методом наплавки, напыления металла, электроискровой обработкой, гальваническим наращиванием металла, полимерными покрытиями, ДРД с последующей механической обработкой до размера по рабочему чертежу. Ремонт с применением ДРД является процессом трудоемким, так как требуется предварительная расточка отверстий (соосных – с одной установки), запрессовка или вклеивание втулок, однако простота способа и надежность отремонтированных отверстий позволяют широко его использовать.
11(1).
Определение кол-ных показателей долговечности.
Долговечность авт-ля, его агрегатов и деталей явл-ся их свойством сохранять работоспособность до наступления предельного состояния при заданной системе ТО и ремонта. Это свойство оцен-ся технич. ресурсом, опр-мым пробегом авт-ля, и сроком службы, измеряемым календарной продолжительностью работы авт-ных конструкций до предельного состояния. Долговечность детали, агрегата, авт-ля оцен-ют в основном величиной ресурса.
Одна из задач в области экспл-ии является установление дифференцированных норм сроков службы агрегатов автомобилей, которые отражали бы климатич., дорожные, организационно-технические и другие условия эксплуатации.
О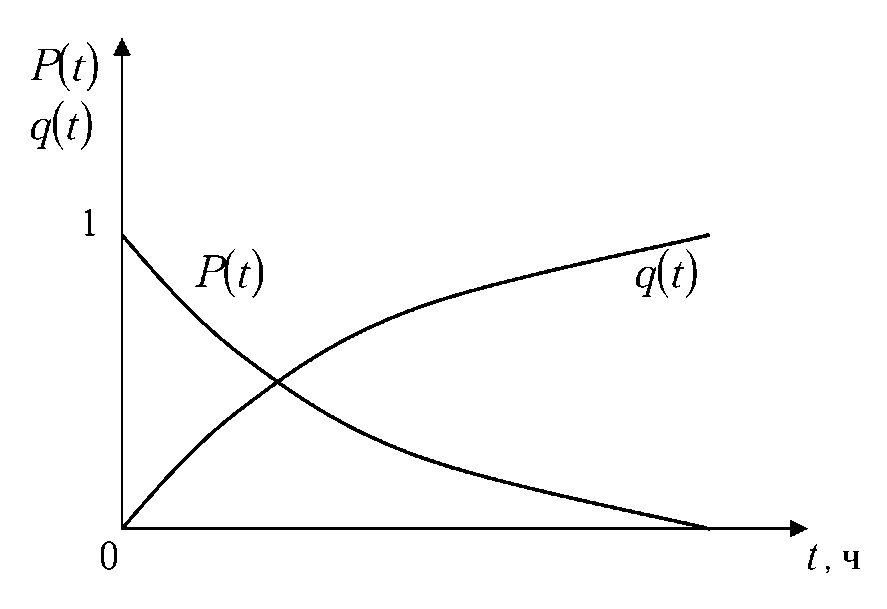 бщ.
св-ми ф-ции надежности явл-ся след.
пар-ры: при t
=0
P(0)=1,
т.е. полагают, что в начальный момент
времени элемент находится в исправном
состоянии; P(l)
явл-ся не возрастающей функцией времени,
т.е. она либо монотонно убывает, либо на
отдельных участках может оставаться
постоянной; при t
бщ.
св-ми ф-ции надежности явл-ся след.
пар-ры: при t
=0
P(0)=1,
т.е. полагают, что в начальный момент
времени элемент находится в исправном
состоянии; P(l)
явл-ся не возрастающей функцией времени,
т.е. она либо монотонно убывает, либо на
отдельных участках может оставаться
постоянной; при t
 ,
т.е. при возрастающем сроке службы
автомобиля вероятность его безотказной
работы уменьшается и стремится к нулю.
(Р – вероятность безотказной работы, q
– вероятность отказа).
,
т.е. при возрастающем сроке службы
автомобиля вероятность его безотказной
работы уменьшается и стремится к нулю.
(Р – вероятность безотказной работы, q
– вероятность отказа).
Убыв. кривая хар-ет собой безопасность и долговечность неремонт. изделий. Наработка неремонт. изделия наступает при отказе и является его ресурсом. Различают ресурс до первого ремонта, межремонтный ресурс, средний ресурс и гамма-процентные ресурсы авт-ных конструкций.
Средние ресурсы во многом определяют расходы зап. частей и трудовые затраты на ремонтные воздействия.
Основным пок-м долговечности явл-ся средняя наработка lн на отказ авт-ля на пробеге до предельного состояния
 ,
,
где li - пробег i-го автомобиля до предельного состояния, n(li) - общее число отказов за рассматриваемый пробег.
Если агрегаты авт-ля явл-ся восстанавливаемыми системами, наработка на отказ определяют
где l=l2 –l1 - период наработки автомобиля;
nср(l2);
nср(l1)
– ср. число отк. до наработки соотв.:

 ,
где ni
(l)
– число отказов до наработки l;
N
– кол-во подконтрольных автомобилей.
,
где ni
(l)
– число отказов до наработки l;
N
– кол-во подконтрольных автомобилей.
Статист. ср. ресурс (ср. срок службы) опр-ся:
Lср
= ,
или
,
или
где Lpi –ресурс i-го авт-ля, f(l) – плотность ф-ции распред.
Гамма-процентным ресурсом наз. наработка, в течение к-рой объект не достигнет пред. Сост. с заданной вер-стью λ, выраженной в процентах.
 где
где
 - ф-ция распределения ресурса.
- ф-ция распределения ресурса.
Общую закономерность распределения ресурса выявляют подбором теоретических кривых, используя статистические оценки распределения.
11(2).
Технол. Документация техпроц. Восстан. Деталей.
Технол. документ – документ, к-рый отдельно или в совокупн. с др. документами определяет тех. процесс или операцию ремонта. Основные тех. документы бывают общего (титульный лист, карта эскизов, технол. инструкция) и специального назначения (карты маршрутная, технол., типового процесса, операционную, наладки, комплектовочную и пр., ведомости оснастки, оборудования, материалов и пр.).
Тех. документы делятся на текстовые и графические. Текстовые документы содержат сплошной текст или текст, разбитый на графы, разделы и подразделы. Описание тех процессов: маршрутное (краткое описание всех тех процессов в маршрутной карте), операционное (полное описание всех технол. операций в их последовательности), маршрутно-операционное. При ремонте используется маршрутно-операционное описание. Графические документы, содержащие изображение изделия, служат наглядной дополнительной информацией: эскизы на издения или на их составные части, технол. установы и позиции, технол. схемы (кинемат., электрич., гидравлич. и пр.), графики и др.
Совокупность технол. документов, необходимых и достаточных для выполнения технол. процесса или операции, представляет собой комплект документов тех. процесса.
Технол. документ содержит сведения о типе и модели примен. обор-ния, последовательности операций и переходов, базах и способах установки изделий, приспособлениях и инструменте. В нем определены мероприятия по охране труда, назначены технол. режимы, рассчитаны материальные и трудовые нормативы. Последовательность прохождения изделия по подразделениям при ремонте представляет собой технологический маршрут.
Маршрутная карта содержит сведения обо всем техпроцессе. При разработке типовых и групповых техпроцессов в маршрутной карте указывают только постоянную информацию, относящуюся ко всей группе. Операционные карты описывают только одну операцию. Состав сведений должен быть достаточным для выполнения операции с необходимым качеством. Данные о тех. оснастке приводятся с использованием классификаторов, стандартов на ее кодирование с указанием наименования.
Тех процесс вначале разрабатывают для ремонта (восстановления) изделия нового вида, а затем этот процесс совершенствуют с учетом опыта его применения и анализа, а также достижений науки и производства.
12(1).
Классификация работ то и тр авт-лей по целевому назначению. Внешний уход за авт-лем. Мойка, сушка и обтирка кузова. Методы и уст-ва для очистки сточ. Вод.
Различают два вида работ ТР: разборочно-сборочные (снятие с автомобиля и постановка на него агрегатов, узлов, механизмов; частичная разборка и сборка агрегатов, узлов, механизмов для замены или ремонта деталей; крепление и регулировка механизмов и агрегатов автомобиля) и ремонтно-восстановительные (замену и восстановление изношенных, поврежденных, потерявших свою первоначальную форму деталей автомобиля путем механической обработки, сварки, наплавки, правки, окраски и т.д.). Они подразделяются на работы слесарно-механические, кузнечно-рессорные, сварочные, медницкие, электротехнические и др.
Существуют работы по самообслуживанию предприятия - ремонт оборудования, водоснабжение, вентиляция, отопление, электроснабжение. Эти выполняются отделом главного механика.
Внешний уход. Назначение: для обеспечения внешнего вида авт-ля с учетом требований эксплуатации и предохранения кузова от коррозии и разрушения. Причины загрязнений: влиянение температуры, атмосферные воздействия, солнечные лучи, нелепание грязи, содержание кислоты, пыль, мусор, остатки перевозимых грузов.
Мойка. По способы выполнения: ручная, механизированная, комбинированная, автоматизированная. Основное требование: высокое качество мойки при наименьшем расходе воды, электроэнергии, минимальных затратах рабочей силы. Сокращение расхода воды на мойку за счет уменьшения размеров сопла и увеличения напора воды. Ручная мойка. Площадки и канавы должны иметь водонепрониц. пол с уклоном в 2-3% в сторону трапа для сточных вод. Виды: ручная шланговая мойка, мойка высокого давления. Механизированная и автоматизированная мойка. Механизированная мойка по способу управления: автоматическая (датчики, фотоэлементы, специальные электронные устройства), с ручным приводом. По принципу действия: струйные, со щеточными барабанами, комбинированные. В завис. от способа относительного перемещения: авт-ль неподвижен, щетки неподвижны; авт-ль перемещается, насадки неподвижны; авт-ль неподвижен, насадки подвижны; авт-ль и насадки подвижны. Виды моющих средств: ПАВ, СПАВ, СМС.
Сушка – удаление влаги с поверхности после мойки. Методы: обтирание чистыми обтирочными материалами, обдувка сжатым воздухом (холодным, реже горячим), сушка инфрокрасными лучами. Скорость воздуха 20-22 м/с.
Полировка. Для восстановления блеска и предупреждения дальнейшего ухудшения окраски рекомендуется применять полирующие составы и пасты, состоящие из смесей тонких образивов, минеральных и растительных масел, воска, хоз. мыла, спец. эмульгаторов и растворителей и воды.
В АТП для очистки воды должны исп-ться хотя бы установки работающие по принципу отстаивания и фильтрации загр. воды.(грязеотстойники, бензо-маслоуловитель)
Грязеотстойник –твердые частицы осаждающиеся на дно. Очищенная вода поступает в бензомаслоуловитель, где в следствии меньшего удельного веса нефтепродукты скапливаются в верхней части и удаляются. Грязеотстойник очищает с помощью грейферов, эйнжекторов, а также гидроциклонного устройства. Однако после такой очистки в ходе остается много веществ с превышением допустимой концентрацией.
Установки, сооружения для очистки повторного и обратного водоснабжения могут быть локальные и групповые, флотационные, с последовательной фильтрацией типа «кристалл» , биологическая очистка воды, комбинированная( флотация и биологич. очистка).
Для выбора метода изучают степень загрязненности и объем воды необходимой для мойки. При определении степени загрязненности необходимо установить кислотность или щелочность воды. В естественных условиях очистки воды сводится к длительному хранению(25-30 дней) загрязненной воды в открытых водоемах( глубина не больще 3 м.), после такого хранения вода теряет всякую токсичность. Более прогрессивный метод очистки воды до питьевой является-озонирование воды.
Флотационный метод основан на коагулировании (свертывание, сгущение) загрязненной жидкости с добавлением в них коагулянтов( известь, железный купарос, хлорист. железо-в зависимости от кислотности воды).
Для ускорения всплывания хлопьев, снизу подается сжатый воздух.
Хорошим является производительность метода, но содержание загрязнений может резко колебаться в зависимости от кислотной или щелочной составляющей в загрязненной воде, поэтому добиться полной очистки флотационным методом можно при наличии автоматического регулирования подачи коагулянта.
12(2).
Принципы формирования технологических маршрутов восстановления деталей.
Последовательность прохождения изделия по подразделениям при выполнении техпроцесса ремонта (восстановления) этого изделия представляет собой технологический маршрут. Имеются два основных метода проектирования ТМ: заимствования (использование процессов и их элементов, имеющихся в заводских архивах) и синтеза (использование новых элементов процесса и их связей с применением логических правил и аналитических зависимостей).
При проектировании техн. маршрута необходимо принять во внимание данные о заготовке: метод её получения (отливка, поковка, прокат и т. д.), её точность, определяющую величину припусков, снимаемых в процессе обработки.
Обработка должна начинаться с поверхности, к-рая будет техн. базой для установки детали в процессе её восстановления.
Сначала выполняются тепловые операции (напыление, направка, сварка и др.), а затем механическая обработка.
Последовательность видов обработки (точение, сверление, фрезерование и т. д.) может быть различной, в зависимости от типа производства, но стремиться надо к их концентрации в пределах одного станка.
Последовательность операций одного вида обработки должна быть обратной их точности, т. е. первыми выполняются более грубые (черновые) операции, последними — более точные (чистовые и отделочные). Разделение процесса на черновые и чистовые операции позволяет рационально использовать не только оборудование, но и особенности различных методов обработки. Черновой обработкой на одних станках удаляется большая часть припуска, но при этом не требуется высокая точность. Окончательную же обработку можно вести на других станках и другими методами. Например, черновую обработку цилиндрических поверхностей можно выполнить на токарных станках, а окончательную — на круглошлифовальном. При этом достигаются лучшие показатели как по производительности, так и по точности.
Последовательность проходов режущего инструмента внутри одной операции так же должна быть обратной их точности — черновые, п/чистовые, чистовые и отделочные
Маршрутная карта содержит сведения обо всем тех. процессе. Содержание операций включает действие исполнителя, окончательные параметры. Краткую запись содержания операции делают с указанием вида обработки и обрабатываемых поверхностей. Так же указывается приспособления, вспомогательный инструмент, режущий инструмент, средства измерения.
При разработке типовых и групповых тех. процессов в маршрутной карте указывают только постоянную информацию, относящуюся ко всей группе изделий.
13(1).
Технологическое оборудование, применяемое при ТО и ТР автомобилей. Инженерный анализ аналогов, исследование уровня качества и тенденций его развития.
При составлении классификации оборудования, подлежащего включению в систему ТО и Р, учитывают: значимость образца для производственного процесса; сложность его устройства и работы, с индивидуальной оценкой по этому признаку его механической, гидропневматической и электрической части; трудоемкость и сложность работ по устранению отказов и неисправностей; первоначальная стоимость образца, сложность его монтажа, затраты на эксплуатацию; надежность работы образца; интенсивность использования.
Классификация всего перечня образцов тех.оборудования:
1). Оборудование не сложно по устройству, восстановлению работоспособности, не требует никакой системы ТО и Р. При повреждении – замена или восстановление на АТП (гаечные ключи, комплекты слесарно-монтажных инструментов), щетки, пистолеты для обдува, тележки для колес, приборы для проверки якорей, комплекты изделий дя очистки и проверки СЗ и пр.)
2). Оборудование средней сложности, система ТО и Р для многих образцов, ТО включает систематическую проверку тех состояния привода, рабочих органов, герметичности трубопроводов и узлов, действия и показаний контрольных приборов, устройств, самописцев, регулировку узлов и механизмов, замену уплотнительных деталей, смазка отдельных частей. Р: замена новыми изношенных деталей новыми, устранение неисправностей и отказов и пр. (установки для мойки дисков колес, мойки деталей, стенды опрокидователи, простые и недорогие станки, стенд для проверки гидроусилителя руля и пр.).
3). Образцы оборудования большой сложности, требующие для восстановления выполнения специальных и точных работа. Система ТО и Р включает множество тех. воздействий. ТО включает более расширенный комплекс подготовительных операций, выполняемых ежедневно и ряд дополнительных работ по обслуживанию наиболее сложных механизмов и рабочих органов, передаточных устройств и пр. Р: изготовление деталей с высокой точностью, устранение неисправностей и отказов электронных, сигнальных и измерительных систем, точные настройки и отладки. (установки для мойки автомобилей и автобусов, стенды для ТНВД, окрасочно-сушильные камеры, диагностическое оборудование, стенд для проверки тормозов, углов установки колес и пр.)
13(2).
Выбор рационального способа восстановления деталей.
Одну и ту же деталь можно восстановить различными способами, однако не все они будут в равной мере рациональны и приемлемы. При выборе способа восстановления необходимо учитывать конструктивные особенности детали, условия ее работы, величину и характер износа, материал и термическую обработку, размеры восстанавливаемой поверхности, технологические возможности ремонтного предприятия, надежность работы детали после восстановления, затраты на восстановление и т. д.
Рассматривая конкретную деталь, следует определить возможные способы восстановления изношенной поверхности. Например, при восстановлении поверхности валов с малыми величинами износа (до 0,3 мм) нецелесообразно применять автоматическую наплавку под слоем флюса, а следует использовать методы электроискрового наращивания, осталивания и т. п.
Определив приемлемые способы ремонта, необходимо подробно разработать технологию восстановления детали и определить затраты на восстановление по каждому технологическому процессу.
Коэффициент долговечности деталей, восстановленных различными способами, определяют по статическим и исследовательским данным.
Приведем примеры конкретных деталей, для которых целесообразно применение тех или иных способов восстановления. Гальваническому наращиванию подвергают плунжерные пары, гильзы цилиндров, поршневые пальцы, стержни клапанов и толкателей, внутренние поверхности шкивов, маховиков, чугунных корпусов подшипников и корпусных деталей. Электроискровое и электроимпульсное наращивание используют для восстановления посадочных мест под шкивы шестерен, маховики, под кольца подшипников качения на валах и в корпусах, на осях катков. Электродуговой наплавкой под слоем флюса проволокой или порошковыми ленточными электродами восстанавливают опорные катки и поддерживающие ролики тракторов, звенья гусениц, бандажи колес, шатунные и коренные шейки коленчатых валов автомобильных двигателей и другие детали.
Вибродуговой наплавкой и наплавкой в среде защитного газа с последующей упрочняющей обработкой восстанавливают шейки распределительных валов, оси катков, шлицы валов коробок передач и задних мостов, шпиндели токарных, шлифовальных и сверлильных станков.
Сравнение стоимостей восстановления и изготовления одних и тех же деталей с учетом технико-экономического критерия показывает, что восстановление металлоемких, крупногабаритных и дорогостоящих деталей дает экономию 40…75 % номинальной стоимости новых деталей.
14(1).
Крепежные работы: характеристика, назначение, влияние на надежность автомобиля. Способы снижения трудоемкости крепежных работ.
Назначение крепежных работ. Основной целью крепежных работ является контроль и восстановление затяжки крепежных соединений. Резьбовые соединения деталей составляют 80…90 % общего количества соединений, применяемых на автомобилях. Резьбовые соединения со временем ослабевают вследствие деформации металла, смятия резьбы, уплотнения прокладок, произвольного отвертывания под действием знакопеременных нагрузок, вибрации и других причин.
При оценке состояния крепежного соединения, необходимости его восстановления и определения периодичности обслуживания следует учитывать назначение и условия работы автомобиля. В связи с этим крепежные соединения автомобиля делятся на три группы.К первой группе относят крепежные соединения, влияющие на безопасность движения. Основным назначением соединений второй группы является обеспечение прочности. К таким соединениям относятся крепления двигателя к раме, различных узлов и механизмов на двигателе, передних и задних рессор, коробки передач и т. п. Их проверяют наружным осмотром и пробным подтягиванием.
Соединениями третьей группы (не входящие в первую группу) являются соединения обеспечивающими герметичность. К ним относятся соединения маслопроводов и топливопроводов, шлангов и патрубков системы охлаждения, крепления головки цилиндров, крышек картеров и т. п. Они проверяются визуально по следу вытекающей жидкости и падению давления.
Сборка резьбовых соединений заключается в создании в них определенных усилий (натяга). Существует несколько методов контроля усилия затяжки. Наиболее распространенные из них: контроль по крутящему моменту при затяжке гайки или болта; контроль по углу поворота гайки или болта; контроль по удлинению болта. Требуемый момент затяжки выбирается из специальных таблиц с учетом размера резьбы и марки металла.
Для повышения надежности резьбовых соединений производится их стопорение. Наиболее известный способ — применение стопорной гайки (контргайки). В настоящее время в автомобилестроении он в основном применяется в тех узлах, где существуют большие нагрузки и надо выдержать определенный зазор в сочленении, например регулируемый толкатель (шток) привода включения сцепления, крепление сайлент-блоков.
Механизация крепежных работ. Для уменьшения трудовых затрат при крепежных работах применяют гайковерты. Гайковерты бывают ручные и передвижные — на тележках, перекатываемых по полу помещения или передвигаемых по направляющим на роликах в осмотровых канавах. По способу привода гайковерты подразделяются на электромеханические и пневматические.
Электромеханический гайковерт предназначен для отвертывания и завертывания наружных и внутренних гаек колес грузовых автомобилей и автобусов. Пневматические гайковерты используются для отворачивания и заворачивания крепежных соединений с диаметром резьбы до 16 мм. Применение гайковертов увеличивает производительность работ в 3…4 раза. Однако при их работе возникает шум, превышающий установленные нормы. Кроме этого, развиваемый гайковертом момент в ряде случаев оказывается недостаточным. Для увеличения крутящего момента и устранения шума в конструкциях гайковертов используются цилиндрические редукторы и ременные вариаторы непрерывного действия.
14(2).
Восстановление деталей электрохимическими способами (хромирование и железнение).
Восстановление деталей хромированием, особенности.
Этот процесс применяют для ремонта изношенных поверхностей или восстановления декоративных покрытий деталей. Преимущества электрического хрома: 1. высокая микротвердость (в 1,5...2,0 раза выше, чем при закалке ТВЧ);
2. высокая износостойкость (в 3...5 раз по сравнению с закаленной сталью); 3. низкий коэффициент трения (на 50% ниже, чем у стали и чугуна); 4. высокая коррозионная стойкость; 5. высокая прочность сцепления (адгезия) покрытия с поверхностью детали.
Недостатки процесса хромирования и хромового покрытия:1. низкий выход металла по току (8.-42 %).; 2. небольшая скорость отложения осадков (0,03 мм/ч); 3. высокая агрессивность электролита 4. большое количество ядовитых выделений, образующихся при электролизе; 5. толщина отложения покрытия практически не превышает 0,3 мм; 6. гладкий хром плохо удерживает смазочное масло.
Большое влияние на процесс хромирования и качество осадка оказывают плотность тока и температура ванны. Увеличение плотности тока повышает выход по току, а увеличение температуры понижает. Для получения качественных осадков хрома необходимо поддерживать определенное соотношение между плотностью тока и температурой.
При хромировании можно получить три вида осадков: блестящие, молочные и матовые. Блестящие осадки отличаются высокой твердостью, повышенной износостойкостью, пористостью и хрупкостью. Молочные осадки обладают высокой износостойкостью и повышенной вязкостью. По сравнению с блестящими осадками они имеют меньшую пористость. Матовые (серые) осадки являются некачественными, так как обладают большой хрупкостью и низкой износостойкостью. В зависимости от того, в каких условиях работает деталь, стремятся получить тот или иной вид осадков.
Восстановление деталей железнением (осталиванием)
Процесс железнения по сравнению с хромированием осуществляется применением более дешевых электролитов, растворимых анодов, более высоких плотностей тока и скоростей осаждения покрытия. Выход железа по току достигает 85—90% вместо 13— 15% при хромировании в обычных электролитах. Процесс восстановления деталей железнением отличается значительно меньшей длительностью и стоимостью по сравнению с хромированием. Поэтому железиением можно восстанавливать детали с большим износом.
Электролитическое осаждение железа можно вести в горячих и холодных электролитах. Горячие электролиты с температурой 50° С и более имеют ряд недостатков (расход теплоносителя, частая корректировка), тем менее являются более производительными и получили широкое распространение в производстве. По химическому составу горячие электролиты делятся на хлористые и сернокислые. Для сернокислых электролитов используют сернокислое железо. Соляная кислота вводится в электролит для предупреждения образования гидроокиси, загрязняющей электролит и ухудшающей качество осадка.
Схема технологического процесса восстановления деталей электрохимическими методами.
Процесс состоит из трех основных этапов:
1.подготовка деталей к гальваническому нанесению покрытий;
2.гальваническое нанесение покрытия;
3.обработка детали после нанесения покрытия.
15(1).
Смазочно-очистительные и заправочные работы при ТО и ТР автомобилей: характеристика, влияние на надежность автомобиля.
Предназначены для уменьшения интенсивности изнашивания и сил сопротивления в узлах трения, а также для беспечения нормального функционирования систем, содержащих технические жидкости, смазки. Эти работы составляют значительный объем ТО-1 (16—26%) и ТО-2(9-18%).
Смазочно-заправочные работы состоят в замене или пополнении агрегатов (узлов) автомобиля маслами, топливом, техническими жидкостями. Качество этих работ относится к числу наиболее весомых факторов, влияющих на ресурс узлов. Так, если смазку шкворня грузового автомобиля проводить не каждое ТО-1, как это требуется, а через раз, то ресурс шкворня сократится более чем на 40 %. Эксплуатация двигателя с уровнем масла ниже допустимого приводит к полному падению давления в системе смазки и почти мгновенному выплавлению вкладышей коленчатого вала. Снижение уровня тормозной жидкости приводит к попаданию воздуха в тормозную систему и ее отказу.
Основным технологическим документом, определяющим содержание смазочных работ, является химмотологическая карта, в которой указывают места и число точек смазки, периодичность смазки, марку масел, их расход.
Очистительно-промывочные работы являются обязательной частью заправочных работ при замене полных объемов масла или технических жидкостей. Периодическая промывка (1 раз в год) тормозной системы увеличивает долговечность резиновых уплотнительных манжет в 1,5— 2,5 раза. При промывке вымываются продукты износа, что обеспечивает лучшие условия работы деталей. Промывка каждого узла или системы регламентирована и выполняется по индивидуальной технологии.
15(2).
Восстановление деталей газотермическим напылением.
Сущность процесса состоит в напылении предварительно расплавленного металла на специально подготовленную поверхность деталей струей сжатого воздуха или инертного газа.
В зависимости от энергии, применяемой в аппаратах для напыления различают:
газопламенное; электродуговое; индукционное; детонационное; плазменное
Газопламенное (аппараты МГИ-1-57, ГИМ-1). Преимущества: небольшое окисление металла, мелкое его распыление, достаточно высокая прочность. Недостатки: невысокая производительность процесса – 2-4 кг/ч и более высокая стоимость восстановления по сравнению с электродуговым.
Электродуговое (аппараты ЭМ-3, ЭМ-9). Преимущества: высокая производительность (3-14 кг/ч), сравнительная простота примен. оборудования, экономичность процесса. Недостатки: повышенное окисление металла, большая пористость напыленного металла и интенсивное выгорание лигирующих веществ.
Индукционное(токами высокой частоты). Преимущества: небольшое окисление металла благодаря возможности регулирования температуры его нагрева и достаточно высокая прочность покрытия. Недостатки: сравнительно невысокая производительность, сложность и высокая стоимость оборудования.
Детонационное. Преимущества: большая производительность процесса, высокая прочность сцепления покрытия с поверхностью, температура на поверхности детали не более 200оС. Недостатки: высокий шум.
Плазменное напыление (установки УН-115, УПМ-6). Высокая концентрация тепловой энергии в плазменной струе, стабильность дугового разряда, возможность раздельного регулирования степени нагрева основного и присадочного материалов обусловливают преимущества применения плазмы при наплавке и напылении деталей.
Эксплуатационные свойства всех видов покрытий при напылении зависят от качества подготовки поверхности, исходного материала, от режимов напыления и качества мех обработки.
16(1).
ТКП 299-2011 «Автомобильные шины. Нормы и правила обслуживания».
В условиях АТП шины требуют проведения монтажно-демонтажных работ, контроля давления воздуха, балансировки, ремонта повреждений камер и покрышки, а также работ, связанных с осмотром внешнего вида шин и ведением учета их работы. Сборка шины с ободом выполняется при замене шин, исчерпавших свой ресурс, или при повреждении камер. Основная сложность при демонтаже – отжать борта шин от закраин обода, для этого выпускают стенды Ш-501М, Ш-514 (л/а) и Ш-509, Ш-513(г/а). В ином случае пользуются подручными средствами. Смонтированную шину накачивают воздухом до требуемого давления. Шины г/а кладут в клеть. Накачивают с помощью воздухораздаточных колонок. Нормы давления приведены в Правилах эксплуатации автошин. Контроль давления проводится при каждом ТО и ЕО. Смонтированное и накачанное колесо балансируют на стендах К-121, AMR-5, К-125 (передвижной). Устраняют дисбаланс балансировочными грузиками, закрепляемых на закраинах обода и наиболее легких частях колеса. Балансировку проводят при монтаже шин и при ТО-2. Учет шин ведут по заводскому номеру (клейму). Клеймо наносят приборами 6224 и Ш-309.
Поврежденные камеры ремонтируют, если они не повреждены нефтепродуктами, отсутствует пористость и затвердевание стенок, размеры повреждений не превышают 150 мм. Ремонтируемые места подвергают шерохованию, очищают от пыли. Небольшие повреждения (до 30 мм) ремонтируют заплатами из невулканизированной резины, большие – из вулканизированной. Заплаты из сырой резины и ремонтируемое место промазывают клеем 1:8 (1-клеевая резина, 8-бензин). После высыхания заплату кладут на поврежденное место, прокатывают роликом и устанавливают в вулканизационный аппарат (Ш-116, Ш-117) на 15-20 мин при 143 °С. Заплаты из вулканизированной резины шерохуют по краям, прокладывают полосками сырой резины, промазывают клеем. Далее - аналогично.
Технологический процесс ремонта покрышек состоит из следующ. операций: 1. прием в ремонт, 2. подготовка к ремонту, 3. вырезка поврежденных мест, 4. заделка повреждений, 5. вулканизация.
1)заключ. в осмотре шин, определении величины и размера износа и пригодности к ремонту. 2)мойка, сушка покрышки.(сушка – до 24ч. При t=40-60 С); 3)вырезка под углом 30-40 град. Зачистка участка, наложение клея в 2-ва приема с промежуточной сушкой. 4)заполнение поврежденного участка спецматериалами и усиление ослабленного места монжетой. 5)вулканизация при 140-150 С, время прогрева 5-7 мин на 1 мм.
Ремонт покрышек наложением протектора. Осуществляется на шиномонтажном заводе или мастерских. Технологический процесс состоит из ряда основных операций: - прием шин в ремонт; - определение класса восстановления; - мойка и предварительная сушка; - подготовка и широховка изношенного протектора; - определение влажности и сушка каркаса; - подготовка ремонтного материала; - нанесение клея на заширохованную поверхность; - наложение протектора нужной длины; - вулканизация наложенного протектора;- отделка шины, балансировка; контроль качества.
Основные способы восстановления в зависимости от износа: 1)Наложение беговой дорожки;2)Наложение протектора полного профиля; 3)Наложение протектора полного профиля и боковин.
Ремонт шин в дорожных условиях. Покрышки ремонтируют при помощи резиновых грибков, которые вводят в прокол изнутри покрышки с помощью шила с прорезью. Грибок изнутри может быть приклеен к покрышке. Прокол бескамерных шин ремонтируют:
Прокол до 3 мм – не снимая шину заполняют отверстие спецпастой, предварительно снизив давление до 30 кПа. Через 10-30 сек. Давление приводят к норме.
Прокол до 10 мм – с помощью пробок, которые вводят в прокол при помощи пустотелого стержня, пробку смазывают клеем и после ввода в покрышку срезают на 2-3 мм выше протектора. Используют также резиновые грибки, но для этого нужно снимать покрышку.
Ремонт холодной вулканизацией. Высокая стоимость материалов, но простота тех. процесса: 1) готовим материал, обезжириваем поверхность под заплату;2) очищаем поверхность, округляем повреждение, наносим тонкий слой клея; 3) сушим около 15 мин.; 4) снимаем защитную пленку со спец. заплаты и быстро прикладываем на ремонтируемый участок; 5) прикатываем роликом от середины к краям, проверка через 5 мин.
16(2).
Восстановление деталей наплавкой под флюсом.
Наплавкой под слоем флюса восстанавливают и упрочняют детали с достаточно большими износами (до 3...5 мм). Наплавочная установка включает в себя вращатель (токарный станок), обеспечивающий закрепление и вращение деталей и перемещение наплавочной головки относительно ее. Наплавочная головка состоит из механизма подачи проволоки, изменяющего ступенчато или плавно скорости подачи электрода, мундштука для подвода проволоки к детали, флюсоапарата, представляющего собой бункер с задвижкой для регулирования количества подаваемого флюса. Наибольшее распространение получила наплавка на постоянном токе, так как она способствует получению более высокой стабильности и качества процесса. При наплавке деталей из низкоуглеродистых сталей применяют марганцовистые высококремнистые флюсы (АН-348А, ОСЦ-45 и др.), обеспечивающие качественное раскисление металла шва. Электродная проволока при наплавке подбирается в зависимости от материала восстанавливаемой детали и предъявляемых к ней требованиям в условиях эксплуатации.
17(1).
Контрольно-диагностические и регулировочные работы систем питания двигателя.
Диагностирование гидравлических параметров систем.
Проверка давления подачи топлива и производительности топливного насоса. Для измерения давления в большинстве случаев необходим манометр с набором различных переходников и адаптеров, имеющий пределы измерения 4,0…4,5 кгс/см2 (рис.). Подключают монометр и проверяют рабочее давление.
Проверка остаточного давления. Для контроля остаточного давления необходимо прогреть двигатель до рабочей температуры и выключить его. Ориентировочно можно руководствоваться следующим: после двадцатиминутной паузы давление в системе не должно быть менее 1 кгс/см2. Более быстрое падение давления свидетельствует об утечке топлива, которая может происходить в регуляторе давления, обратном клапане бензонасоса, а также в пусковой и основных форсунках.
Проверка рабочих форсунок.
Производительность рабочих форсунок проверяют по объему, вытекающего из нее топлива при давлении в системе 2,5 см3/мин и сравнивают полученные значения с нормативными для данного двигателя. Угол конуса распыла должен быть равен примерно 30º.
Проверка кислородного датчика и системы λ-коррекции. Проверка кислородного датчика производится с помощью осциллографа по напряжению, и по форме осциллограммы
При проверке датчика существенным параметром его работы является время реакции датчика на изменение состава смеси.
Если при проверке датчика форма сигнала и напряжение не изменяются, это свидетельствует об отказе датчика
Особенности диагностирования систем непосредственного впрыска
Проверка давления подачи топлива.
• Отсоединяют шланг подачи топлива от ТНВД в точке 7 и устанавливают тройник с подсоединенным манометром.
• Запускают двигатель, чтобы привести в действие топливный насос низкого давления. Измеренное значение давления: 3,5…4,5 бар. Максимальное давление: 6 бар.
Проверка производительности топливного насоса низкого давления.
• Отсоединяют шланг подачи топлива от ТНВД в точке 7 и опускают конец шланга в градуированный сосуд.
• Приводят в действие топливный насос низкого давления, перемкнув выводы на разъеме реле насоса, или с помощью сканирующего прибора. Измеряемая производительность 80…165 л/ч.
Диагностирование системы питания дизельного двигателя
Общее диагностирование системы питания дизельного двигателя производится по расходу топлива и дымности отработавших газов дорожными и стендовыми испытаниями, а также по внешним признакам работы двигателя. Работоспособность системы питания может характеризовать также падение частоты вращения коленчатого вала при отключении отдельных цилиндров.
Диагностирование системы питания разделяется на оценку подачи воздуха и топлива.
При оценке подачи воздуха измеряют засоренность воздухоочистителя и герметичность впускного тракта.
Засоренность воздухоочистителя определяют по разрежению во всасывающем коллекторе при помощи стандартного вакуумметра.
Герметичность воздушного тракта определяется по наличию разрежения в местах соединения трубопроводов
Общая проверка работоспособности ТНВД может быть проведена следующим образом. Отсоединяют трубопроводы от штуцеров насоса и проворачивают коленчатый вал с помощью стартера, наблюдая при этом за нагнетательными секциями. Отсутствие подачи топлива или его слабая подача с пузырьками воздуха свидетельствует о неисправностях ТНВД.
Проверка и регулировка угла опережения впрыска. Установка угла опережения впрыска топлива проводится для обеспечения правильного соотношения между положением плунжера ТНВД и поршня в цилиндре двигателя во время такта сжатия. Различают статический и динамический методы установки угла опережения впрыска.
Статический метод. Угол опережения впрыска устанавливают по определенным меткам.
Самым точным методом определения угла опережения впрыска топлива является динамический метод. При работающем двигателе угол опережения впрыска изменяется за счет срабатывания корректирующих автоматов. В связи с этим проверка и регулировка угла опережения впрыска более точно проводиться в динамике, т. е. при работающем двигателе с помощью специальных приборов – стробоскопов.
Проверка датчиков.
У датчика с питанием в первую очередь следует проверять наличие напряжения питания, которое в большинстве случаев составляет 5,0 В (в редких случаях используется напряжение аккумуляторной батареи). Напряжение сигнала лежит в области 0,2…4,8 В. При напряжении 0 или 5 В блок управления показывает сигнал ошибки, причем 0 В указывает на обрыв и 5 В — на короткое замыкание.
17(2).
Восстановление деталей пластическим деформирование металла.
Восстановление деталей с помощью пластических деформаций основано на их способности изменять свою геометрическую форму и размеры за счет перераспределения металла без разрушения под действием внешних сил.
Метод используют для выправления вмятин, погнутости, скручивания, изменения посадочных размеров изношенных мест деталей (увеличения диаметра изношенных шеек осей, валов, уменьшения диаметра изношенных поверхностей втулок), повышения прочности деталей (дробеструйный наклеп) и снижения шероховатости механической обработки (накатка роликами шеек валов вместо их шлифования). Этот способ применяется также для восстановления первоначальных свойств деталей, упрочнения их рабочих поверхностей и в качестве заключительной чистовой обработки. Для облегчения пластического деформирования деталь предварительно подогревают, что резко повышает пластичность металла. Так, при нагреве деталей до 900° С прилагаемую нагрузку можно снизить до 0,5…0,6 МПа.
Детали восстанавливают как в холодном, так и в горячем состоянии. В холодном состоянии обычно восстанавливают детали из низкоуглеродистых сталей, цветных металлов и сплавов, а в горячем - из средне- и высокоуглеродистых сталей с температурой нагрева 0,7… 0,9 температуры плавления. После восстановления давлением ответственные детали подвергают термической обработке.
Ремонт изношенных деталей при помощи пластических деформаций требует специальных приспособлений и штампов, поэтому является экономически оправданным только в том случае, когда ремонтируется много однотипных деталей.
Способы обработки деталей пластическим деформированием
Различают следующие виды обработки пластическим деформированием: осадку, раздачу, обжатие, вдавливание, вытяжку, правку, накатывание.
Правка применяется при искажении формы деталей, например при изгибе и скручивании валов, осей, шатунов, рам; вмятинах и перекосах тонкостенных деталей. В зависимости от степени деформации и размеров детали правят с нагревом или без него. Инструментом при правке могут служить молотки (стальной, медный, деревянный), кувалды, специальные ключи, скобы, прессы, домкраты и др.
Осадка применяется для увеличения наружного диаметра сплошных деталей или для уменьшения внутреннего диаметра полых. При осадке диаметр детали увеличивается за счет уменьшения ее длины. Этим способом восстанавливают различные втулки при износе по наружному или внутреннему диаметру, цапфы валов, оси, клапаны двигателей внутреннего сгорания, зубчатые колеса и другие детали, имеющие поверхностный износ не более 1% их диаметра. Осадкой увеличивают диаметр деталей типа пальцев и втулок из цветных металлов за счет некоторого уменьшения их длины.
Обжатием уменьшают внутренние размеры деталей типа втулок, изготовленных из цветных металлов. Втулку проталкивают пуансоном через установленную в подставке матрицу. Входное отверстие матрицы сужается под углом 7…8°, далее идет калибрующая часть, которая заканчивается входным отверстием, расширяющимся углом 18…20°. После обжатия наружную поверхность втулок омедняют и протачивают, а внутреннюю развертывают.
Вытяжка применяется для увеличения длины детали за счет местного (на небольшом участке) сужения ее поперечного сечения. Этот способ используют при ремонте тяг, штанг и др.
Раздача применяется для увеличения наружного диаметра за счет увеличения внутреннего диаметра полых деталей. Этим способом восстанавливают бронзовые втулки шестеренчатых насосов гидросистем, трубы рулевой колонки и пр. Раздачу чаще проводят в холодном состоянии, закаленные детали предварительно подвергают отпуску или отжигу. Наиболее часто этот способ применяют при восстановлении поршневых пальцев двигателей внутреннего сгорания. Изношенный палец устанавливают в специальную матрицу и раздают с помощью пуансона на прессе.
Вдавливанием восстанавливают тарелки клапанов, шлицы, шестерни при износе по профилю зуба и пр. Накатыванием увеличивают размеры термически не обработанных цилиндрических поверхностей, на которые устанавливают детали с помощью неподвижных посадок. Такие детали, закрепленные в центрах токарного станка, обкатывают роликом из хромоникелевой стали, имеющим на поверхности насечку.
При накатывании диаметр поверхности увеличивается за счет поднятия гребешков металла. Полученную поверхность шлифуют или накатывают гладким роликом до получения требуемого размера. Накатка может быть применена для восстановления вкладышей, залитых свинцовистой бронзой, а также для восстановления изношенных поверхностей под неподвижную посадку колец роликовых и шариковых подшипников. Накаткой можно увеличить диаметр детали на 0,3…0,4 мм на сторону.
Накатку применяют для сохранения работоспособности только деталей, работающих в легких условиях, так как износостойкость соединений, отремонтированных таким путем, значительно ниже износостойкости нового соединения.
18(1).
Методы и средства общего диагностирования автомобилей по комплексным тягово-экономическим показателям.
Определение работоспособности и правильности функционирования в части обеспечения тягово-экономических показателей автомобиля может производится с помощью стенда тяговых качеств и расходомера топлива. С помощью стенда имитируют различные тестовые режимы работы автомобиля и измеряют при этом его тягово-экономические показатели.
В качестве диагностических параметров при диагностировании на стенде для тяговых качеств определяют мощность на ведущих колесах автомобиля, которая главным образом зависит от мощности, развиваемой двигателем и расход топлива. Мощность как комплексный параметр характеризует функциональную способность агрегатов и узлов автомобиля, обеспечивающих его тяговые качества. Часть мощности теряется в агрегатах трансмиссии. Эти потери мощности принято оценивать механическим КПД трансмиссии ηтр, который не является постоянной величиной. Таким образом, при диагностировании двигателей нужно считать мощность, подведенную к колесам автомобиля, примерно равной 0,65…0,70 максимальной мощности, указываемой заводами-изготовителями.
Мощность двигателя Nд при помощи стендов тяговых качеств определяют из выражения

где NK — колесная мощность автомобиля; ηcт — КПД стенда.
Чтобы повысить разрешающую способность диагноза, необходимо замерить мощность, затрачиваемую на компрессирование двигателя, т. е. прокручивание коленчатого вала при выключенном зажигании и скорости 30 км/ч.
Для оценки эффективной мощности могут использоваться стенды тяговых качеств (СТК). Они предназначены для имитации работы автомобиля в различных скоростных и нагрузочных режимах и измерения тяговых показателей. Конструкция стендов включает опорно-приводные, нагрузочные и измерительные устройства. На стендах измеряются колесная мощность, параметры разгона и выбега, а при наличии топливного расходомера – часовой и удельный расход топлива на различных скоростных и нагрузочных режимах
Измерение тормозящего момента на СТК осуществляется с помощью измерительных устройств. Поглощаемая или колесная мощность Nk равна
Nk = Мр . p / с ,
где Мр – тормозящий момент на ролике, Н.м;
p частота вращения ролика, с-1;
с – к.п.д. стенда.
Частоту вращения определяют, используя один из датчиков частоты вращения.
В последнее время, в связи с широким применением электронной аппаратуры в конструкциях автомобилей, для определения мощности двигателей используют бесстендовые методы, обладающие достаточной точностью и применяемые при диагностировании с помощью мотортестеров и сканеров. Применение стендов для определения тяговых качеств, ввиду их громоздкости и высокой стоимости очень ограничено, например, в Республике Беларусь они практически не применяются.
18(2).
Восстановление и ремонт деталей механической обработкой (ремонтные размеры и ДРД), ручной электродуговой сваркой.
Восстановление деталей способом ремонтных размеров.
При данном способе восстановления с поверхности одной из сопрягаемых деталей механической обработкой удаляют изношенный слой металла, и она получает новый размер - ремонтный, отличный от номинального. Другая деталь заменяется новой с соответствующими ремонтными размерами или восстанавливается под размер первой. При выборе деталей сопряжения для замены восстановления обычно руководствуются стоимостью деталей: детали большей стоимости восстанавливают, меньшей - заменяют.
В ремонтном производстве используются детали с тремя видами ремонтных размеров: стандартными; регламентированными; свободными
Восстановление деталей способом дополнительных ремонтных деталей.
Восстановление дополнительными деталями производится установкой в изношенные отверстия специальных вставок в виде стаканов, переходных втулок, колец, вкладышей и других деталей, компенсирующих износ.
Для этого отверстия обрабаывают до такого размера, чтобы можно было запрессовать втулку и затем ее расточить до необходимого размера. Крепление втулок осуществляется за счет поса-док с натягом, а также установкой резьбовых штиф-тов, винтов, сваркой и т. д..
Типовые случаи применения дополнительных деталей при ремонте:
- установка на валу втулки,
- установка полувтулки на шейке коленчатого вала,
-установка втулки с резьбой,
-установка втулки в отверстие,
-установка планки на износившейся плоскости.
Электродуговая сварка - наиболее распространенный способ соединения металлических деталей, при котором источником тепла является электрическая дуга. Электрическая дуга представляет собой непрерывный поток электронов и ионов, образующихся между двумя электродами в той или иной среде.
Для создания и поддержания дуги необходимо ионизировать воздух или газ в дуговом промежутке. Непрерывная ионизация воздуха или газа обеспечивается электронами, вылетающими с поверхности отрицательно заряженного электрода. Эти электроны сталкиваются с атомами или молекулами газообразных веществ, находящихся в пространстве между электродами, возбуждают или ионизируют их. В процессе горения дуги отрицательно заряженные частицы бомбардируют анод, а положительно заряженные - катод; при этом кинетическая энергия частиц превращается в тепловую и световую, электроны превращаются в электроны проводимости, а ионы нейтрализуются.
Столб дуги представляет собой плазму, нагретую до 6000-8000 °С и состоящую из смеси электронов, нейтральных атомов, положительных и отрицательных ионов. Количество энергии, теряемой в столбе дуги на направленное перемещение электронов и ионизацию газов, примерно 21%.
Образование дуги начинается с ее зажигания, которое может осуществляться одним из двух способов:
электрод приближается к заготовке на расстояние 3-6 мм и в сварочную цепь на короткое время подключается источник высокочастотного переменного тока высокого напряжения (осциллятор);
зажигание дуги осуществляется в три этапа: короткое замыкание электрода на заготовку; отвод электрода на 3-6 мм; возникновение устойчивого электрического разряда.
Второй способ является основным, а первый применяется только при сварке неплавящимся электродом.
19(1).
Методы и средства общего диагностирования двигателя.
Общее диагностирование двигателя безтормозными методами
Определение мощностных характеристик в условиях эксплуатации в основном производится безтормозными методами на установившемся и неустановившемся режимах. Наиболее простой метод заключается в использовании для нагружения механических потерь в самом двигателе. Метод применяется для четырехцилиндрового двигателя. При этом отключается подача топлива в три цилиндра и работающий цилиндр полностью нагружается, причем его нагрузка равна суммарным механическим потерям. Состояние отельных цилиндров двигателя можно определить по отключению отдельных из них из работы и определению падения частоты вращения коленчатого вала двигателя при этом. Такая методика предусмотрена в мотор-тестерах и называется проверкой баланса мощности.
Диагностирование по разнице частоты вращения коленчатого двигателя отдельных цилиндров.Этот метод применяется для общей оценки работы цилиндропоршневой группы и системы зажигания. Такая методика предусмотрена в мотор-тестерах.Результаты измерений выводятся в виде гистограмм и числовых значений на экран монитора мотор-тестера по каждому из цилиндров.
Диагностирование двигателя по эффективной мощности и мощности механических потерь.В настоящее время широко применяют бестормозной метод оценки мощности двигателей по угловому ускорению вращения коленчатого вала, измеренному в режиме свободного разгона без внешней нагрузки от минимально устойчивой частоты вращения до максимальной при быстром (резком) увеличении подачи топлива в цилиндры до максимума. Поэлементное диагностирование двигателя. Номенклатура диагностических параметров" для двигателя в целом предусматриваются диагностические параметры: прямые (структурные) – эффективная мощность двигателя, давление масла, удельный расход топлива, содержание токсичных компонентов в отработавших газах; косвенные (функционально зависимые) – изменение частоты при последовательном отключении из работы каждого из цилиндров; характеристики вибрации, шума, звука, крутящий момент на коленчатом валу.
Технология поиска неисправностей осуществляется в три этапа.На первом этапе выполняются подготовительные операции, без которых нельзя проверять техническое состояние двигателя по комплексным параметрам. На втором этапе осуществляется проверка двигателя по комплексным параметрам. Если они соответствуют допустимым значениям, диагностирование прекращается. На третьем этапе проводится поиск неисправностей. Он необходим в том случае, когда все или один из комплексных параметров не соответствует допустимым значениям. Для определения характера неисправности и ее местонахождения используются частные параметры.
Диагностирование цилиндропоршневой группы, кривошипно-шатунного и газораспределительного механизмов без использования мотор-тестера.
Диагностирование по шумам и вибрациям. По характеру стука или шума и по месту его возникновения можно определить некоторые неисправности двигателя (увеличение зазоров в подшипниках коленчатого вала, между поршнем и цилиндром, клапанами и толкателями, клапанами и втулками, в подшипниках распределительного вала). Перспективным методом диагностирования технического состояния газораспределительного и кривошипно-шатунного механизмов являются виброакустические методы с применением специальной измерительной аппаратуры.
На практике наиболее распространен метод определения технического состояния цилиндропоршневой группы по давлению в цилиндрах в конце такта сжатия (т. е. определение компрессии).Компрессия – это максимальная величина давления создаваемого в камере сгорания в верхней мёртвой точке. Компрессия измеряется с помощью компрессометра или компрессографа.
Проверка состояния ЦПГ пневмотестером. Данный метод позволяет устранить недостатки метода определения состояния ЦПГ с помощью компрессометра.
Значение разрежения в цилиндре при неработающем двигателе позволяет оценить состояния цилиндропоршневой группы и произвести прогнозирование остаточного ресурса. Для этого используется специальный прибор, вакуумметр – анализатор герметичности цилиндров (АГЦ).
Значение разрежения во впускном коллекторе при работающем двигателе, измеренное с помощью вакуумметра позволяет оценить состояние цилиндропоршневой группы и газораспределительного механизма.
Давление в выпускной системе помогает выявиться неработающий или плохо работающий цилиндр. Данная проверка производится как при заведенном двигателе, так и при прокрутке коленчатого вала двигателя стартером. Давление проверяется с использованием датчиков (манометров).
Диагностирование по параметрам картерного масла позволяет определить темп изнашивания деталей двигателя, качество работы воздушных и масляных фильтров, герметичность системы охлаждения, а также годность самого масла, В основу диагностирования положено то, что концентрация в масле двигателя продуктов изнашивания основных деталей сохраняется практически постоянной при нормальном техническом состоянии двигателя и резко возрастает перед отказами.
Диагностирование по прорыву газов в картер двигателя. Прорыв газов в картер двигателя в значительной степени зависит от изнашивании и нагрузки двигателя и мало от частоты вращения коленчатого вала. Для определения количества газов применяют специальные расходомеры различных конструкций.
Диагностирование плохо доступных полостей автомобиля, например проводки и разъемов, внутренних полостей различных агрегатов автомобиля. Для качественного осмотра таких полостей применяется миниатюрная цветная видеокамера с лампой подсветки, соединенную через USB-разъем с диагностическим тестером (монитором).
Диагностирование цилиндропоршневой группы, кривошипно-шатунного и газораспределительного механизмов с использованием мотор-тестера
Значительный объем информации о техническом состоянии цилиндропоршневой группы, кривошипно-шатунного и газораспределительного механизмов можно получить с помощью мотор-тестера, используя специальные мотортестерные режимы.
19(2).
Классификация технологических способов восстановления деталей
При восстановлении изношенных деталей им придают правильную геометрическую форму, соответствующие свойства поверхности, устраняют различные механические повреждения, а также восстанавливают их номинальные размеры или обрабатывают под ремонтные. Многочисленность технологических способов восстановления объясняется разнообразием дефектов, для устранения которых они применяются.
В ремонтном производстве применяют механическую обработку, наплавку, напыление, электролитическое наращивание, давление, покрытие полимерными материалами и др.
С лой
металла, который в процессе механической
обработки удаляется с поверхности
детали, должен обеспечить получение
правильной геометрической формы и
заданной шероховатости. Поверхность
восстановленной детали не должна иметь
следов износа, рисок, царапин,
микроскопических трещин и др. деф-тов.
лой
металла, который в процессе механической
обработки удаляется с поверхности
детали, должен обеспечить получение
правильной геометрической формы и
заданной шероховатости. Поверхность
восстановленной детали не должна иметь
следов износа, рисок, царапин,
микроскопических трещин и др. деф-тов.
20(1).
ТКП 298-2011 «Стартерные аккумуляторные батареи. Нормы и правила обслуживания».
С 1 июня 2011 г. вступил в силу технический кодекс установившейся практики ТКП 298-2011 (02190) "Стартерные аккумуляторные батареи. ТКП 298-2011 устанавливает… …нормы и правила обслуживания и ремонта стартерных аккумуляторных батарей (далее – АКБ) и распространяется на обслуживание и ремонт АКБ, осуществляемые организациями, эксплуатирующими АКБ, производящими их обслуживание и ремонт.
Аккумулятор – это электрический прибор, который при зарядке от источников постоянного тока накапливает электрическую энергию, а при разрядке отдает ее потребителям, являясь в этом случае источником постоянного тока. АКБ, установленная на автомобиле, автобусе, автотракторной технике, машине, механизме, оборудовании (далее – автомобиль), служит для пуска двигателя стартером. Ее используют для питания постоянным электрическим током различных потребителей при неработающем двигателе или при работе его на малых оборотах.
Ответственность за соблюдение правил эксплуатации, ухода за АКБ и учета их работы следует возложить на должностное лицо организации, назначенное приказом руководителя организации (подп. 11.4 п. 11 ТКП 298-2011).
Важно! Гарантийный срок службы и гарантийную наработку АКБ устанавливает изготовитель. В случае отсутствия данных необходимо использовать данные ГОСТов (подп. 11.7 п. 11 ТКП 298-2011).
Новый ТКП 298-2011 не предусматривает снижение или повышение сроков эксплуатации АКБ в зависимости от условий эксплуатации или условий сверхнаработки. Как и ранее (согласно п. 48 Правил № 16), рекламацию на АКБ по дефектам и несоответствию их требованиям документам по стандартизации или техническим условиям заводов-изготовителей организация должна направить в адрес завода-изготовителя в течение гарантийного срока службы. При направлении рекламации указывают тип АКБ и дату изготовления.
Однако, если ранее предусматривалось, что акт-рекламацию должна составлять комиссия, в состав которой входит незаинтересованное лицо, не работающее в данной организации, в ТКП 298-2011 такая норма отсутствует.
Председателем комиссии следует назначить руководителя или главного инженера организации. Рекламацию не принимают, если:
– АКБ эксплуатировались с нарушением инструкции завода-изготовителя;
– они имели механические повреждения или подвергались вскрытию;
– отсутствует гарантийный талон.
Акт-рекламацию составляют в 2 экземплярах (ранее согласно Правилам № 16 – в 3 экземплярах): один из них отправляют на завод-изготовитель, 2-й остается в организации (подп. 11.3 п. 11 ТКП 298-011).
Владелец индивидуального автотранспорта вправе предъявить претензии по качеству АКБ заводу-изготовителю или продавцу в течение гарантийного срока и при наличии гарантийного талона в соответствии с Законом РБ от 09.01.2002 № 90-З "О защите прав потребителей".
Форма акта-рекламации содержится в приложении Р к ТКП 298-2011. По сравнению с применявшейся ранее формой изменения носят редакционный характер. Так как обязательство о присутствии в составе комиссии незаинтересованного лица, не работающего в данной организации, не указано в ТКП 298-2011, в новой форме акта отсутствует реквизит "Представитель незаинтересованной организации".
Ведение карточки учета АКБ обязательно
Как и было предусмотрено ранее, на каждую АКБ, устанавливаемую на автомобиль, необходимо завести карточку учета ее работы. Форма карточки приведена в приложении С к ТКП 298-2011. По сравнению с формой карточки, приведеннойв приложении 16 Правил № 16, новая форма не изменилась, за исключением того, что гр. 4 в новой редакции называется "Пробег АКБ с начала эксплуатации, тыс. км". В ранее применяемой форме карточки указывали пробег и за месяц, и с начала эксплуатации. Если учитывать, что заполнение карточки производится в хронологическом порядке, то в новой форме карточки пробег за месяц можно получить расчетным путем.
Как и ранее, перед установкой АКБ присваивается номер, соответствующий гаражному номеру автомобиля, а в карточку записывают следующие сведения:
– наименование организации;
– тип АКБ и ее гаражный номер;
– завод-изготовитель и дату изготовления АКБ;
– дату установки АКБ на автомобиль;
– марку автомобиля, гаражный номер и государственный номер;
– показания спидометра или пробег автомобиля.
Карточка учета работы АКБ подлежит хранению у работника, ответственного за учет работы АКБ, и служит главным документом при определении наработки АКБ (или пробега), его годности, предъявлении рекламации, списании и т.д.
Наработку в карточку учета работы АКБ заносят из путевых листов по мере необходимости.
20(2).
Контроль и сортировка деталей по группам годности и по маршрутам восстановления. К-ты годности,сменности и восстановления.
Дефекты деталей классифицируются на группы по причинам возникновения, степени влияния на работоспособность детали, возможности устранения, месту расположения и т. д.. По причинам возникновения дефекты подразделяются на конструкционные, производственные, эксплуатационные и возникающие при хранении и транспортировке.
Дефектацию деталей проводят с целью определения их технического состояния и сортировки в соответствии с ТУ на три группы: годные для дальнейшего использования, подлежащие восстановлению и негодные.
Способы пометки поврежденных элементов: 1) Пометка краской. Зеленая краска - годные детали, (комплектовочный склад); красной — негодные (склад утиля); желтой — детали, годные только для соединения с новыми или с восстановленными до номинальных размеров; белой – детали, подлежащие восстановлению на данном предприятии; синей - детали, подлежащие восстановлению на специализированном предприятии. 2) Дефекты записывают на бланках установленной формы, а бланки приклеивают к детали 3) На деталях выбивают порядковый номер. Дефекты каждой детали шифруют и сведения о них в виде ведомости дефектов вносят в память ПЭВМ. На каждом рабочем месте имеется монитор.
Основным документом при дефектации и сортировке деталей – ТУ на дефектацию в виде карт на деталь каждого наименования. Способы выявления дефектов, применяемый инструмент и приборы назначают на основании накопленного опыта. Способы должны основываться на передовых достижениях технологии восстановления деталей машин.
Под маршрутной понимается технология, составленная на комплекс дефектов, а маршрутом называется наивыгоднейшая последовательность выполнения технологических операций при кратчайшем перемещении деталей по цехам и участкам.
К-т
годности показывает
какая часть деталей данного наименования
может быть использована при ремонте
агрегата повторно без восстановительных
воздействий:
 ,
nг-число
годных деталей,n0-общее
число деталей дан наименования,
поступивших с разб-сбор участка.
,
nг-число
годных деталей,n0-общее
число деталей дан наименования,
поступивших с разб-сбор участка.
К-т
сменности определяет
количество деталей данного наименования,
нуждающихся в замене при ремонте
агрегата:
 ,
nн-число
заменяемых деталей новыми.
,
nн-число
заменяемых деталей новыми.
К-т
восстановления показывает
какая часть деталей будет направлена
на восстановление:
 ,
nв-число
деталей, требующих восстановления.
кг+кс+кв=1.
Знание численных значений этих к-тов
позволяет объективно планировать
потребности в запасных частях и объем
работ по восстановлению деталей.
,
nв-число
деталей, требующих восстановления.
кг+кс+кв=1.
Знание численных значений этих к-тов
позволяет объективно планировать
потребности в запасных частях и объем
работ по восстановлению деталей.
21(1).
Диагностирование, техническое обслуживание и регулировочные работы ходовой части автомобилей.
Диагностирование ходовой части является сложной задачей, т.к. регулировочные параметры необходимо измерять в трудно доступных местах и обеспечить нужно точность.
Перед проверкой углов установки колес предварительно выполняют следующие работы. Проверить состояние шин, колес, осей, рулевых тяг, рычагов подвески. Проверить и довести до нормы давление воздуха, затяжку подшипников ступиц колес, осевой радиальный зазор и люфты оказывают значительное влияние на точность измерения не более 0 градусов 6 минут. Радиальный зазор в шкворневом соединении (не более 0,75 мм), диагностирование с помощью приспособления Т-1, КИ-4892. Осевой зазор (не более 1,5 мм) замеряется плоским щупом между верхней глубиной поворотной цапфы и бобышки балки первой оси.
Подшипник замеряется с помощью индикатора, определяющего перемещение края тормозного барабана или диска (не более 0,3мм) 0,15-0,30мм. Для измерения давления воздуха в шинах применяются шинные манометры, или с помощью специальных измерений, вдавливаемых в боковину шины с определенным усилием.
Установили диагностирование углов управление колес, произвели при отсутствии радиального биения колес.
Схождение колес наиболее просто оценивают по разности расстояний между боковыми поверхностями сечения покрышек, замеряемых при помощи телескопической линейки или других устройств. Ведомые колеса при движении расходятся ведущие- сходятся. При прямолинейном движении автомобиля наилучшее положение колес - когда они абсолютно прямолинейно и вертикально.
Правило: при правильной установке колес, когда отсутствует боковая сила, автомобиля не уводит в сторону и шины изнашиваются равномерно.
Диагностирование, ТО и регулировки подшипников ступиц колес и шкворневого соединения.
Порядок регулировки передней ступицы:
-вывесить колесо автомобиля.
-снять крышку ступицы.
-открутить контргайку смежный болт гайки рас шплинтовать гайку.
-снять штопорную шайбу и ослабить гайку подшипника.
-проверить легкость вращения колеса, если тугое заедает отвернуть гайку, снять ступицу и выяснить состояние сальника, подшипника.
-поворачивая колесо, затянуть гайку подшипника до тугого вращения колеса.
-отвернуть гайку подшипника примерно 1/6…..1/8оборота на расстояние между соседними отверстиями замков анной шайбы или на 1,2 прорези для шплинта.
-проверить на легкость вращения и величину осевого люфта.
-установить замковую шайбу, шайбу контргайки, застопорить ее или зашплинтовать гайку, установить крышку ступицы.
Регулировка подшипников ступицы ведущих колес.
-аналогично при предварительно снятой полуоси.
-у арки с колесной передачей подшипников задней ступицы не регулируется. А при правильной затяжке обеспечивается при разборке сборке, обеспечивается тугой затяжкой внутренних колец при помощи гайки, контргайки.
Правильность регулировки подшипников окончательно проверяется в жизни при нагреве колес. При нагреве больше 60 градусов следует ослабить гайку крепления подшипника. Допускается незначительный нагрев, при установке подшипников или замене сальников.
Устранение зазоров в шкворневом соединении.
Повышение осевые и радиальные зазоры в соединении вызывают возникновение ударных нагрузок и нарушение угла установки колес. Осевой зазор (до 1,5мм) уменьшается установкой прокладок между ушком поворотного кулака и балкой передней оси.
Подшипники шкворней поворотных кулаков с передним ведущим мостом регулируются изменением одинаковым числом прокладок под крышками верхнего и нижнего подшипников, что бы не нарушить соосность деталей поворотного кулака.
Осевые зазоры шаровых пальцев, стоек подвески и тем стабилизатора уменьшается регулировками прокладками между шарнирам и рычагом.
21(2).
Сущность процесса дефектации деталей. Технические требования на дефектацию, содержание карты технических требований.
Сущность и назначение процесса дефектовки деталей. Дефектовкой называется процесс технического контроля (осмотр, измерение, испытание) деталей и сопряжений и сортировка их на группы в соответствии с техническими условиями. Цель деффектовки — определить пригодность узлов и деталей к дальнейшей эксплуатации или выявить необходимость в их ремонте.
Скрытые дефекты деталей выявляют с помощью дефектоскопов. В ремонтном производстве наибольшее распространение получили магнитный и капиллярный методы дефектоскопии и в меньшей степени люминесцентный.
Контроль размеров и взаимного расположения поверхностей при дефектовке.
В зависимости от производственной программы, стабильности измеряемых параметров могут быть использованы универсальные, механизированные или автоматические средства контроля. При ремонте наибольшее распространение получили универсальные измерительные приборы и инструменты. По принципу действия они могут быть разделены на следующие виды:
Механические приборы; оптические приборы.
Методы контроля скрытых дефектов.
Магнитный метод применяется при контроле стальных и чугунных деталей. Для проверки деталь намагничивают, а затем поливают суспензией. Если в детали есть невидимые тонкие трещины, то оседающий из жидкости порошок сосредоточится в непосредственной близости от них, в виде хорошо заметных валиков, так как у трещин наблюдается наибольшая неоднородность магнитного поля. Вместо суспензии применяют также сухой тонкий магнитный порошок, который напиливают на проверяемую деталь после ее намагничивания или в присутствии магнитного поля.
Капиллярный метод выявления невидимых трещин применяется при контроле деталей, изготовленных из любого материала. Сущность его заключается в том, что проверяемую деталь в течение 10—30 мин смачивают хорошо, текучей жидкостью, обычно керосином, и вытирают досуха. Затем на поверхность детали наносят тонкий слой меловой обмазки. После высыхания обмазки керосин, выходя из капиллярной трещины, смочит обмазку, оставляя маслянистый след вдоль всей трещины.
22(1).
Диагностирование тормозной системы автомобилей. Техническое обслуживание и регулировочные работы тормозных систем с гидроприводом, пневмоприводом, стояночных тормозов.
Стендовое диагностирование осуществляется на стационарных приборах. Различают стендовое диагностирование на инерционных и силовых установках. При использовании инерционных установок колеса а\м раскручивают до v=50…70 км\ч, тормозят, путь от начала торможения до остановки эквивалентен тормозному пути.
ТО и регулировочные работы тормозной системы автомобиля с гидроприводом. При ТО-1 выполняются след. операции: проверка свободного и постоянного хода педали, регулировка свободного хода педали, проверка герметичности системы, проверка и доливка уровня тормозной жидкости, проверка состояния крепления трубопроводов.
При ТО-2:снятие ступиц колес в сборе с тормозными барабанами с последующей проверкой, очисткой, заменой опорных дисков, рабочих дисков и цилиндров, торм. колодок и накладок, смежных пружин; регулировка зазора между накладками и торм. барабанами; при необходимости прокачка ТС, проверка насоса усилителя. Тормозная жидкость меняется через 2-3 года.
Полный ход педали при работающим двигателе должен быть таким, чтобы между педалью и полом, стенкой оставался зазор >=50мм.
Увеличенный зазор свидетельствует о значительном износе торм. колодок или попадания воздуха в систему.
Свободный ход педали(5-15мм) регулир. изменением длины вилки или тяги толкателя главного тормозного цилиндра
регулировка зазора между накладками и барабанами осущ. поворотом регулировочного эксцентрика, а также поворотом эксцентричных опорных пальцев колодок.
ТО и регулировочные работы тормозной системы автомобиля с пневмоприводом.
ТО1:проверка натяжения ремня компрессора, хода штоков тормозных камер, стояночного тормоза, шплинтовки и крепления пальцев штоков торм. камер, крепление механизмов тормозов
ТО2:снятие тормозных барабанов; проверка состояния торм. механизмов, замена изношенных деталей, проверка регулировка регулятора давления, свободного хода педали тормоза, крепление всех деталей и механизмов и смазка. В зимнее время ТО2 и ТО1: пров. работа сист. противозамерзания, добовл. жидкость ТГФ или этиловый спирт.
Уход за компрессорам:
Проверка натяжения ремня привода при усилии 30-40Н прогиб должен быть 5-8 мм
Регулируется натяжением регулировочной муфты шкива, либо натяжным устройством, перемещением самого компрессора.
ТО и регулировочные работы стояночного тормоза.
Регулировка стояночного тормоза заключается в уменьшении хода рычага или рукоятки привода и уменьшении зазоров в рабочих органах
Стояночный тормоз легковых регулируется в следующим порядке:
убедиться в правильности действия основных тормозов, отрегулировать полный ход педали рабочего тормоза должен быть max чтобы не доходила до пола кабины>=50мм
проверить и отрегулировать эксцентриком свободный ход приводного рычага механизмов задних колес- 4-6мм
выдвинуть рукоятку или рычаг стояночного тормоза на 1 щелчок и перемещением уравнителя тросов, устранить зазоры /провисание тросов. После регулировки вывешенные задние колеса должны свободно вращаться от руки, а конечное торможение должно происходить вытягиванием на 5-6 щелчков при усилии 400Н.
Для регулировки ручного трансмиссионного тормоза:
вывесить одно из задних колес, поставить рычаг ручного тормоза в переднее положение, завернуть регулировочный винт или изменить длину приводной тяги.
22(2).
Классификация моечно-очистных операций и очищающих средств.
Основу моющих средств составляют щелочи (60-70%).
Выделяют три способа очистки:
-механический;
- удаление в расплаве солей и щелочей (температура расплава достигает 400-450 °С.);
- физико-химический способ (он включает в себя эмульгаторы и поверхностно активные вещества (ПАВ)).
Самое большое распространение во всех процессах мойки и очистки, в том числе и на ремонтных предприятиях, получили синтетические моющие средства (CMC), основу которых составляют ПАВ и ряд щелочных солей. Иногда может встретиться и такая аббревиатура — СПАВ — синтетические поверхностно-активные вещества, что, в общем практически то же самое, что и CMC на основе ПАВ, только охватывающие более широкий спектр моющих средств. Синтетические моющие средства дают возможность производить очистку деталей одновременно из черных, цветных и легких металлов и сплавов. Они великолепно растворяются в воде, не токсичны, не вызывают ожогов кожи, пожаробезопасны и биологически разлагаемы при сливе в канализацию. Очищенные узлы и детали после мойки не коррозируют и не требуют специального ополаскивания.
23(1).
Диагностирование РУ. Неисправности, диагностические параметры и нормативы. ТО и регулировочные РУ.
Неисправности РУ(причины): Увеличенный холостой ход (ослабление болтов РМ; гаек шаровых пальцев; зазоры в шаровых шарнирах; подшипниках ступиц передних колес, зазоры в зацеплении РМ); Тугое вращение рулевого колеса(деформация деталей рулевого привода; неправильная установка углов передних колес; нарушение зазора в зацеплении РМ; перетяжка гайки маятникового рычага*; низкое давление в шинах; отсутствие масла в картере РМ; повреждение деталей подвески); Шум (стуки) в рулевом управлении(зазоры в подшипниках передних колес, между осью маятникового рычага и втулками, в зацеплении РМ; в шарнирах рулевых тяг, ослабление гайки шаровых пальцев рулевых тяг, болтов крепления рулевого механизма; ослабление регулировочной гайки оси маятникового рычага) Самовозбуждающееся угловое колебание передних колес (ослабление гаек шаровых пальцев рулевых тяг, болтов крепления РМ, кронштейна маятникового рычага; нарушение зазора в зацеплении РМ).Плохая устойчивость автомобиля (нарушение установки углов передних колес; увеличенние зазоров в подшипниках колес и сопряжений РУ и РМ;; деформация поворотных кулаков или рычагов подвески).Утечка масла из картера. ( износ сальников вала рулевой сошки; ослабление болтов крепления крышки картера РМ; повреждение уплотнений.)
Проверку технического состояния рулевого управления производят по суммарной величине люфта и усилию, необходимому для поворота рулевого колеса. Величина люфтов рулевого колеса складывается из величины люфтов в подшипниках ступиц передних колес и соединениях. Измерение люфта проводится с помощью механических и электронных люфтомеров, измерение усилий с помощью
Нормативные требования к рулевому управлению
Требования к элементам рулевого управления транспортных средств регламентируются Правилами ЕЭК ООН № 79.
Суммарный люфт в рулевом управлении не должен превышать: 10° для легковых автомобилей; 20° для автобусов; 25° для грузовых автомобилей. При проверке суммарного люфта должны выдерживаться следующие условия :шины - чистые и сухие, авт-ль должен стоять на ровной, чистой площадке; при наличии ГУР – с работающим двигателем.Вращения рул. колеса должно проходить без рывков и заеданий; максимальный поворот руля ограничен только конструкцией ТС; не предусмотренные конструк. перемещения деталей и узлов не допускается; все резьбовые соединения должны быть затянуты должным образом; отсутствие деталей с остаточной деформацией, трещиной и др. дефектами. Не допускается осевое перемещение рул колеса, качание и несанкционированная подвижность колонки.
Взаимное перемещение деталей РУ определяется поворачиванием рулевого колеса относительно нейтрального положения на 40...60° в каждую сторону и приложением непосредственно к деталям рулевого привода знакопеременной силы.
Поэлементную проверку осуществляют путем непо-средственного осмотра и испытания под нагрузкой. Автомобиль устанавливается на площадочный подъемник или осмотровую канаву. Проверяют вначале люфт рулевого механизма, а затем люфт каждого шарнирного соединения.
ЕО: осматривать места креплений, проверять, нет ли подтекания смазки в редукторе, проверять люфт и сопротивление в рулевом колесе.
После первых 2…3 тыс. км пробега, а затем через каждые 10…15 тыс. км осуществляют общую проверку рулевого управления: крепление картера редуктора рулевого механизма и рулевого колеса, зазоры в резинометаллических и шаровых шарнирах рулевых тяг, затяжку креплений рулевых тяг к рейке, наличие заеданий, шумов и стуков, состояние защитных чехлов рулевого механизма и шаровых шарниров рулевых тяг.
. В картер рулевых механизмов червячного типа заливается масло ТАД-17И (ТМ-5-18).
23(2).
Организация, технология и средства механизации разборочно-очистных работ.
Разборка автомобиля — технологический процесс последовательного разъединения его на агрегаты, сборочные единицы и детали. Очистка автомобиля — технологический процесс удаления загрязнений с поверхностей автомобиля и его составных частей. Загрязнения — это слои веществ внешней среды на поверхностях деталей с прочными когезионными и адгезионными связями.. Загрязнения подразделяют на эксплуатационные и технологические.
Эксплуатационные загрязнения: кремнеземные(пыль, почва), углеводородные(масляные, асфальтосмолистые, лаковые), нагар, накипь, продукты коррозии, разрушенные лакокрасочные покрытия. Технологические загрязнения: окалиной, стружкой, притирочными пастами, смазочными маслами и т.д.
Операции по очистке и разборке автомобилей и агрегатов и очистке их деталей следуют друг за другом и выполняются на одном участке. Качественную очистку автомобилей обеспечивает пятиоперационный процесс: очистка наружных поверхностей и промывка(выпаривание) внутренних полостей =>разборка авт. на агрегаты, подразборка агрегатов=>очистка подраз. Агрегатов=>узловая разборка агрегатов=>очистка сборочных единиц=>общая разборка агрегатов=>общая очистка деталей=> очистка отдельных деталей от прочных загрязнений, каналов и полостей.
Способы очистки: гидродинамическое разрушение и смывание струей воды с образованием взвеси; растворение; эмульгирование; разрушение потоком металлической дроби, стеклянных шариков, кварцевого песка, пластмассовой или косточковой крошки; электрохимическая обработка; ультразвуковая обработка в жидкости; термическое разрушение; срезание скребками, щетками.
В качестве очистных сред применяют органические растворители(уайт-спирит, керосин, спирты, ацетон), Растворяюще-эмульгирующие вещества, поверхностно-активные вещества, технические-моющие средства, расплавы солей и щелочей.
Неомыляемые загрязнения удаляет путём их механического дробления потоком тв. частиц(косточковая крошка, стеклянные шарики, дробь, корунд)
В качестве очистного оборудования применяются струйные или погружные машины, проходного или тупикового типа, также применяется специальные установки: очистка в расплавах солей, очистка дробью, ультразвуковая очистка.
Разборочные процессы и оборудование. Для уменьшения трудоемкости процесса и совершенствования организации труда разборку автомобиля делят на общую и узловую. При разборке автомобилей, агрегатов и сборочных единиц выполняют транспортные и технологические перемещения и разъединение резьбовых и прессовых соединений.В качестве установочно-транспортного средства при общей разборке автомобилей и агрегатов применяют конвейер или эстакаду. Тупиковую разборку ведут на стендах.
Резьбовые соединения разбирают с помощью гайковертов. Их применение повышает производительность труда в 3—5 раз и уменьшает число повреждений крепежных деталей. Пневматические или электрические гайковерты бывают одношпиндельными или многошпиндельными. В приводах шпинделей гайковертов применяют ударно-импульсные муфты, которые увеличивают момент отворачивания и уменьшают реактивный момент, передаваемый на руки рабочего.
Прессоразборочные работы выполняют при узловой разборке с помощью ручных винтовых, механизированных пневматических или гидравлических устройств, съёмников. Широкое применение получили пневматические (давление сжатого воздуха 0,4—0,6 МПа) и гидравлические (давление масла 10—25 МПа) приводы.
24(1).
Диагностирование, ТО и регулировочные работы узлов и агрегатов трансмиссии.
Основные неисправностями механизмов трансмиссии: пробуксовка или неполное выключение сцепления(износ накладок, замасливание дисков, отсутствие свободного хода педали сцепления); неплавное включение сцепления(зазор между выжимным подшипником и рычагами; наличие воздуха в гидропроводе; коробление ведомого диска); шум при работе коробки передач(износа подшипников, шестерен и валов), самопроизвольное выключение и затрудненное переключение передач(износ механизма управления КП, неправильная регулировка механизма,) биение карданного вала(изгиб вала; нарушение балансировки, износ в кар. передаче, неправильная сборка) шум и усиленный нагрев главной передачи(нарушение правильного зацепления шестерен вследствие износа шестерен и подшипников).
Методы диагностирования трансмиссии.
Методы диагностирования: метрические, акустические, виброакустические, термические и др.
Увеличенные люфты в карданной передаче и в остальных агрегатах трансмиссии можно определять с помощью специальных приборов – люфтомеров типа КИ-4832
Зазор в карданной передаче проверяют при затянутой стояночной тормозной системе.
Для определения углового зазора в коробке передач отпускают стоя-ночную тормозную систему и, поочередно включая все передачи, проворачивают карданный вал. Из полученных ранее значений следует вычесть определенный угловой зазор в карданной передаче.
Для определения зазора в главной передаче шестерни в коробке передач устанавливают в нейтральное положение и затормаживают ведущие колеса.
Проверку пробуксовки сцепления проводят при помощи стробоскопа, в котором момент возникновения вспышек синхронизирован с частотой вращения коленчатого вата двигателя.
Сцепление. Обслуживание сцепления и его привода -своевременной подтяжке болтовых соединений, проверке свободного хода педали, регулировке привода сцепления и его смазке, устранении отдельных неисправностей. В сцеплениях с гидроприводом или гидропневмоприводом, кроме этого, — в смене и доливке рабочей жидкости и удалении воздуха из сис-темы. При ТО проверяется также износ ведомого диска по индикатору износа.
Коробка передач. Техническое обслуживание коробки передач и раздаточной коробки - осмотре, проверка крепления картеров и крышек, в поддержании нормального уровня масла, устранении течи, замене масла и проведении регулировочных работ. Регулировка привода управления коробки передач заключается в том, чтобы вертикальное положение рычага пере¬ключения в кабине водителя соответствовало нейтральному положению рычага переклю¬чения на КП.
Техническое состояние главной передачи проверяют методами виброакустического диагностирования, а также по уровню шума при работе, суммарному окружному люфту вала ведущей шестерни, зазору между зубьями шестерен рабочей пары и осевому люфту вала ведущей шестерни.
Ведущие мосты. Регулировка главной передачи (центрального редук-тора) производится при снятом редукторе в следующей последовательности:
- регулировка натяга конических подшипников ведущей конической шестерни;
- регулировка подшипников дифференциала;
- регулировка зацепления конических шестерен по пятну контакта и боковому зазору, после чего подрегулировка подшипников дифференциала.
Карданная передача. Обслуживание КП- проверке крепления фланцеввала, смазке игольчатых подшипников крестовин и скользящего шлицевого соединения. Карданные валы новой конструкции могут не иметь масленки. В этом случае смазка шлицев не требуется (шлицы имеют специальное покрытие).
ТО-1. Сцепление. Проверить действие оттяжной пружины и свободный ход педали сцепления. Проверить герметичность системы гидропривода выключения сцепления. Проверить уровень жидкости в гидроприводе механизма выключения сцепления. У автомобилей, оборудованных пневмоусилителем сцепления, проверить крепление кронштейна и составных частей силового цилиндра усилителя.
Коробка передач. Проверить крепление коробки передач и ее внешних деталей. Проверить в действии механизм переключения передач на неподвижном автомобиле. Прочистить сапуны коробки передач и мос-тов.
Карданная передача. Проверить люфт в шарнирных и шлицевых со-единениях карданной передачи, состояние и крепление промежуточной опоры и опорных пластин игольчатых подшипников. Проверить крепление фланцев карданных валов.
Задний мост. Проверить герметичность соединений заднего (среднего) моста. Проверить крепление картера редуктора, фланцев полуосей и крышек колесных передач.
ТО-2. Сцепление. Проверить крепление картера сцепления. Проверить действие оттяжной пружины, свободный и полный ход педали, работу сцепления и усилителя привода. Прокачать гидропривод сцепления.
Коробка передач. Заменить масло в картерах агрегатов и бачках гидроприводов автомобиля в соответствии с химмотологической картой. Проверить действие механизма переключения передач; при необходимости закрепить коробку передач и ее узлы; проверить состояние, действие и крепление привода механизма переключения передач.
Карданная передача. Проверить люфт в шарнирах и шлицевых соединениях карданной передачи, состояние и крепление промежуточной опоры и опорных пластин игольчатых подшипников. Проверить крепление фланцев карданных валов.
Задний мост. Проверить крепление гайки фланца ведущей шестерни главной передачи (при снятом карданном вале). Закрепить фланцы полуосей.
24(2).
Организационная схема ремонта автомобилей в современных условиях (схема взаимодействия организаций автомобильного транспорта).
Во всем мире признаны объективная необходимость н экономическая целесообразность авторемонтного производства.
Исследования позволили разработать и реализовать схемы взаимодействия организаций по мере возрастания роли автомобильного транспорта в экономическом развитии стран, обеспечили переход от ремонта полнокомплектных автомобилей к капитальному ремонту автомобилей агрегатным методом.
В настоящее время масштабность и узкая специализация авторемонтного производства в системе взаимодействия организаций автомобильного транспорта утратили свои позиции.
Доказана необходимость и целесообразность восстановления деталей на специализированных предприятиях или участках (цехах) действующих авторемонтных предприятий, ориентированных на ремонт агрегатов. Поэтому коренные изменения, произошедшие в количественном и качественном составе автомобильного транспорта, рост количества владельцев автомобилей и интенсивности использования автомобилей вызваны увеличение потребления запасных частей. Все это и многие другие причины требуют внесения изменений в действующие схемы ремонта автомобилей агрегатным методом, где должна быть однозначно определена роль восстановления деталей. На рис. 1.1 представлена схема взаимодействия организаций автомобильного транспорта, реализация которой позволит удовлетворить потребность в ремонте автомобилей, повысить качество ремонта за счет внедрения в технологические процессы восстановления деталей новейших научно-обоснованных способов, в полной мере использовать имеющееся ремонтное оборудование и оснастку с перспективой создания специализированных организаций по восстановлению деталей, не исключая предметной специализации ремонтных организаций (РО АТ) и капитального ремонта автомобилей агрегатным методом.
25(1).
Текущий ремонт автомобилей, выполняемый на постах. Специализированные посты и комплексы: назначение, эффективность использования, правила охраны труда и пожарной безопасности.

Рис. Схема технологического процесса текущего ремонта автомобилей
Из схемы видно, что, помимо разборочно-сборочных работ, связанных с заменой агрегатов, узлов и механизмов, проводятся работы по частичной разборке и устранению неисправностей агрегатов, узлов и механизмов, не снимаемых с автомобиля, а также разборочно-сборочные работы с последующим ремонтом снятых с автомобиля агрегатов.
Текущий ремонт выполняется на автотранспортных предприятиях, станциях технического обслуживания или базах централизованного технического обслуживания и ремонта преимущественно агрегатным методом. Для замены неисправных агрегатов и узлов на исправные на автотранспортных предприятиях, в объединениях и транспортных управлениях создается оборотный фонд в соответствии c нормативами.
Для автобусов, автомобилей-такси, автомобилей скорой медицинской помощи, пожарных машин, автомобилей, перевозящих опасные грузы, и для других видов подвижного состава, к которым предъявляются повышенные требования безопасности движения, рекомендуется проводить текущий ремонт не только по потребности, но и как регламентированный планово-предупредительный ремонт по предупреждению отказов в сроки, обусловленные Положением o техническом обслуживании и ремонте подвижного состава автомобильного транспорта.
Для обеспечения технически исправного состояния кузова, кабины, рамы подвижного состава и установленного на них оборудования после половины установленного пробега до капитального ремонта проводится регламентированный текущий ремонт, который включает работы по проверке их технического состояния и устранение выявленных неисправностей. При этом производятся углубленный осмотр и диагностирование, выполнение необходимых работ c восстановлением или заменой деталей и сборочных единиц, достигших предельного состояния, герметизация сварных швов и уплотнений, устранение вмятин и трещин, удаление последствий коррозии, нанесение профилактического противокоррозионного покрытия и при необходимости окраска.
Часть операций текущего (планово-предупредительного) ремонта малой трудоемкости может выполняться совместно c техническим обслуживанием в порядке сопутствующего ремонта.
Выявление потребности в текущем ремонте автомобилей производится, как правило, во время выполнения операций технического обслуживания подвижного состава, в процессе осмотра и диагностирования автомобиля.
Основной объем работ по текущему ремонту автомобилей на АТП производится по потребности на постах в зоне ремонта и на производственных участках. Часть работ, технологически связанных с операциями ТО-1 и ТО-2, производится на линиях или постах обслуживания.
Организация технологического процесса ТР должна учитывать, что весь объем выполняемых работ включает в себя разборочно-сборочные работы, выполняемые на автомобиле, и работы c отдельны ми агрегатами; узлами и деталями, выполняемые на соответствующих производственных участках.
Разборочно-сборочные работы выполняются на универсальных или специализированных постах. Работы по ремонту деталей, узлов и агрегатов производятся, как правило, на специализированных-производственных участках, оснащенных необходимым технологическим оборудованием.
Оборудование, применяемое при текущем ремонте автомобилей, можно разделить на подъемно-транспортное, контрольно-диагностическое и регулировочное, сборочно-разборочное и ремонтное.
Целесообразность применения универсальных и специализированных постов (технологических комплексов) и степень специализации последних обусловлены характером и объемом работ, выполняемых на АТП. Так, на средних и крупных АТП целесообразно внедрять специализированные посты текущего ремонта. Специализация постов ТО и ТР, пожалуй, единственный путь, позволяющий максимально механизировать работы, а следовательно, повысить производительность труда рабочих, улучшить использование производственных площадей и оборудования, создать благоприятные условия для качественного выполнения ремонта и за счет этого сократить простои автомобилей.
Анализ операций постовых работ текущего ремонта показал, что для рациональной организации технологических процессов целесообразно весь объем работ разделить на группы операций с учетом следующих факторов: технологическая однородность работ; универсальность используемого осмотрового оборудования и основных средств механизации; обеспечение загрузки в течение смены.
25(2).
Схема технологического процесса ремонта агрегатов и характеристика отдельных его этапов.
Совокупность приемов и способов выполнения работ по восстановлению работоспособности машин составляет технологический процесс ремонта машин. Различают технологический процесс текущего и капитального ремонта машины, составной ее части, сборочной единицы и детали (ГОСТ 2.602-95*).
Технологический процесс ремонта агрегата включает в себя:
- приемку агрегата от потребителя,
- его очистку и мойку,
- оценку технического состояния и диагностирование,
- разборку их на детали,
- мойку и дефектацию деталей,
- восстановление и комплектование годных к применению деталей,
- сборку составных частей,
- их регулирование, обкатку и сборка,
- оснастку и испытание агрегата.
Как правило, ремонт проводится после углубленного технического диагностирования и совмещается по времени с ТО.
К операциям, входящим в состав ремонтных работ, относятся:
- чистка и наружная мойка сборочных единиц и деталей,
- разборка составных частей и сборочных единиц,
- обезжиривание и дефектация деталей,
- восстановление изношенных и изготовление новых недостающих деталей,
- комплектование деталями и материалами участка сборки,
- сборка и испытание гидрооборудования,
- ремонт двигателей,
- сборка и окраска машин,
- испытание и сдача машин организации-владельцу.
26(1).
Определение количественных показателей ремонтопригодности.
Ремонтопригодность (эксплуатационная технологичность) — свойство автомобиля, заключающееся в его приспособленности к предупреждению и обнаружению причин возникновения отказов, повреждений и поддержанию и восстановлению работоспособного состояния путем проведения ТО и ремонта.
Ремонтопригодность определяется вероятностью восстановления работоспособного состояния, т.е. вероятностью того, что продолжительность приведения автомобиля в работоспособное состояние не превысит заданную продолжительность его восстановления.
Ремонтопригодность автомобиля является внутренним ее свойством, закладываемым при разработке конструкции и обеспечиваемым при изготовлении и эксплуатации. Однако уровень показателей ремонтопригодности определяется организационно-техническими условиями эксплуатации и ремонта. Чем ниже уровень организации технического обслуживания и ремонта, тем выше должны быть требования к конструкции автомобиля с точки зрения обеспечения безотказности и ремонтопригодности. Таким образом, каждый автомобиль в зависимости от условий эксплуатации, реального уровня технического обслуживания и ремонта должен обладать определенным запасом надежности.
Показатели ремонтопригодности автомобилей должны позволять оценивать как оперативную сторону их использования, характеризуемую главным образом временем пребывания в неработоспособном состоянии в связи с осуществлением ремонтных работ при техническом обслуживании и собственно ремонтах, так и экономическую сторону, которая характеризуется затратами труда и средств на осуществление ремонтных работ.
Количественно ремонтопригодность может быть оценена временем пребывания автомобиля в неработоспособном состоянии в связи с техническим обслуживанием и ремонтом, затратами труда и средств на поддержание и восстановление работоспособности в определенных организационно-технических условиях эксплуатации и ремонта.
Как и безотказность, ремонтопригодность является вероятностным статистическим параметром. Различие между ними состоит в том, что ремонтопригодность связана с вероятностью восстановления автомобиля в течение определенного периода времени, в то время как безотказность характеризуется вероятностью безотказной работы в течение какого-то времени. Вероятность безотказной работы будет максимальной в том случае, если наработка на отказ велика, а интенсивность отказов мала. Ремонтопригодность же будет максимальной, когда среднее время выполнения операций по обслуживанию и ремонту автомобиля мало, а интенсивность обслуживания, наоборот, велика.
При сравнительной оценке различных типов автомобилей необходимо иметь в виду, что время их простоя в связи с проведением технического обслуживания или ремонта зависит от уровня организации этих работ, их технического оснащения, квалификации персонала и ряда других факторов эксплуатационного характера. Показатели ремонтопригодности характеризуют восстанавливаемые агрегаты, узлы автомобиля.
Вероятность восстановления Pв(t) представляет собой вероятность того, что случайное время восстановления агрегата будет не более заданного.

Среднее время восстановления (устранения отказа агрегата, узла):

где n – количество отказов; tвi – время восстановления i-го отказа.
Интенсивность восстановления представляет собой число восстановлений в единицу времени

В общем случае время, затрачиваемое на ликвидацию i –го отказа, представляет собой сумму следующего вида:
tвi = toi + tпзi + tопi + tдi ,
где toi - время ожидания, связанное с необходимостью обнаружения отказа; tпзi – подготовительно-заключительное время, затраченное на подготовку запасных частей, инструмента перед началом и после ликвидации отказа; tопi – оперативное время, характеризующее затраты времени исполнителей на выполнение основных и вспомогательных операций при ликвидации отказа; tдi – дополнительное время на отдых и личные надобности исполнителей.
Показатель в Тв , определенный по времени простоев, характеризует
не только ремонтопригодность объекта, но и организацию производства, ее обеспеченность запасными частями и инструментами.
В соответствии с ТКП-248-2010 для регламентированного ремонта (РР), планово-предупредительного ремонта (ППР), капитального ремонта (КР), восстановительного ремонта (ВР), среднее время восстановления отражает совершенство технологического процесса и организацию производства на специализированных авторемонтных предприятиях. Для текущего ремонта устранение отказов является случайной величиной не только во времени, но и по перечню выполняемых работ, поэтому для этого вида ремонта применяется удельная трудоемкость на 1000 км пробега, которая корректируется в зависимости от категории условий эксплуатации, модификации подвижного состава, климатических условий, пробега с начала эксплуатации и др. Кодексом устанавливается, что при разработке технологических процессов ТО и ремонта ТС, трудоемкость выполнения технологических операций должна учитывать дополнительные затраты времени
 ,
,
где Твр - трудоемкость выполнения работ, чел.-ч; Топ - трудоемкость операции (рассчитывается по результатам хронометражных наблюдений), чел.-ч; К- дополнительные затраты времени на обслуживание рабочего места, подготовительно-заключительные работы, отдых и личные надобности, % от трудоемкости операции.
В отличие от ремонта ТС для плановых технических воздействий по техническому обслуживанию (ЕОс, ЕОт , ТО-1, ТО-2, ТО-1000, ТО-2000, СО) нормативами устанавливается разовая трудоемкость на каждую модель ТС. Эта трудоемкость является среднестатистической, т.е. это среднее время обслуживания, которая в теории надежности определяется по формуле

где
n
- количество технических обслуживаний
i
-го
вида за расчетный период;
 –
оперативная
трудоемкость выполнения технического
обслуживания i
-го
вида, чел.-ч.
–
оперативная
трудоемкость выполнения технического
обслуживания i
-го
вида, чел.-ч.
Интенсивность обслуживания λоб определяется числом операций по обслуживанию за один час:

При устранении отказов, выполнение которых осуществляется с помощью подвижных средств ТО и ремонта используется коэффициент сложности отказов Ксл:

где n – общее число отказов; nв – количество отказов, выполняемых водителем.
Коэффициент готовности Кг представляет собой вероятность того, что автомобиль будет работоспособен в произвольно выбранный момент времени, кроме планируемых периодов, в течении которых использование его по назначению не предусматривается

где Т0 – среднее время между отказом

где VT – среднетехническая скорость.
Коэффициент технического использования
где tc – суммарная наработка автомобилей за рассматриваемый промежуток времени;
tв – время, затраченное на восстановление автомобиля;
tоб – время, затраченное на обслуживание автомобиля.
Для характеристики ремонтопригодности используется также показателей, определяющих влияние конструктивных особенностей автомобиля на трудоемкость и продолжительность его обслуживания или ремонта. К ним относятся, например, абсолютное или относительное количество мест (точек) обслуживания на автомобиле (агрегате и т. д.) и их доступность, а также трудоемкость снятия узлов, агрегатов и деталей, число марок применяемых эксплуатационных материалов, номенклатура необходимого оборудования и инструмента и др.
В общем объеме работ по техническому обслуживанию грузовых автомобилей удельный вес смазочных работ составляет 20...30 %, крепежных примерно 20 %, контрольных 25 %, электротехнических 15 %. Снижение трудоемкости работ ТО актуальная задача, которая в большой степени решается своевременным диагностированием, поэтому к конструкции автомобиля предъявляется еще одно важное требование — приспособленность к проведению диагностических работ. Должны быть предусмотрены определенные места для подключения датчиков (в топливной магистрали, системе охлаждения, в пневматической системе тормозного привода и т.п.).
Следует учесть, что приспособленность автомобиля к проведению диагностирования уменьшает потребность в квалифицированных механиках-контролерах примерно на 30 % при одновременном повышении эффективности и точности проверок. Стоимость работ по проверке основных систем автомобиля в сравнении с обычными методами снижается на 65...75 %, почти в 2 раза уменьшается число выполняемых операций.
Наконец, важное значение имеет и компоновка автомобиля. Так, при одинаковой конструкции двигателя в случае компоновки автомобиля по схеме "кабина над двигателем" в сравнении с компоновкой по схеме "кабина за двигателем" снижается трудоемкость технического обслуживания двигателя примерно на 25 %.
26(2).
Виды и методы ремонта в специализированных организациях автомобильного транспорта и их характеристика.
Ремонт автомобилей состоит из комплекса работ по устранению неисправностей путем восстановления или замены деталей узлов и агрегатов. В соответствии с назначением и характером выполняемых работ установлены 2 основные группы ремонтов: а) эксплуатационные (гаражные) и б) капитальные. Эксплуатационные ремонты подразделяются на текущий ремонт автомобиля и текущий ремонт двигателя. Капитальный ремонт подразделяется на капитальный ремонт автомобиля и капитальный ремонт агрегата.
Текущий ремонт автомобиля включает разборочно-сборочные, сварочные, кузовные, электротехнические, слесарно-механические и другие работы, необходимые для устранения отдельных неисправностей, со снятием или без снятия агрегата с автомобиля. Потребность в текущем ремонте выявляется при контрольно-осмотровых работах технического обслуживания и в процессе эксплуатации автомобиля.
Капитальный ремонт автомобиля предназначен для восстановления его технического состояния, обеспечивающего срок службы автомобиля па весь период установленного межремонтного пробега. При капитальном ремонте автомобиля производится полная его разборка на агрегаты, узлы и детали, контрольная проверка и сортировка деталей на годные, требующие ремонта и негодные. Рама автомобиля переклепывается, комплектуются все узлы и агрегаты, производятся их сборка, испытание и регулировка. Испытанные агрегаты собираются на раме, после чего автомобиль подвергается испытанию пробегом. Все неисправности, выявленные при испытании автомобиля, устраняются, и автомобиль окрашивают.
Капитальный ремонт автомобиля может производиться индивидуальным или агрегатным методом.
При индивидуальном методе ремонта агрегаты, снятые с автомобиля, после их капитального ремонта устанавливаются на тот же автомобиль. Этот метод ремонта в настоящее время применяется лишь в исключительных случаях и при ремонте отдельных моделей импортных автомобилей.
При агрегатном методе ремонта снятые с автомобиля агрегаты и механизмы обезличиваются и после ремонта могут быть установлены на любой ремонтируемый автомобиль. При агрегатном методе ремонта сокращается время нахождения автомобиля в ремонте, так как ремонт автомобиля сводится к замене отдельных неисправных агрегатов новыми, или заранее от ремонтированными.
В автомобильных хозяйствах замена агрегатов производится при текущем ремонте автомобиля, а капитальный ремонт агрегатов и капитальный ремонт автомобилей производятся на авторемонтных предприятиях.
Для каждой марки автомобилей устанавливается определенная норма пробега до капитального ремонта, После прохождения установленной нормы пробега комиссией из административно-технического персонала с участием шофера производится обязательный контрольный осмотр автомобиля, при котором определяется его техническое состояние.
Автомобиль может быть направлен в капитальный ремонт, если большинство его основных агрегатов, в том числе двигатель, а для легковых автомобилей — кузов, нуждаются в капитальном ремонте одновременно, а общее техническое состояние автомобиля ухудшается в связи с большим износом деталей и уменьшением надежности всех его агрегатов.
Если автомобиль по своему техническому состоянию не требует ремонта, комиссией устанавливается дополнительный пробег до ремонта, и он допускается к дальнейшей эксплуатации. Таким образом, капитальный ремонт автомобилей производится только по потребности.
Методы организации производства ТР:
- Метод специализированных бригад (предполагает образование производственных подразделений по признаку их технологической специализации по видам технических работ)
- Метод комплексных бригад (предполагает образование производственных подразделений по признаку их предметной специализации, закрепляя за каждой из бригад определённую группу автомобилей)
- Агрегатно-участковый метод (предполагает распределение всех работ по ремонту автомобилей между производственными участками, ответственными за выполнение всех работ ТР одного или нескольких узлов, механизмов или систем по всем транспортным средствам АТП. Ответственность за ремонт отдельных узлов, механизмов или систем при данной форме организации производства становится персональной).
27(1).
Кузовные работы: технология, оборудование, правила охраны труда и пожарной безопасности.
Основные повреждения кузовов л/а и кабин грузовых а/м следующие: коррозия листовых панелей, деформация или разрушение при ДТП. Процесс ремонта наиболее сложных изделий –кузовов л/а включает: приемку в ремонт; оценку технического состояния и определение объема ремонта; разборку кузова с удалением старой краски; правку частей кузова; замену поврежденных частей; выравнивание поверхностей панелей; контроль размеров; окрашивание; сборку и окончательный контроль.
Старая краска снимается раствором каустической соды при температуре 80-90 градусов, затем промывают в горячей воде. Замена поврежденных частей кузова включает: разметку границ удаляемого участка, вырубку или вырезание поврежденных элементов, изготовление ДРД и их приварку. Поврежденные части панелей вырубают механизированными зубилами, вырезают пилами, ножницами или газовыми резаками. Вырезают поврежденные элементы ручными или механическими ножовками или ножницами. Образовавшуюся кромку панели правят киянкой и обрабатывают напильником или шлифовальным кругом.
Стенды для правки и контроля кузовов. Для контроля геометрии точек крепления узлов шасси, а также для выполнения сложного ремонта с одновременным контролем, используют специальные стенды. Стенды для правки и контроля кузовов различаются системами измерения. Системы измерения подразделяются на механические, оптические, ультразвуковые и с компьютерной измерительной системой.
Беспокрасочное удаление вмятин – технология ремонта повреждений на кузове автомобиля, не имеющих дефектов лакокрасочного покрытия. Устранения вмятин с помощью минилифтера - Выбирается пистон, подходящий под размер вмятины. Пистон обезжируется и на его центр наносится небольшое количество клея. Затем к пистону присоединяют минилифтер и вытягивают вмятину. ОТ: травмирования острыми кромками металла, неисправным инструментом, падения с высоты при ремонте кузовов автобусов и кабин грузовых автомобилей, воздействие повышенного шума, ручным немеханизированным и механизированным инструментом, пневматическими устройствами и особенно при выполнении рихтовочных работ, вибрации при работе электро и - пневмоинструментом, поражения электрическим током, ожога, возникновения загорания и пожара, воздействия вредных веществ .
27(2).
Классификация признаков предельного состояния деталей, определение предельного и допустимого износов.
Предельным состоянием (ПС) автомобиля и его составных частей называется состояние, при котором их дальнейшее применение по назначению недопустимо или нецелесообразно либо восстановление их невозможно или нецелесообразно. Таким образом для каждого вида технического обслуживания (ТО), текущего и капитального ремонтов (ТР и КР), списания автомобиля устанавливается соответствующее предельное состояние, характеризуемое определенными признаками. Признаки (параметры), которые характеризуют ПС объекта, называются критериями. Следует иметь в виду, что предельное состояние, как правило, оценивается несколькими критериями, которые устанавливаются производителем автомобиля и отражаются в технических условиях и технологических картах на проведение ТО, ТР, КР и списания автомобиля.
Систематизация признаков ПС автомобиля позволяет классифицировать критерии следующим образом: количественные и качественные; основные и дополнительные; единичные и комплексные; абсолютные и относительные; относящиеся ко всему изделию или его составным частям; по виду воздействия при достижении предельного состояния— ТО, ТР, КР или списание; по причинам возникновения ПС объекта — физические, химические и механические; по области анализа — социальные, функциональные, технико-экономические; по методу определения — аналитические, экспериментальные и экспертные; по виду связи с причиной ПС объекта — косвенные и прямые; по методу диагностирования — субъективные и объективные.
Классификация позволяет однозначно подойти к выбору критериев предельного состояния объектов для ремонтной документации, обусловливает единые требования к признакам ПС автомобилей и приспособленности их к ТО, ТР и КР. Кроме того, она создает предпосылки для разработки эффективных средств технического диагностирования, в том числе и предремонтного, что, естественно, позволит снизить затраты на ремонт автомобилей.
28(1).
Конструкция, классификация и маркировка шин.
Пневматическая шина представляет собой упругую заполненную воздухом под давлением оболочку, предназначенную для установки на обод колеса
Конструкция камерной пневматической шины:
1– борт; 2 – каркас; 3 – брекер; 4 – протектор; 5 – вентиль; 6 – камера; 7 – ободная лента; 8 – обод
Автомобильные шины делятся по назначению, способу герметизации, конструкции, форме профиля, рисунку протектора, габаритам.
По назначению автомобильные шины различают: - шины пневматические для легковых автомобилей; - шины пневматические для грузовых автомобилей; - шины для грузовых автомобилей с регулируемым давлением воздуха.По способу герметизации шины делятся на:
- камерные шины, в которых воздушная полость образуется герметизирующей камерой;
- бескамерные шины, в которых воздушная полость образуется покрышкой и ободом колеса.
По сравнению с камерными шинами бескамерные шины имеют следующие основные преимущества: - повышенную безопасность в результате отсутствия мгновенной разгерметизации воздушной полости;- меньшее время простоя автомобиля в пути при ремонте шин из-за их проколов;- более низкий нагрев шин во время движения;- пониженное сопротивление качению;
- меньшую массу шины. По конструкции шины делятся на:- диагональные;- радиальные.
Классификация шин по профилю:шины обычного профиля ; широкопрофильные; низкопрофильные; сверхнизкопрофильные
Приняты следующие обозначения
В- ширина поперечного сечения или профиля шины.
Н-высота поперечного сечения или профиля шины.
d-внутренний посадочный диаметр шины. D-наружный диаметр шины.С-посадочная ширина обода колеса.
175/70 R 13..18 ВАЗ масса 15 кг.
11.00-20(300..508)R МАЗ масса 120 кг.D=2H+d=3,8 м.
Кроме размеров на шине указываеться:
-наименование или товарный знак заводаизготовителя.
-модель шины.-дата изготовления.(первые две-неделя, вторые две- год изготовления)-норма стойкости, определяющая прочность каркаса, или индекс грузоподъемности ххх – 3-х значное число.
-балансировочная метка, обозначающая самую легкую часть.-номер госта или тех условий на шину.-знак направления вращения.-индекс скорости.
Шины типа R :-шины с зимним рисунком протектора M+S-символ * - все сезоны.- наборами букв может обоз-ся формы рисунка проте-а, семейство шин, степень износ-сти, сцепные св-ва шины, сторона установки.-цветные метки (треу-ки, ква-ты, окр-сти): дефекты, жесткое или мягкое место боковины.Восст-ные покрышки :-наименование или товарный знак предприятия производителя восстановления.-группа восстановления. – дата восстановления.
28(2).
Типовые закономерности протекания процессов изнашивания во времени.
Изнашивание деталей во времени протекает неравномерно. Процесс изнашивания деталей большинства подвижных соединений может быть представлен в виде кривой, характеризующей нарастание износа а в зависимости от времени работы сопряжения. В периоде времени происходит процесс приработки поверхностей деталей с интенсивным нарастанием износа. Интенсивный износ в период приработки обусловлен тем, что до начала эксплуатации соединения площадь контакта сопрягаемых поверхностей не превышает 5—15 % номинальной площади рабочих поверхностей из-за микрошероховатостей и волнистости этих поверхностей. В процессе приработки площадь контакта сопрягаемых поверхностей постепенно увеличивается, вследствие чего уменьшается удельное давление, что приводит к снижению скорости изнашивания. В периоде времени, который называют периодом нормального изнашивания, износ прямо пропорционален времени работы. В этот период нарастание износа происходит равномерно и не вызывает заметного ухудшения работы сопряжения. Периоды 1-2 называют периодом естественного изнашивания, период 3 — периодом аварийного изнашивания. В периоде времени 3 резко возрастает скорость изнашивания, что связано с нарушением жидкостного трения и появлением вибраций из-за увеличения зазора в сопряжении, ухудшением качества сопрягаемых поверхностей и повышением температуры в зоне трения. Быстрое возрастание зазора в сопряжении вызывает форсированный износ, приводящий к разрушению сопряжения.
Предельный износ — износ, при котором дальнейшая эксплуатация детали становится недопустимой из-за нарушения работы узла или машины в целом и возможности появления внезапного отказа в работе. Предельному износу в сопряжении соответствует зазор В. Одним из критериев предельного состояния изделия является предельный износ. Значения допустимых и предельных износов указывают в технических условиях на разбраковку деталей; величины предельных зазоров, размеров, овальности и кону-сообразности — в технической документации заводов-изготовителей. Износ деталей компрессоров и вспомогательных механизмов. Основные виды износа деталей: механический, молекулярно-механический и коррозионно-механический.
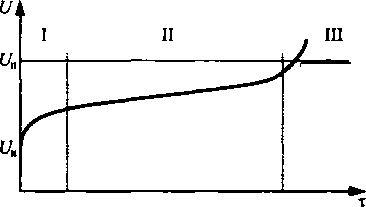
29(1).
Методы определения оптимальных режимов ТО
При проектировании нового автомобиля режимы технического обслуживания назначаются по критерию эффективности его использования.
В ходе эксплуатации автомобилей периодичность ТО может быть определена также по минимальным удельным затратам на ТО и ремонт (технико-экономический метод); по допустимой вероятности безотказной работы; по закономерности изменения и допустимому значению параметров технического состояния автомобиля и его элементов; по состоянию по аналогиям и уточнениям и другим критериям.
Критерием для установления периодичности ТО по технико-экономическому методу служит экономическая целесообразность его выполнения, корректируемая техническими критериями (безопасность движения, свободный доступ к местам обслуживания и ремонта и т. п.
Он может быть представлен в виде графической зависимости затрат на ТО и ремонт от пробега (рис. )
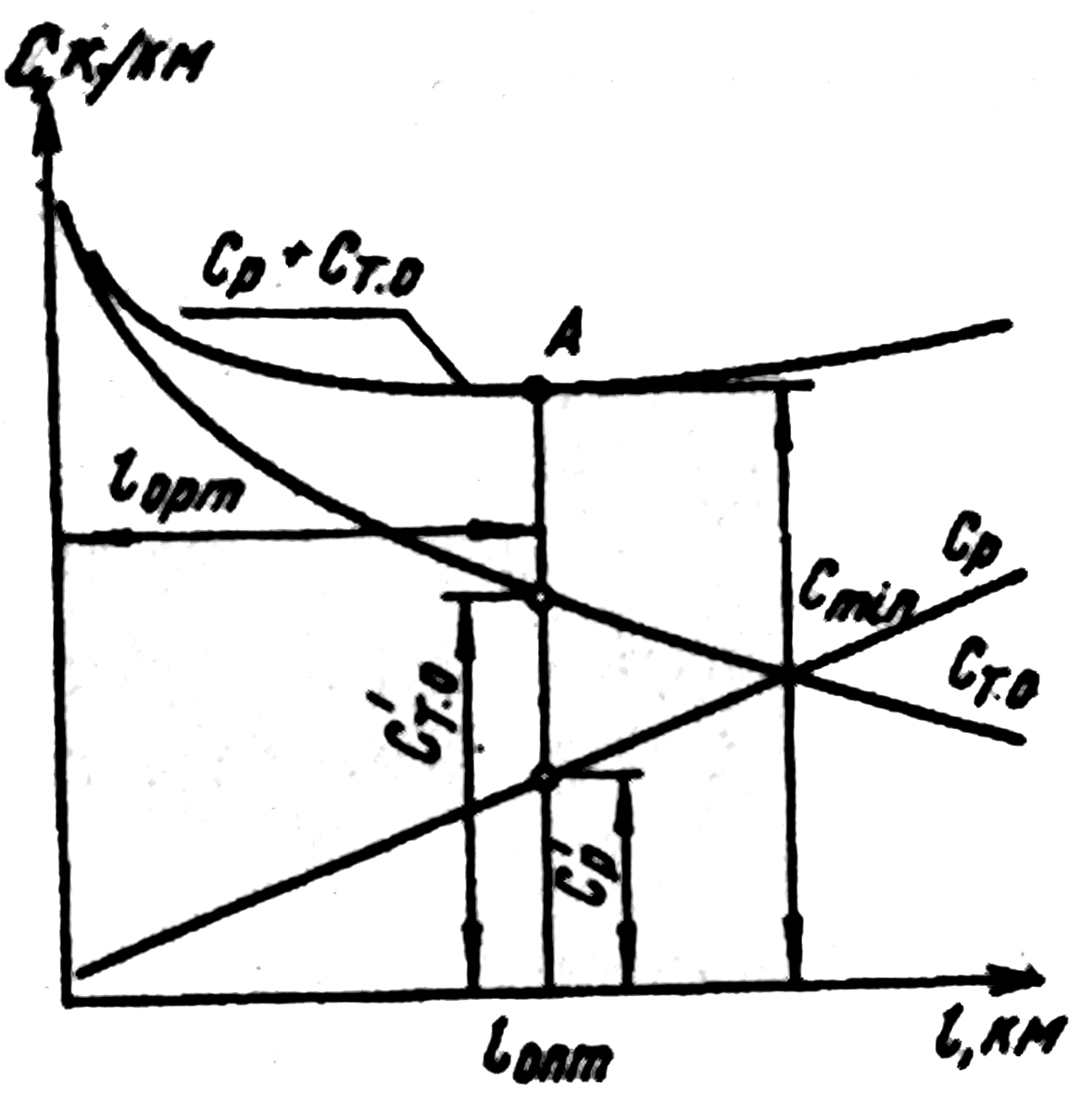
Кривая Ср отражает примерную закономерность изменения удельной стоимости ремонта с увеличением периодичности между очередными обслуживаниями автомобилей. Чем больше периодичность обслуживания, тем больше удельная стоимость ремонта. Кривая Сто характеризует примерную закономерность изменения удельных расходов на ТО. Как следует из графика, с увеличением периодичности обслуживания удельная стоимость Сто уменьшается. Суммарная стоимость ТО и ремонта автомобиля (кривая Ср + Сто) по мере увеличения периодичности обслуживания вначале уменьшается, потом начинает увеличиваться.
Координаты точки А перегиба кривой суммарных затрат дают суммарные минимальные затраты Cmin = Сто' + Ср' на ТО и ремонт, а также оптимальную периодичность lопт.
Метод определения периодичности ТО по допустимой вероятности безотказной работы учитывает случайный характер возникновения отказов автомобиля. Критерием для определения периодичности ТО служит допустимый уровень вероятности безотказной работы (рис. ), установленный по техническим, экономическим и другим показателям. Рекомендуемым является уровень вероятности 0,95…0,98 для агрегатов и узлов автомобиля, обеспечивающих безопасность движения, и 0,90…0,95 – для остальных.
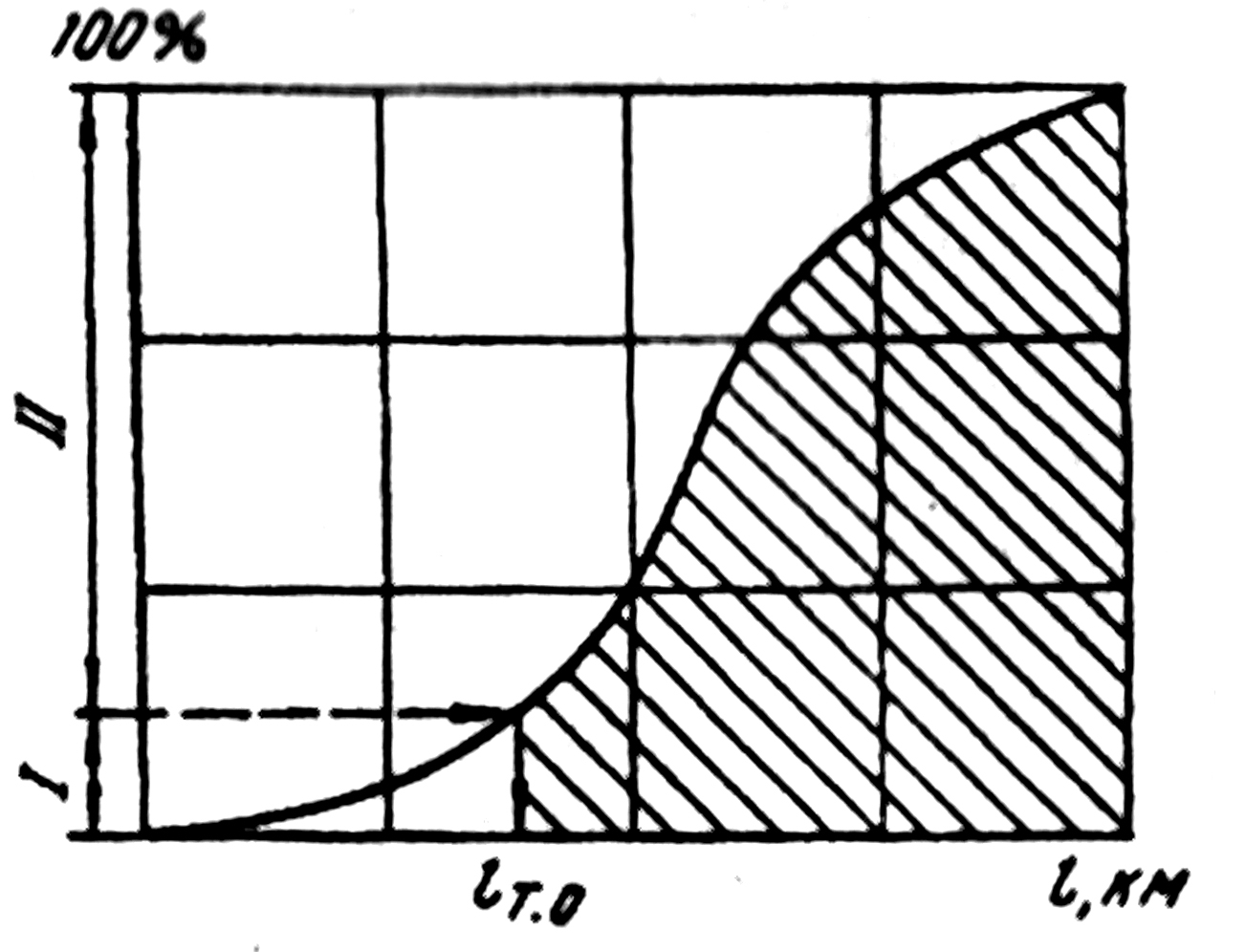
Рис. Определение периодичности ТО по допустимому уровню вероятности:
I – случаи, имеющие фактическую периодичность меньше установленной (1 — Рд случаев); I I – случаи, имеющие фактическую периодичность больше установленной (Рд случаев)
Назначение периодичности ТО следует производить при условии, что вероятность возникновения отказа ранее установленной периодичности меньше обусловленного уровня Рд:
 или
или

Если кривая убыли построена по результатам исследований, то, найдя площадь под ней планиметрированием. Можно узнать средний пробег до отказа, а также установить пробег между ТО.
Сущность метода определения периодичности ТО по закономерности изменения и допустимому значению параметров технического состояния автомобиля и его элементов заключается в следующем. Предполагается, что изменение технического состояния автомобиля в большинстве случаев происходит достаточно плавно без резких скачков и может быть выражено в зависимости от времени или пробега так называемой рациональной функцией n-го порядка:
у=а0 + а1l1+а2l2+а3l3 +…+аnln
где у – параметр технического состояния; l – пробег; а0 – начальное значение параметра технического состояния (при l = 0); а0 …аn — коэффициенты, определяющие характер и степень зависимости параметра у от пробега или времени.
Зная закономерность изменения технического состояния у = F(l) и допустимое значение параметра уд, можно определить оптимальную периодичность ТО l0 графически или аналитически, подставив в уравнение значение уд:
уд = а0 + а1l0+а2 l0+…+аnl0n
В случае прямолинейной зависимости значение допустимого параметра
уд = а0 + а1l0n
откуда периодичность ТО:
l0 = (уд - а0)/ а1
29(2).
30(1).
Изнашивание шины в процессе эксплуатации. Причины повреждений
При нагружении и вращении колеса шина совершает определенную механическую работу: - деформация и трение материала шины; - трение о поверхность дороги. Беговая поверхность шины подвергается ударной нагрузке.
Все это разрушает каркас, разрушает и изнашивает протектор, вызывает теплообразование в шине, ослабевают связи между отдельными элементами шины.
Износ возрастает с увеличением скорости движения, нагрузки и во многом определяется давлением в шине.
Шины работают в сложных дорожно-климатических условиях. При движении авто шины подвергаются воздействию различных препятствий: от осколков стекла до крупных камней, дорожных рельс, открытых сточных колодцев, что всегда оказывает значительное влияние на долговечность шин. Недостаточное внимание к шинам приводит к разрушениям шин. 74% - естественный износ. 20% - порезы, пробои. 6% - повреждения каркаса
На ресурс шин влияет ряд технических, эксплуатационных и социально-экономических факторов (нумерация от наиболее влиятельных на износ факторов к наименее влиятельным) :
1.Техническое состояние авто: -Состояние мех-ов ведущего моста; -Состояние ходовой части;-Давление воздуха в шинах; -Дисбаланс шин;-Состояние тормозов;
2.Условия эксплуатации:-Тип и состояние дорог; -Скорость движения; -Нагрузка на шины;-Климатические условия;-Режим работы автомобиля;
3.Социально-экономические факторы:-Выполнение правил ухода за шинами;-Выполнение условий хранения шин;-Правильность комплектования; -Ведение строгого учета пробега шин; -Система премирования;
4.Конструкция и технология изготовления шин:- Рисунок протектора; Качество изготовления;Конструкция шины и соответствие ее условиям движения.
5.Качество вождения:-Характер езды; Стаж работы водителя; Классность водителя;
30(2).
Технико-экономический анализ вариантов выбора заготовки и технологического процесса изготовления детали
В автомобильной промышленности применяются следующие основные заготовки: а) отливки из чугуна, стали и цветных металлов;
б) поковки и штамповки из стали и некоторых цветных металлов ;
в) прокат из стали и цветных металлов; г) штампо-сварные из стального проката и др. металлов; д) штамповки и отливки из пластмасс;
е) металлокерамические (порошковая) металлургия;
Среди
технических требований в первую очередь
необходимо учитывать материал,
конфигурацию, размер, массу, точность
и качество поверхностного слоя
заготовки, направление волокон,
которое предопределяет как
последовательность обработки, так
и прочность детали. Деталь из чугуна
предопределяет получение заготовки
литьем. Заготовки для крупногабаритных
и сложных деталей экономически
выгодно получать литьем или
комбинированными методами. Заготовки
для силовых зубчатых колес получают в
основном давлением, так как в этом случае
мы имеем волокнистую структуру,
позволяющую воспринимать большие
нагрузки по сравнению с аморфной
структурой. Выбор экономического
критерия зависит от конкретных условий.
Если для изготовления заготовки не
нужно приобретать оборудование, то
экономическим критерием будет являться
минимальная себестоимость детали
 где Сзаг
— затраты на материал и изготовление
заготовки; Соб
— затраты на механическую обработку
заготовки; Сотх
— стоимость отходов при механической
обработке.
Если
заготовку получают в собственных
заготовительных цехах, то
где Сзаг
— затраты на материал и изготовление
заготовки; Соб
— затраты на механическую обработку
заготовки; Сотх
— стоимость отходов при механической
обработке.
Если
заготовку получают в собственных
заготовительных цехах, то
где Смет — стоимость металла; Сзп — заработная плата рабочих с начислениями; Са — затраты на амортизацию оборудования; Ср — затраты на ремонт оборудования; Спр — затраты на ремонт и амортизацию приспособлений; Сн.ц — накладные цеховые расходы.
Себестоимость детали складывается из себестоимости заготовки и себестоимости её обработки. При массовом производстве деталей экономически оправдывается получение заготовок, наиболее приближающихся по форме и размерам к готовой детали.
31(1).
Диагностирование ТО и Р системы зажигания
Неисправности:-повреждение изоляции, замыкание на массу проводов; -обгорание или залипание контактов прерывателя; -изменение зазоров между электродами свечей зажигания; -забрызгивание свечей маслом, покрытие их нагаром; -трещины в изоляторах; -разрыв и замыкание в катушках зажигания; -неправильная установка зажигания; -неисправности устройств системы. Раннее зажигание – детонация, позднее потеря мощности, перерасход топлива, перегрев двигателя.
Общими диагностическими параметрами:-искровой промежуток, пробиваемый искрой (7-10 мм) -бесперебойность искрообразования
Эти параметры проверить при помощи приборов Э-214, Э-213.
Наибольшее число отказов- на прерыватель распределитель. При диагностирование проверяют угол замкнутого состояния контактов (зазор в контактах 0.3 мм), состояние контактов (сопротивление 0.2 ОМ), конденсатор и хар-ки вакуумного и центробежного регулятора. Диагностирование свечи -с помощью осциллографа на наличие замыканий и величину зазора между электродами.
Проверка катушки зажигания -методом сравнения длины искрового промежутка пробиваемого искрой от проверяемой катушки и эталонной, или же по величине вторичного напряжения.
При диагностировании электронных систем -методики оценки работы датчиков, путем замены их на исправные, а так же путем применения вольтметров, омметров, специальных тестеров или же использованием микропроцессорных систем.
ТО аппаратов систем зажигания -проверку действия выключателя зажигания, проверка крепления и наконечников, проверка изоляции проводов, снятие и проверка прерывателя распределителя, свечей, катушки, проверка работоспособности эл. устройств. При ТО-2, свечи зажигания снять, очистить от нагара, проверить и отрегулировать зазор между электродами (0.6…0.8). Замену свечей проводят от 14…40 тыс. км.Контакты прерывателя протирают чистой тряпочкой смоченной бензином. Зазор между контактами устанавливать по углу замкнутого состояния контактов.Прерыватель -проверяют на вибрацию контактов, угол чередования искр, бесперебойность искрообразования, проверяется и регулируется центробежный вакуумный регулятор.
31(2).
Исходные данные и последовательность разработки ТП. Техническое нормирование операций.
Различают 3 вида ТП: единичный, типовой и групповой. ТП разрабатывается для изготовления нового изделия или совершенствования выпускаемого. Основой для нового ТП служит типовой или групповой ТП. Если их нет, то – единичный ТП. Разработка ТП начинается с анализа исходных данных: программа выпуска, документация на изделие, его назначение и конструкция. Затем выбирают аналогичный ТП, формируют технологический код изделия по технологическому классификатору. По классификатору выбирают исходную заготовку и методы ее изготовления, дается технико-экономическое обоснование выбора заготовки. Выбирают технологические базы, составляют маршрут обработки, определяют последовательность операций и состав оснащения. В основу построения маршрута положены принципы: сначала назначают те операции, которые не уменьшают жесткость детали и которые выявляют дефекты заготовки, а также от которых может быть брак; предусматривают разделение черновых, чистовых, отделочных операций; соосные отверстия обрабатывают с одной установки; план механообработки связывают с термообработкой; отделку выполняют в конце. На основании документации составляют последовательность переходов, выбирают оснастку, средства контроля. Далее осуществляют нормирование времени, расхода материалов, рассчитывают затраты труда, определяют разряд работ. По расчету экономической эффективности выбирают оптимальный ТП, который оформляется документально.
Нормы времени определяются на основе изучения затрат времени наблюдением, по нормативам, по типовым нормам. Штучное время состоит из основного времени tо – на изменение и определение состояния предмета труда, вспомогательного времени tв – на выполнение приемов для обеспечения изменения и определения состояния предмета труда, технического tт – обслуживание рабочего места, организационного tорг – на уход за рабочим местом, времени перерывов tп.
32(1).
Основные задачи ИТС, ее структура и состав.
Задачи: 1. определение технической политики ведомства по ТЭА. Политика должна обеспечивать требуемый уровень работоспособности автопарка, экологичные и ресурсосберегающие пути развития ТЭА; 2. разработка нормативно-технологической и проектной документации; 3. планирование, организация и управление ТО, ремонтом и хранением ПС; 4. создание и совершенствование ПТБ, техническое перевооружение ТО и ТР; 5. организация материально-технического обеспечения производства; 6. разработка мероприятий по экономии ресурсов; 7. анализ техсостояния автомобилей, ПТБ, оборудования; 8. организация внутрихозяйственного хозрасчета учета ТО и ТР ПС; 9. составление плана поставок и списания ПС; 10. комплектация ИТС персоналом и повышение их квалификации; 11. реализация передового опыта ТЭА; 12. организация внутрихозяйственного хозрасчета со службой перевозок; 13. предъявление требований к автомобильной отрасли по совершенствованию конструкций ПС; 14. изготовление дефицитных деталей; 15. модернизация ПС.
В общем виде организационно-производственная структура ИТС, предусматривающая функциональные группы подразделений для выполнения указанных задач и управления процессом их выполнения, приведена на рис. .
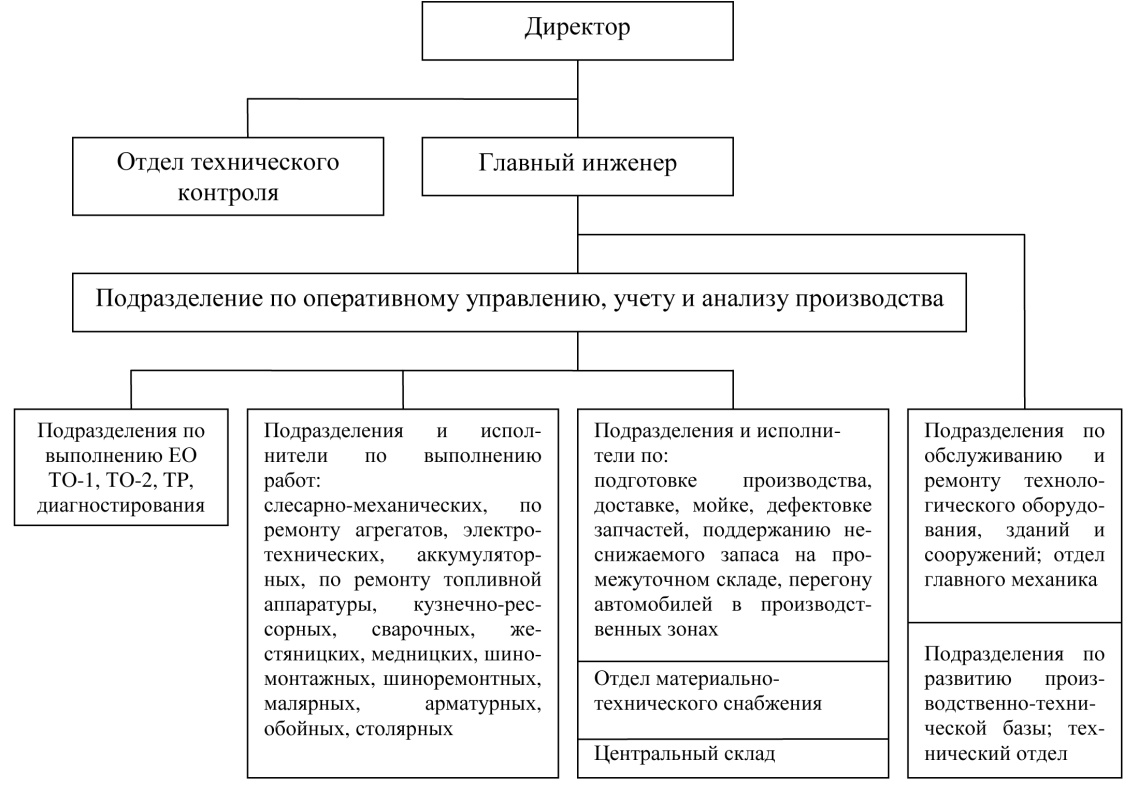
32(2).
Припуски на обработку резанием. Методы определения припусков
Припуском называется
слой металла, удаляемый с поверхности
для получения заданных свойств
обрабатываемой поверхности. Припуски
должны быть достаточными для получения
правильной формы, размеров и качества
поверхности. Припуски должны быть
минимальными, т.к. это экономит металл.
При проектировании ТП определяют
промежуточные, операционные и общие
припуски. Промежуточным припуском наз.
слой металла, удаляемый при выполнении
одного технологического перехода,
операционным - при выполнении одной
техоперации, общим – при обработке
поверхности заготовки для получения
готовой детали. Припуски для наружных
Zн
и внутренних Zв
поверхностей определяют:
 и
и
 ,
где
,
где
 и
и
 - диаметры детали на предшествующем и
выполняемом технологических переходах.
Общий припуск определяется суммированием
промежуточных припусков от заготовки
до детали. При обработке деталей 60%
общего припуска – на черновую обработку,
40% - на чистовую
- диаметры детали на предшествующем и
выполняемом технологических переходах.
Общий припуск определяется суммированием
промежуточных припусков от заготовки
до детали. При обработке деталей 60%
общего припуска – на черновую обработку,
40% - на чистовую
Припуски определяют 2 методами: опытно-статистическим и расчетно-аналитическим. 1 метод не учитывает особенностей выполнения отдельных элементов ТП, а величина припуска устанавливается по опытным данным и является завышенной. 2 метод учитывает условия выполнения ТП. Метод основан на анализе погрешностей обработки резанием в каждом техпереходе. На каждом переходе учитываются неровности поверхности заготовки, глубина дефектного поверхностного слоя, пространственные отклонения, погрешности установки детали в станке.
33(1).
Формы и методы организации производства технического обслуживания и ремонта автомобилей
Метод специализированных бригад представляет собой такую форму организации производства, при которой работы каждого вида ТО и ТР выполняются специализированными бригадами (рис.1).
Метод
специализированных бригад предусматривает
формирование производственных
подразделений по признаку их технологической
специализации по видам технических
воздействий,
предусмотренных системой ТО, т. е.
одна бригада выполняет ЕО, вторая –
ТО-1, третья – ТО-2, четвертая – ТР
автомобилей на постах, пятая – ремонт
и обслуживание агрегатов, механизмов
и приборов, снятых с автомобиля и
доставленных в цех. Специализированные
бригады комплектуются из рабочих разных
профессий в зависимости от перечня
работ, входящих в ТО или ТР.
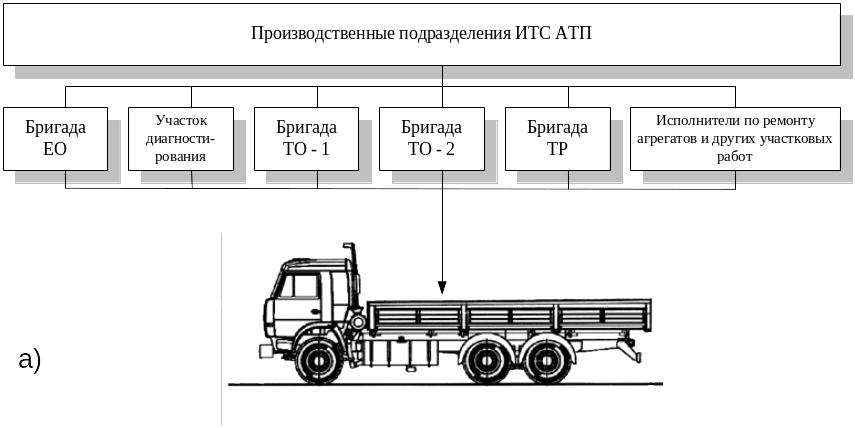
Рис. 1. Структура ИТС АТП при организации по методу специализированных бригад
Управление осуществляется по структуре: главный инженер - начальник производства - мастера на ЕО, ТО-1, ТО-2, ТР, ремонте агрегатов.
Метод комплексных бригад предусматривает формирование производственных подразделений по признаку их предметной специализации, т.е. закрепление за бригадой определенной группы автомобилей, по которым бригада проводит ТО-1, ТО-2 и ТР (рис. 2). Централизованно, как правило, выполняются ЕО, диагностирование и ремонт агрегатов. Число таких бригад обычно равно количеству автомобильных колонн в парке. Комплексные бригады укомплектовываются исполнителями различных специальностей (автослесарями, электриками, смазчиками) для выполнения закрепленных за бригадой работ. Руководителем бригады является механик или старший механик в подчинении которого имеются механики, осуществляющие руководство бригадой в различные смены, которые подчиняются начальнику производства или гаража.
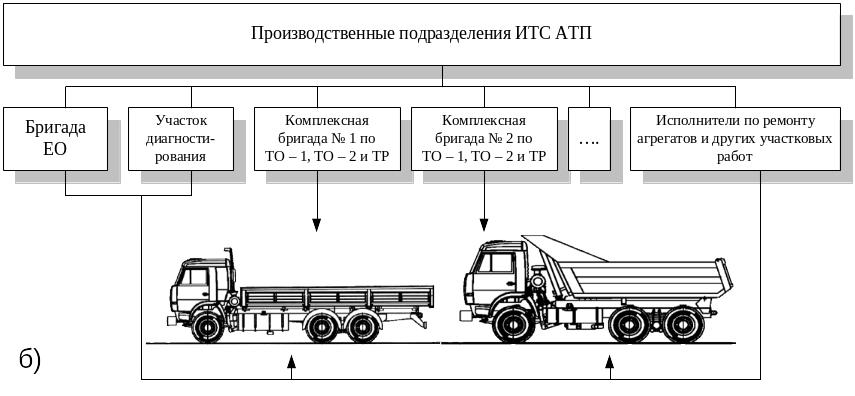
Рисунок 2. Структура ИТС АТП при организации по методу комплексных бригад.
При организации производства методом комплексных бригад каждая бригада, как правило, имеет закрепленные за ней рабочие места, посты для ТО и ремонта, технологическое оборудование и инструменты, запас оборотных агрегатов и запасных частей.
Сущность агрегатно-участкового метода состоит в том, что все работы по ТО и ремонту подвижного состава АТП распределяются между производственными участками, ответственными за выполнение всех работ ТО и ТР одного или нескольких агрегатов по всем автомобилям АТП (рис. 3). Ответственность за ТО и ремонт при данной форме организации производства становится персональной.
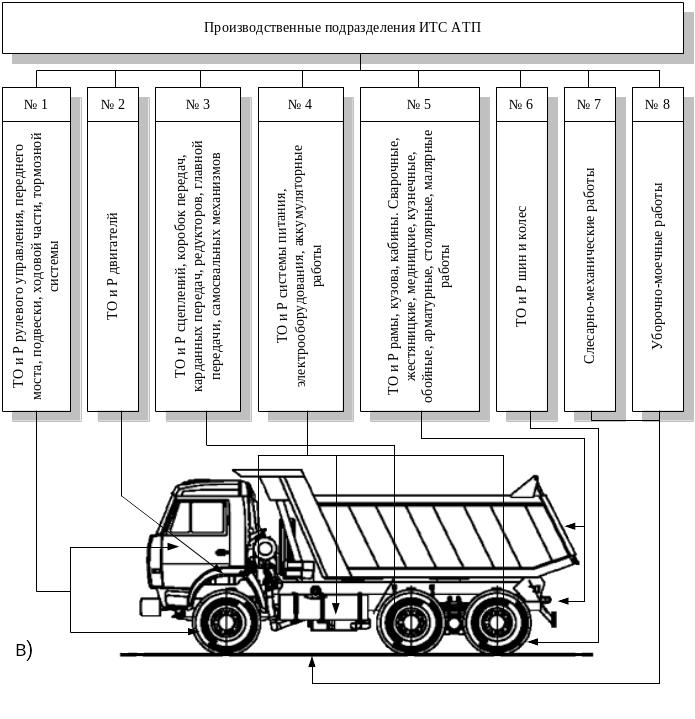
Рис. 3. Структура ИТС АТП при организации по агрегатно-участковому методу
Работы распределяются между производственными участками с учетом производственной программы, зависящей от размера АТП и интенсивности использования подвижного состава.
Этот метод предусматривает учет выполненных работ, время выполнения работ, фамилии исполнителей (листок учета ТО и ТР), на основании этих данных заполняется лицевая карточка автомобиля, где отражаются сведения о количестве ТО, простоев в ремонте, пробеге автомобиля. В специальной карточке отражаются опоздания, простои, возвращения автомобилей с линии по причинам, относящимся к конкретным участкам. В отдельный листок также заносятся данные о расходе запасных частей по агрегатам. Число участков зависит от размеров АТП и может составлять от 4 до 8.
Работы, закрепленные за основными производственными участками, выполняются на тупиковых постах ТО и ТР автомобилей либо на соответствующих постах поточной линии, а работы вспомогательных производственных участков - в цехах и частично на постах и линиях ТО.
33(2).
Приспособления для обработки резанием. Основные элементы технологических приспособлений.
Обработка металлов резанием, технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные виды О. м. р.: точение, строгание,сверление, развёртывание, протягивание, фрезерование и зубофрезерование, шлифование, хонингование и др. Закономерности О. м. р. рассматриваются как результат взаимодействия системы станок — приспособление — инструмент — деталь (СПИД). Любой вид О. м. р. характеризуется режимом резания, представляющим собой совокупность следующих основных элементов: скорость резания v, глубина резания t и подача s.
Классификацию приспособлений проводят по нескольким признакам.
I. По целевому назначению приспособления делят на пять групп.
Станочные приспособления – используют для установки и закрепления обрабатываемых заготовок на станках, в зависимости от вида механической обработки различают сверлильные, токарные, фрезерные, расточные, шлифовальные и другие
станочные приспособления. Они являются самой многочисленной группой и составляют 70 – 80 % общего числа приспособлений.
Приспособления для крепления рабочих инструментов – характеризуются большим числом нормализованных конструкций, что объясняется нормализацией и стандартизацией самих рабочих инструментов. Приспособления первой и второй
групп являются составными частями технологической системы.
Сборочные приспособления – используют для соединения сопрягаемых деталей и сборочных единиц, крепления базовых деталей (сборочных единиц) собираемого изделия, предварительного деформирования собираемых упругих элементов
(пружин, рессор и т.д.), выполнения сборочных операций, требующих приложения больших сил (клепка, вальцовка, напрессовка и т.д.) и др.
Контрольные приспособления – применяют для контроля заготовок, промежуточного и окончательного контроля обрабатываемых деталей, а также для проверки собранных элементов и машин.
Приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок.
Основными элементами приспособлений являются установочные, зажимные, направляющие, делительные (поворотные), крепежные детали, корпуса и механизированные приводи. Их назначение следующее:
установочные элементы – для определения положения обрабатываемой заготовки относительно приспособления и положения обрабатываемой поверхности относительно режущего инструмента;
зажимные элементы – для закрепления обрабатываемой заготовки;
направляющие элементы – для осуществления требуемого направления движения инструмента;
делительные или поворотные элементы – для точного изменения положения обрабатываемой поверхности заготовки относительно режущего инструмента;
крепежные элементы – для соединения отдельных элементов между собой;
корпуса приспособлений (как базовых деталей) – для размещения на них всех элементов приспособлений;
механизированные приводы – для автоматического закрепления обрабатываемой заготовки.
34(1).
Централизованная система управления производством ТО и ТР автомобилей. Функционирование системы.
Как показали исследования и опыт работы передовых АТП, наибольшая эффективность в решении вопросов организации производства может быть достигнута благодаря централизации управления производством ТО и ремонта подвижного состава на АТП. Одной из наиболее широко распространенных является система централизованного управления производством (ЦУП) ТО и ТР, обобщенная структура которой показана на
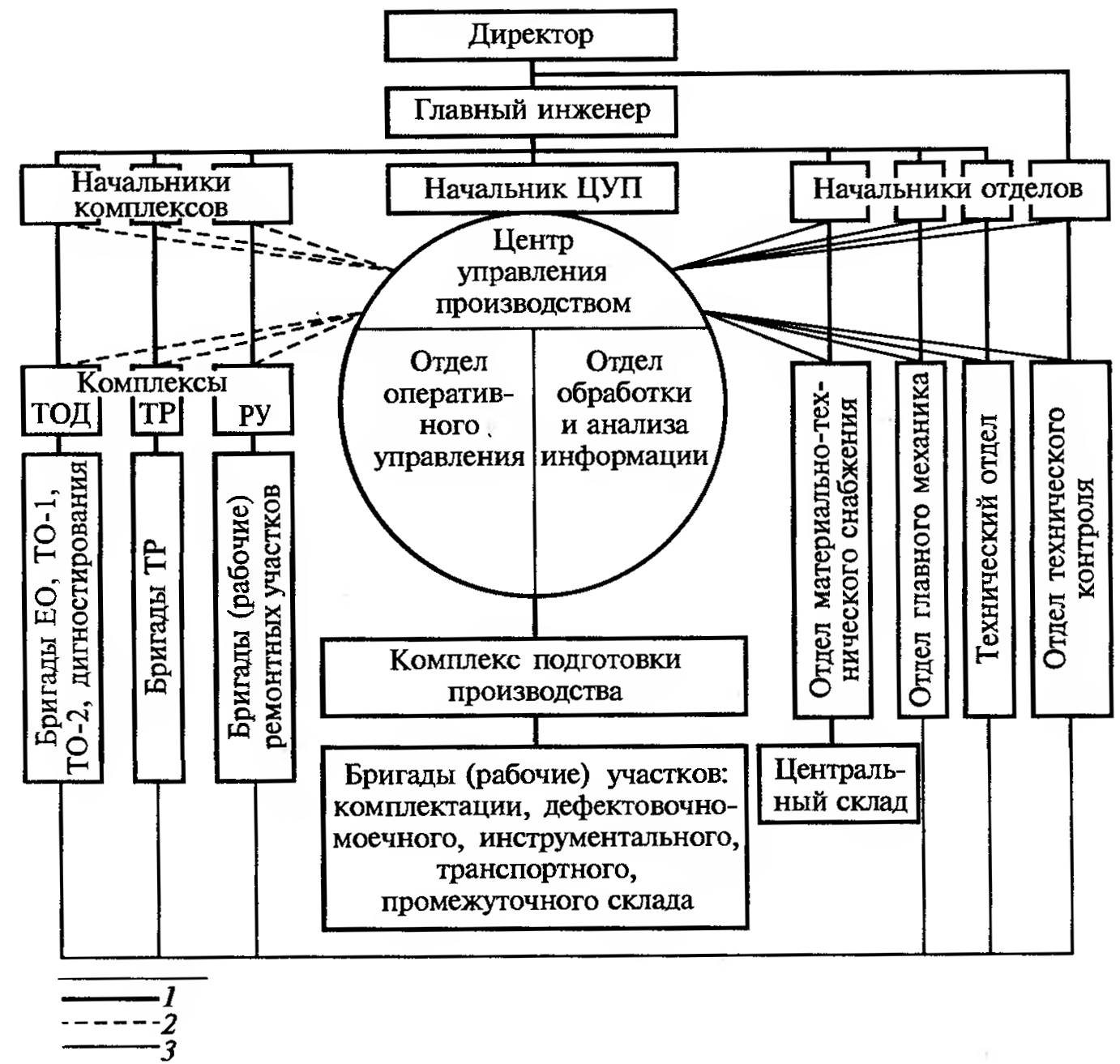
Основная задача системы ЦУП — обеспечение эффективного использования производственных площадей, запасных частей и персонала путем совершенствования организаций подготовки и оперативного управления производством.
Система ЦУП предусматривает соблюдение следующих принципов.
1. Четкое распределение административных и оперативных функций между руководящим персоналом и сосредоточение функций оперативного управления в едином центре или отделе управления производством (ЦУП или ОУП).
2. Организация производства ТО и ремонта подвижного состава основывается на технологическом принципе формирования производственных подразделений. При этом каждый вид технического воздействия выполняется специализированной бригадой или участком.
3. Производственные подразделения, выполняющие технологически однородные работы, объединяются в производственные комплексы в целях удобства управления ими.
4. Централизованная подготовка производства (комплектование оборотного фонда запасных частей и материалов, хранение и регулирование запасов, доставка агрегатов, узлов и деталей на рабочие посты, мойка и комплектование ремонтного фонда, обеспечение рабочих инструментом, а также перегон автомобилей в зонах ТО, ремонта и ожидания) осуществляется специальным комплексом.
5. Использование средств связи, автоматики, телемеханики и вычислительной техники.
Функционирование системы ЦУП происходит следующим образом. На контрольно-техническом пункте производится сбор и обработка информации о неисправностях автомобилей, их фактическом пробеге и местонахождении с последующей передачей этой информации в компьютерную базу данных. Перед началом смены диспетчер центра управления производством получает «Ведомость диспетчера производства». В ней указаны гаражные номера автомобилей, подлежащих ТО-1 и ТО-2, и гаражные номера автомобилей, которым необходим ремонт. Диспетчер центра направляет автомобили в ремонт с учетом обеспеченности их агрегатами, узлами и деталями. Задание на ремонт и обслуживание автомобилей распечатывается непосредственно на участке. Мастер участка определяет перечень ремонтных работ, на основании которых в ЦУП формируются сведения о трудоемкости технических воздействий. На промежуточном складе формируются сведения о наличии агрегатов, узлов и деталей на складе. На основании этих сведений выдаются задания участкам комплекса подготовки производства. Работники технического отдела назначают автомобили на ТО-1 или ТО-2, пробег которых от последнего ТО превышает нормативную величину.
Все эти сведения накапливаются в «Лицевой карточке автомобиля».
34(2).
Обработка деталей поверхностным пластическим деформированием.
Поверхностное пластическое деформирование (ППД) – обработка давлением, при которой пластически деформируется только поверхностный слой детали. Обработка ППД основана на способности металлической поверхности воспринимать остаточные пластические деформации без нарушения целостности металла. Цель обработки ППД – изменение размеров заготовки до допустимых (калибрующее ППД) и образование на поверхности определенной макро- и (или) микрогеометрической формы (поверхностное пластическое формообразование); уменьшение шероховатости поверхности (сглаживание), деформационное упрочнение. При ППД изменяется структура материала поверхностного слоя, в нем создаются сжимающие остаточные напряжения (упрочняющее ППД). В ходе обработки ППД форма зерен поверхностных слоев металлической заготовки изменяется. Они вытягиваются в направлении деформации, образуется упорядоченная структура волокнистого характера. Детали, обработанные ППД, становятся менее чувствительными к усталостному разрушению. Обработке ППД подвергается детали практически любых размеров, изготовленные из стали, чугуна, цветных сплавов и других материалов, способных пластически деформироваться. Все известные методы ППД можно разделить на две основные группы: статические и ударные. Особенностью статических методов является воздействие на обрабатываемую поверхность постоянной силы Р, причем очаг деформации, возникающей от действия силы, последовательно перемещается по поверхности, подлежащей обработке.
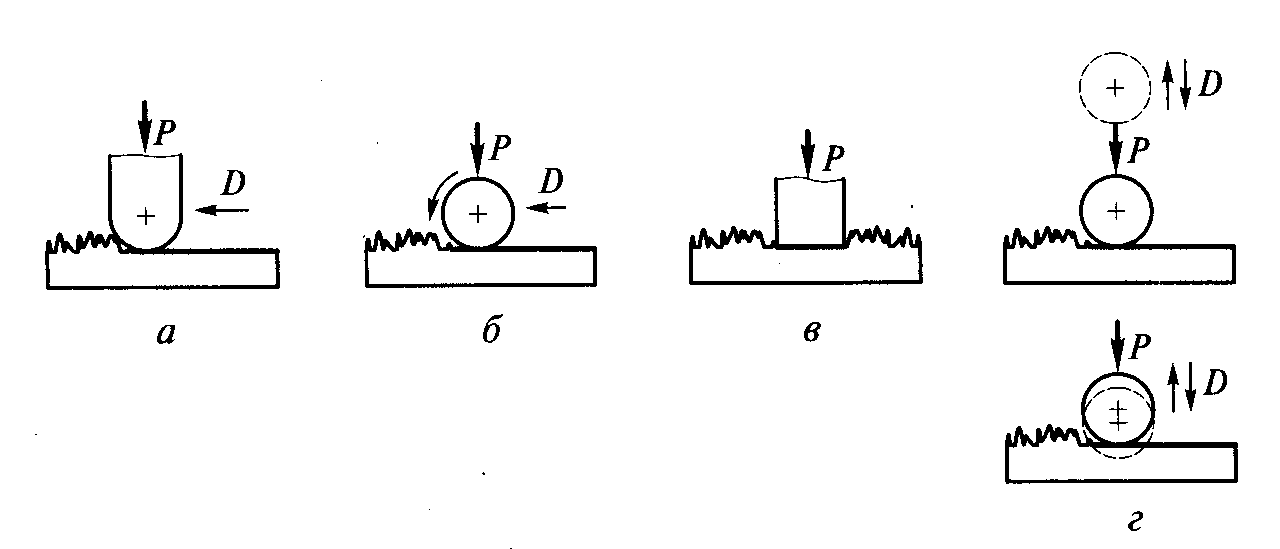 Рис.
24. Основные группы методов поверхностного
пластического деформирования: а, б, в –
статические (соответственно выглаживание,
накатывание, однократное деформирование); г –
ударные (многократные воздействия
инструментом или рабочими телами); D –
направление перемещения инструмента
или заготовки; Р –
сила воздействия ППД
В
качестве деформирующих тел (инструментов)
для ППД используются шарики и ролики с
конструктивно определенными осями
вращения и без них, выглаживатели,
протяжки с деформирующими элементами,
специальные бойки и чеканы, стандартная
дробь и специальные шарики, накатные
плашки и др.
Рис.
24. Основные группы методов поверхностного
пластического деформирования: а, б, в –
статические (соответственно выглаживание,
накатывание, однократное деформирование); г –
ударные (многократные воздействия
инструментом или рабочими телами); D –
направление перемещения инструмента
или заготовки; Р –
сила воздействия ППД
В
качестве деформирующих тел (инструментов)
для ППД используются шарики и ролики с
конструктивно определенными осями
вращения и без них, выглаживатели,
протяжки с деформирующими элементами,
специальные бойки и чеканы, стандартная
дробь и специальные шарики, накатные
плашки и др.
35(1).
Система материально-технического снабжения
Основным видом склада на государственном уровне является склад центра ТО фирмы (или крупного дилера), который удовлетворяет собственную потребность в запчастях, а также потребности мелких дилеров, расположенных в зоне его действия. Массовым звеном системы материально-технического снабжения являются дилеры, которые покупают детали на складах центров ТО (крупных дилеров) или на региональном складе и продают их владельцам автомобилей (путем установки при проведении ремонтных работ). Номенклатура и объемы хранимых запасных частей определяются размером АТП дилера. учитывается, что в случае отсутствия какой-либо детали она будет доставлена со склада центра ТО фирмы (крупного дилера) или с регионального склада. Независимые ремонтники обеспечиваются запасными частями через дилеров и независимые магазины. А также используются подержанные детали. Кроме производителей автомобилей, на рынке запасных частей действует ряд других предприятий. В первую очередь это специализированные фирмы по изготовлению деталей и узлов, используемых заводами-изготовителями в качестве комплектующих (независимые субпоставщики). Они поставляют производителю детали и узлы, используемые при сборке новых автомобилей. Те же детали в качестве запасных частей поступают на склады производителя. Второй группой поставщиков являются предприятия-имитаторы, изготавливающие запчасти специально для продажи на рынке. Обычно они производят детали узкой номенклатуры и продают их по более низким ценам, чем основные поставщики. При этом не гарантируются ни качество, ни соответствие стандартам. К третьей группе относятся фирмы, занимающиеся разборкой списанных автомобилей и продажей подержанных деталей, а также предприятия по восстановлению изношенных деталей и агрегатов. Эти детали покупают независимые ремонтные мастерские, мелкие частные АТП и небогатые владельцы автомобилей. Продажей запасных частей к автомобилям занимается множество мелких, средних и больших предприятий (оптовики, магазины, рынки), которые получают детали как у заводов-изготовителей автомобилей и запасных частей, так и у имитаторов. Потребителями запасных частей на рынке являются в первую очередь крупные АТП, имеющие большой однотипный парк, располагающие собственной производственно технологической базой, которые оптом закупают необходимые запчасти и материалы, хранят их на своих складах и используют для проведения ТО и ремонта.
Нормирование и планирование расхода запасных частей и материалов.
Определение потребности в запасных частях i-го наименования ведется по среднестатистическим нормам, которые корректируются:
 ,
,
где  -
среднестатистическая норма расхода
запасных частей i-го
наименования деталей на 100 автомобилей
в год;
-
среднестатистическая норма расхода
запасных частей i-го
наименования деталей на 100 автомобилей
в год;
 - коэффициенты корректировки расхода
запасных частей в зависимости
соответственно от категории условий
эксплуатации, модификации подвижного
состава и природно-климатических
условий.
- коэффициенты корректировки расхода
запасных частей в зависимости
соответственно от категории условий
эксплуатации, модификации подвижного
состава и природно-климатических
условий.
Хранимый запас запасных частей и материалов 33 определяется отдельно по каждому их виду:
где:
Аи – списочное количество автомобилей; αт – коэффициент технической готовности; lcc – среднесуточный пробег автомобиля;
та - масса автомобиля, кг;
а - средний относительный расход запасных частей, металлов и других материалов на 10 тыс. км пробега автомобиля, в процентах от его массы (табл. );
Д3 - продолжительность хранения запаса, сут, принимаемая по ОНТП-01-91.
Хранимый запас агрегатов Загр зависит от их номенклатуры и определяется по формуле
Кагр - число агрегатов на 100 автомобилей одной марки; mагр - масса агрегата, кг.
Относительный расход запасных частей, металлов и других материалов
Для АТП, расположенных в отдаленных районах или местах нерегулярного снабжения, допускается увеличивать продолжительность хранения запасных частей и материалов, но не более чем в 2 раза.
При организации в регионе централизованной системы материально-технического снабжения и при наличии центральных оборотных складов, продолжительность хранения запасных частей и материалов, кроме топлива, для АТП следует уменьшить в 2 раза.
35(2).
Методы обработки деталей абразивными инструментами.
Обработка абразивным инструментом. Обработка абразивным инструментом включает следующие виды: шлифование, хонингование, притирку, полирование, суперфиниширование.
Шлифование применяется как метод предварительной и окончательной обработки цилиндрических, плоских и фасонных поверхностей по 5—7-му квалитетам точности с шероховатостью Ra= 1,25—0,08 мкм. Типы станков: кругло- и плоскошлифовальных, бесцентровых, наружно- и внутришли- фовальных. Размерное шлифование может выполняться в одну операцию или в две операции. Предварительное шлифование выполняют кругами зернистостью 40—80; окончательное шлифование — кругами зернистостью 12—40; тонкое шлифование кругами зернистостью 6—10.
Наружное шлифование деталей, имеющих форму тел вращения, может выполняться с продольной и поперечной подачей. При шлифовании с продольной подачей заготовка совершает со столом возвратно-поступательное движение относительно шлифовального круга, который после каждого продольного двойного хода имеет поперечную подачу. При шлифовании с поперечной подачей обработка ведётся широким шлифовальным кругом по всей длине обрабатываемой поверхности.
Бесцентровое шлифование наружных поверхностей может осуществляться при продольной или поперечной подаче.
При бесцентровом шлифовании заготовка свободно размещается на опорной линейке между двумя шлифовальными кругами, (шлифовальным и ведущим). Ведущий и шлифовальный круги вращаются в одном направлении, но с разными окружными скоростями. Бесцентровое шлифование с продольной подачей применяется для обработки деталей с гладкой цилиндрической поверхностью, а шлифование с поперечной подачей — при обработке фасонных поверхностей или деталей с буртиками.
Планетарное шлифование применяется для обработки отверстий больших диаметров.
Хонингование служит для чистовой обработки отверстий абразивными брусками и обеспечивает получение высокой точности формы отверстия и низкую шероховатость, однако не исправляет положение оси отверстия. Хонинговальная головка вместе с брусками совершает вращательное и возвратно-поступательное движения, в результате чего на обрабатываемой поверхности образуется сетка следов абразивных зёрен, которая способствует удержанию смазки.
Хонингование обеспечивает 4—6-й квалитеты точности; шероховатость обработанной поверхности Rа = 0,16—0,04 мкм. Хонингование выполняется с подачей в зону обработки охлаждающей жидкости. Хонингование алмазными брусками обеспечивает большую точность формы отверстия. Хонингованием обрабатывают цилиндры двигателей, отверстия в блоках цилиндров под вкладыши коренных подшипников и др.
Притирка — один из самых точных методов обработки (точность 5-й квалитет и выше). Притирка выполняется твёрдыми и мягкими абразивными материалами, а также с помощью химически активных паст. К твёрдым абразивам относятся электрокорунд, карбид кремния, алмазная пыль, к мягким — венская известь, оксид хрома. В качестве связующей среды при притирке применяют минеральное масло, керосин и др.
Полирование выполняется с помощью абразивных зёрен, размещённых на поверхности мягких полировальных кругов из войлока, фетра, ремня. Полированием достигают шероховатости поверхности Rа = 0,320—0,012 мкм, а при использовании химически активных паст получают зеркальную поверхность. В качестве абразивных материалов при полировании применяют электрокорунд, оксид железа, оксид хрома, карбид кремния.
Суперфиниширование — процесс обработки деталей абразивными брусками, которые прижимаются к обрабатываемой поверхности с небольшим давлением. Бруски совершают осциллирующие движения, срезая гребешки микронеровностей и снижая шероховатость обрабатываемой поверхности. Процесс осуществляется с применением СОЖ. При суперфинишировании припуск на обработку не задаётся и она выполняется в пределах допуска на размер предшествующей обработки.
Процесс обеспечивает шероховатость поверхности до Ra = 0,08 мкм, площадь опорной поверхности увеличивается до 70—90 %. В автомобилестроении суперфинишированием чаще всего обрабатывают шейки коленчатых валов двигателей.
36(1).
Нормирование расхода топлива и смазочных материалов
Нормирование расхода топлива и смазочных материалов осуществляется на основании инструкций о порядке применения норм расхода топлива для механических транспортных средств, машин, механизмов и оборудования, разработанными Министерством транспорта и коммуникаций Республики Беларусь.
Повышение нормы расхода топлива осуществляется при эксплуатации:
- в зимних условиях эксплуатации – не более 10 %;
- автомобиля в городах с численностью населения:
от 100 до 300 тысяч человек – не более 5 %;
от 300 тысяч до 1 миллиона человек – не более 10 %;
от 1 до 3 миллионов человек – не более 15 %;
свыше 3 миллионов человек – не более 25 %;
- автомобиля по пересеченной местности, грунтовым, внутрикарьерным или отвальным дорогам – не более 20 %;
- автомобиля в условиях сезонной распутицы, снежных заносов, при сильном снегопаде, гололедице на срок не более одного месяца в году не более 35 %;
- задействованного в обучении управлению механическим транспортным средством не более 20 %.
- механического транспортного средства, оборудованного кондиционером – не более 7 %;
- оснащенного автоматической коробкой передач– не более 6 %
При эксплуатации автомобиля на участках дорог с асфальтобетонным и цементобетонным покрытием за пределами населенного пункта линейная норма расхода топлива понижается не более чем на 15 %
При необходимости применения одновременно нескольких повышений (понижений) линейной нормы расхода топлива нормируемый расход топлива устанавливается с учетом их суммы или разности.
Дополнительный расход топлива устанавливается при:
- эксплуатации автомобиля, выполняющего транспортную работу, учитываемую в тонно-километрах, на каждые 100 ткм: бензина – не более 2,0 л; дизельного топлива – не более 1,3 л
- эксплуатации автомобиля с прицепом линейная норма расхода топлива увеличивается на каждую тонну снаряженной массы прицепа: бензина – не более 2,0 л; дизельного топлива – не более 1,3 л;
При эксплуатации самосвала на каждую ездку с грузом в зависимости от грузоподъемности:
до 10 т – не более 0,25 л бензина, дизельного топлива или СУГ;
от 10 до 20 т – не более 0,5 л дизельного топлива;
свыше 20 т – не более 1,0 л дизельного топлива.
При эксплуатации самосвала работающего в карьере, на каждую ездку с грузом:
до 10 т не более 0,2 л бензина, дизельного топлива или СУГ;
от 10 до 20 т не более 0,3 л дизельного топлива;
свыше 20 т не более 0,4 л дизельного топлива.
На внутригаражные разъезды и технические надобности ежемесячный расход топлива не должен превышать 0,5 % от общего его количества, потребляемого эксплуатируемыми автомобилями.
Нормативный расход топлива одиночного самосвала рассчитывается по формуле:
Qнорм = 0,01 * (H+Vавт) * Lобщ * kср + g * n,
Если самосвал работает с прицепом применяется следующая формула:
Qнорм= 0,01 *(H + ((mп + qап * 0,5) *c) – Vап)* Lобщ + * kср + g * n,
где Н – линейная норма расхода топлива, л/100 км;
Lобщ – общий пробег автомобиля за смену, км;
kср – средний коэффициент корректирования линейной нормы расхода топлива, учитывающий условия эксплуатации;
Vавт – объем топлива, на который повышается (понижается) нормативный расход топлива с учетом фактически выполненной транспортной работы автомобилем-самосвалом, л;
g – дополнительный расход топлива на выполнение операции разгрузки кузова, л;
n – количество ездок с грузом за смену.
Средний коэффициент корректирования линейной нормы расхода топлива рассчитывается по формуле:
kср = (k1 * L1 + k2 * L2…+ kn * Ln) / Lобщ,
где k1, k2, kn – частные значения величины коэффициента корректирования;
L1, L2, Ln – частные значения пробега автомобиля в различных условиях эксплуатации, км.
Объем топлива, на который повышается (понижается) нормативный расход топлива с учетом фактически выполненной транспортной работы рассчитывается по формуле:
Vавт = 0,01 * (Pфакт – P0,5) * c,
где Рфакт – фактически выполненная транспортная работа за смену, ткм;
Р0,5 – транспортная работа, выполняемая автомобилем при коэффициенте динамического использования грузоподъемности равном 0,5;
с – величина изменения расхода топлива на 100 ткм работы, л.
mп – снаряженная масса прицепа;
Pфакт = mгр * S,
где mгр – масса перевезенного груза, т.;
S – расстояние, на которое перевезен груз, км.
Р0,5 = qавт * 0,5 * Lобщ
где qавт – грузоподъемность автомобиля-самосвала, т.
Vап – объем топлива, на который повышается (понижается) нормативный расход топлива с учетом фактически выполненной транспортной работы самосвальным автопоездом, л;
Vап = (0,01 * (Pфакт – P0,5)) * c
Нормы расхода смазочных устанавливаются в зависимости от расхода топлива.
36(2).
Обработка лезвийным инструментом. Обработка лезвийным инструментом используется как для черновой, так и для тонкой обработки и включает точение, фрезерование, сверление, протягивание (прошивание).
Обработка деталей точением производится на токарных станках, основные работы: обтачивание наружных цилиндрических поверхностей; растачивание внутренних поверхностей; обработку торцовых поверхностей; обработку канавок, выточек, фасок; нарезание резьбы.
Сущность тонкого точения заключается в снятии стружки малого по толщине сечения при больших скоростях резания: для чугунных заготовок скорость резания составляет 100—150 м/мин; для стальных — 150—250 м/мин; для цветных сплавов — до 1000 м/мин. Подача устанавливается для предварительного хода — 0,15 мм/об, а для окончательного — 0,01 мм/об. Глубину резания принимают 0,2—0,3 и 0,05—0,01 мм соответственно. Малые по толщине сечения стружки не вызывают больших усилий резания и значительных деформаций технологической системы СПИД, что обеспечивает 6—8-й квалитеты точности (при обработке цветных металлов и сплавов — 5-й, 6-й квалитеты). Шероховатость поверхности у заготовок из чёрных металлов Rа = 2,50—0,63 мкм; цветных металлов —Ra = 0,32—0,16 мкм. Все вращающиеся детали должны быть точно отбалансированы.
Резцы оснащаются твёрдыми сплавами, алмазом, эльбором и другими режущими материалами с высокой износостойкостью. Тонкое точение обеспечивает допуск размеров 5—80 мкм, овальность и конусообразность не более 3 мкм.
Фрезерование применяют для обработки плоскостей цилиндрическими, торцовыми, дисковыми фрезами, а также фрезерования пазов дисковыми и концевыми фрезами. Как правило, это грубый метод обработки, однако с его помощью можно получить и высокое качество поверхности.
Тонкое фрезерование осуществляется преимущественно торцовыми фрезами при обработке плоских поверхностей. Фрезу устанавливают с уклоном 0,0001, чтобы исключить контакт с поверхностью зубьев, не участвующих в резании. При тонком фрезеровании снимается припуск 0,2—0,5 мм, а отклонение от плоскостности на 1 м длины составляет 0,02—0,04 мм. Шероховатость поверхности Ra = 2,5—0,63 мкм.
Основными видами сверлильных работ являются: сверление, рассверливание, зенкерование и развёртывание отверстий; нарезание резьбы и зенкование фасок в отверстиях.
Тонкое развёртывание обеспечивает наиболее высокую точность размера и малую шероховатость, однако не исправляет положения оси обрабатываемого отверстия, поскольку снимает равномерный припуск по всей поверхности. Тонкое развёртывание обеспечивает точность, соответствующую 5—7-му квалитетам, Ra= 1,25—0,63 мкм, и чаще всего выполняется после сверления и зенкерования или чистового растачивания отверстий.
Протягивание, применяется для обработки внутренних и наружных поверхностей многолезвийными инструментами, режущие зубья которых, постепенно увеличиваясь в диаметре, последовательно удаляют слои металла. Последние 4—6 зубьев имеют постоянный диаметр и являются калибрующими. Деталь при обработке неподвижна.
При чистовом протягивании цилиндрических отверстий обеспечивается точность 6—9-го квалитетов (шероховатость поверхности Ra. — 2,50—0,63 мкм), протягивание наружных поверхностей обеспечивает точность 11-го квалитета. Протягивание выполняется на горизонтальных и вертикальных станках, универсальных и специальных полуавтоматах и автоматах.
Прошивание осуществляется специальным инструментом (прошивкой), который проталкивают через обрабатываемое отверстие в заготовке с помощью пресса.
37(1).
Организация складского хозяйства. Определение площади складских помещений. Состав складов и их размещение на территории ПАТ.
Склады предназначены для приема, хранения и отпуска запасных частей, агрегатов, материалов с целью последующего их использования в процессах ТО и ремонта автомобилей. На складах выполняются и другие внутри складские операции - расконсервирование, технический контроль, комплектование.
Склад запасных частей является основным звеном системы. На нем хранят номенклатуру запасных частей. Поступление деталей на склад производится с заводов фирмы (оригинальные запчасти) и с заводов субпоставщиков в соответствии с планом, составленным на основании данных о движении запчастей за предыдущий год и данных об изменении парка автомобилей. Запасные части и материалы хранят на многоярусных стеллажах: скрытое (клеточное) и открытое (полочное) хранение или в шкафах. Склад агрегатов предназначен для хранения отремонтированных агрегатов. Хранение может быть напольным или на подставках. Перемещение агрегатов осуществляется с помощью подвесных кран-балок.Склад смазочных материалов предназначен для хранения моторных, трансмиссионных консистентных смазок. Емкости для хранения масла располагаются обычно в подвальных помещениях или в углублениях (приямках) первого этажа, что обеспечивает слив в складские емкости самотеком чистых масел из транспортной тары и отработанных - с постов смазки. Для каждого сорта смазочного материала предусматривают отдельную емкость. Жидкие масла хранят в цистернах, а консистентные смазки — в металлических бочках или баках с крышками. Отработанные масла хранят на складе (в цистерне) для последующей их регенерации в автохозяйстве или на стороне. Жидкие масла из складских резервуаров подаются на посты смазки к раздаточным устройствам по трубопроводам сжатым воздухом, насосами или комбинированным способом (сжатым воздухом и насосами), а также самотеком. Преимущество следует отдать применению насосных установок. Для этой цели можно использовать ротационно-зубчатые насосы.На складе смазочных материалов должно быть отведено место для хранения керосина, промывочной жидкости (для системы смазки двигателя), тормозной жидкости и антифриза (они хранятся обязательно отдельно от других, так как относятся к группе жидкостей ядовито-токсичных).Монтажный, режущий, контрольно-измерительный инструмент и приспособления хранят в инструментально-раздаточной кладовой. Здесь же осуществляют их мелкий ремонт (например, заточку). Инструменты хранят в многоярусных клеточных стеллажах так, чтобы каждый номенклатурный номер имел свою отдельную ячейку.Кладовая водительского инструмента служит для хранения и выдачи инструмента, закрепленного за автомобилем. Кроме того, здесь проверяют комплектность и техническое состояние инструментов и сдают неисправные в ремонт.Инструменты хранятся в стандартных ящиках или брезентовых сумках на клеточных стеллажах с числом ячеек, соответствующим числу автомобилей в АТП.Шины хранят на специальных складах, желательно в подвальных или полуподвальных помещениях, температура в которых должна поддерживаться в пределах минус 10 ... плюс 20 °С, а относительная влажность 50—60 %.Помещения для хранения шин должны быть защищены от дневного света, для чего в окна вставляют цветные стекла. На складах для хранения резиновых материалов не допускается совместное хранение материалов, отрицательно действующих на резину: керосина, бензина, скипидара, масла. Покрышки хранятся на деревянных или металлических стеллажах в вертикальном положении и располагаются от отопительных приборов на расстоянии не менее 1 м.Склад лакокрасочных материалов предназначен для хранения красок, растворителей, смывок старой краски, грунтовок и др. материалов. Хранение осуществляется на стеллажах в канистрах, банках и т.п. Легковоспламеняющиеся материалы и кислоты (лаки, краски, серная и соляная кислоты) хранят в огнестойком помещении при температуре до 5 °С, изолированном от остальных помещений, бутыли с кислотой располагают отдельно в отгороженном помещении в специальной мягкой таре.В такелажной кладовой хранят и выдают погрузочный инвентарь-такелаж (брезенты, веревки, цепи, ломы, лопаты), а также выполняют его ремонт и просушку, учет и пополнение необходимого комплекта. Для хранения такелажа применяют полочные многоярусные стеллажи, а для сушки его устраивают сушильные отделения с вешалками.Склад утиля принимает от производства негодное имущество и материалы и сдает их соответствующим организациям для вторичного использования.Металлы в прутках хранят на многоярусных стеллажах в горизонтальном положении; тяжеловесные куски металлов с диаметром поперечного сечения более 100 мм - на низких роликовых стендах. Листовые металлы можно хранить как в кипах, так и в вертикальном положении в клетках. Расчет: 1 – по удельной площади на 10 единиц подв. состава

 -
списочное кол-во подв. состава
-
списочное кол-во подв. состава
 -
удельная нормативная площадь склада
данного вида на 10 ед
-
удельная нормативная площадь склада
данного вида на 10 ед
 -
коэффициенты корректирования: типа
подв.сост., числа единиц технолог.
совместимого подв. сост. , среднесут.
пробега, высоты складирования,категории
условий эксплуатации. 2 – по хранимому
запасу определяя ется запас материалов,
зап. частей и т.д, затем по запасу
подбирается оборудование (стеллажи,
бочки и т.д.), определяется его площадь
в плане. площадь склада равна
-
коэффициенты корректирования: типа
подв.сост., числа единиц технолог.
совместимого подв. сост. , среднесут.
пробега, высоты складирования,категории
условий эксплуатации. 2 – по хранимому
запасу определяя ется запас материалов,
зап. частей и т.д, затем по запасу
подбирается оборудование (стеллажи,
бочки и т.д.), определяется его площадь
в плане. площадь склада равна

 -площадь,
занимаемая оборудованием в плане.
-площадь,
занимаемая оборудованием в плане.
Кп- коэффициент расстановки оборудования, для склада 2,5
37(2).
Способы нарезания зубьев цилиндрических зубчатых колес, обеспечение качества и точности
Применяются два метода нарезания зубьев: метод копирования и метод обкатки. Зубонарезание по методу копирования может производиться следующими способами:
нарезание зубьев дисковыми модульными фрезами;
долбление фасонными резцами;
— протягивание фрезопротяжками и кругодиагональны-ми протяжками.
Зубонарезание по методу обкатки производится червячными фрезами и долблением круглыми долбяками. Нарезание зубьев дисковыми модульными фрезами. Сущность процесса заключается в последовательном нарезании впадин между зубьями модульными дисковыми фрезами. Нарезают зубья на универсальных фрезерных и специальных зубофрезерных станках с горизонтальными и вертикальными шпинделями. Дисковые модульные фрезы изготовливают для определенных интервалов чисел зубьев и для каждого модуля. Метод копирования имеет низкую производительность и невысокую точность. Более производительным способом зубонарезания (метод копирования) является контурное долбление многорезцовой головкой, однако точность нарезания зубьев колес многорезцовыми головками невысокая (9 и 10 степени точности). Поэтому данный способ обработки целесообразен в основном для предварительного нарезания зубьев колес. Кроме этого, конструкция головок сложна и требует высокой точности изготовления каждого типоразмера, что ограничивает применение данного способа даже в массовом производстве. Наиболее производительным способом нарезания прямых зубьев цилиндрических колес является протягивание круглодиагональной протяжкой. Производительность процесса кругодиагонального протягивания в 2...3 раза выше чем при нарезании зубьев червячными фрезами.
Фрезопротяжка. Процесс нарезания зубьев фрезопротяжкой совмещает круговое протягивание и фрезерование. Каждый сектор режущего инструмента выполняет определенную функцию при обработке боковых поверхностей зубьев нарезаемого зубчатого колеса. Станки для нарезания колес фрезопротяжкой и круглодиагональной протяжкой могут выполняться с несколькими делительными головками и компоноваться по типу агрегатных станков.
Зубонарезание червячными фрезами производится по методу обкатки, основанному на воспроизведении зацепления зубчатой пары, одной из деталей которой является режущий инструмент, а другой - нарезаемое зубчатое колесо. Метод обкатки обеспечивает высокую точность обработки и производительность вследствие непрерывности процесса резания, поэтому он широко применяется в автомобильной промышленности.
Нарезание зубьев цилиндрических колес зубодолблением. Зубодолбление круглыми долбяками методом обкатки основано на воспроизведении зацепления пары зубчатых колес, одним колесом которой является обрабатываемая заготовка, а другим — режущий инструмент (круглый дол-бяк).
Наиболее распространенными способами чистовой обработки зубчатых колес с твердостью не более 34 НКС (термически необработанных) являются шевингование и холодная прикатка. Чистовая обработка закаленных зубчатых колес с твердостью рабочих поверхностей более 50 НКС производится зубошлифованием и зубохонингованием.
Шевингование. В процессе шевингования инструмент (дисковый шевер) и обрабатываемое зубчатое колесо находятся в зацеплении, представляющем собой винтовую передачу со скрещенными осями. Шевер представляет собой зубчатое колесо, на поверхности зубьев которого имеются мелкие канавки. Обработка зубьев шевингованием позволяет повысить точность обработки и качество обработанной поверхности, а также параметр шероховатости йа с 2,50 до 1,25 мкм.
Холодная прикатка. Процесс осуществляется без снятия стружки металла для окончательной обработки боковых поверхностей зубьев незакаленных зубчатых колес вместо шевингования. Инструмент для холодной прикатки зубьев имеет форму цилиндрического зубчатого колеса 4 или 5 степени точности и изготовляется из сталей марок Р18, Р6М5, Х12Ф1 и других сталей твердостью 59...61 HRC. Зубчатые колеса, обработанные прикаткой» имеют более высокую твердость и износостойкость рабочих поверхностей зубьев.
Шлифование зубьев. Шлифованием достигается высокая точность зубьев закаленных зубчатых колес, так как оно позволяет устранить не только неточности зубонарезания, но я неизбежные деформации при термообработке. Существует два способа шлифования зубьев: метод обката и метод профильного шлифования (копирования).Шлифование зубьев методом обката производится червячным шлифовальным кругом.
Хонингование зубьев. Хонингование применяется для финишной обработки зубьев закаленных прямозубых и косозубых зубчатых колес. Процесс хонингования кинематически подобен шевингованию зубьев. Обрабатываемое зубчатое колесо, находясь в плотном зацеплении с абразивным зубчатым хоном, вращается и совершает возвратно-поступательное перемещение. Хонингование осуществляется двумя способами: радиальным нагружением при плотном беззазорном зацеплении хона и зубчатого колеса и окружным нагружением, когда инструмент и обрабатываемое зубчатое колесо установлены с боковым зазором при постоянном межосевом расстоянии. В автомобилестроении наибольшее распространение получил первый метод.
Закругление торцов зубьев. С целью облегчения зацепления и повышения долговечности переключаемых зубчатых колес производится закругление торцов зубьев, которым придается сфероидальная или остроугольная форма. Закругляются торцы зубьев пальцевой, чашечной торцовой и дисковой фасонной фрезами.
38(1).
Пути и методы экономии топливо энергетических ресурсов.
Автомобильный транспорт потребляет половину светлых нефтепродуктов, в том числе 65% ,бензина и 35% дизельного топлива. На долю топлива в общей себестоимости перевозок приходится 15…20%.Снижение потребления топлива достигается совершенствованием конструкции автомобилей и различными мероприятиями при их эксплуатации.При разработке мероприятий по экономии в эксплуатации следует рассматривать и анализировать все элементы системы водитель – автомобиль – дорога – воздух – топливо – транспортные условия. Эти мероприятия можно разделить на организационные (эксплуатационные) и технические. К организационным относятся способы и средства уменьшения расхода топлива на единицу транспортной работы (повышение грузоподъемности подвижного состава; интенсификация использования прицепов; коэффициентов использования грузоподъемности и пробега; выбор рациональных маршрутов; улучшение диспетчерского руководства; совершенствование методов нормирования, учета и анализа расхода топлива). Технические мероприятия связаны с повышением технической готовности автомобилей, совершенствованием методов контроля их состояния и технического обслуживания, улучшением качества топлива.К технологическим мероприятиям можно отнести: постоянное поддержание хорошего технического состояния подвижного состава и прежде всего систем питания, зажигания и газораспределения двигателей, регулировок ходовой части и шин; оборудование площадок открытого хранения автомобилей в условиях отрицательных температур современными средствами разогрева и подогрева холодных двигателей. Это позволит полностью исключить прогрев двигателей в межсменное время путем их пуска и работы на холостом ходу.Очевидно, что на практике необходимо осуществлять мероприятия, направленные на экономное расходования ГСМ при транспортировке их со складов, при хранении, раздаче и в процессе работы автомобиля.
При хранении жидкого топлива потери возникают от утечки через не плотности соединений, выветривания, испарения через дыхательный клапан и при наполнении резервуаров, т. е. могут быть количественными и качественными.Для уменьшения количественных потерь топлива (расплёскивания, подтекания) перевозка его должна осуществляться в исправной таре. Для уменьшения качественных потерь (испарения) тара должна быть окрашена в светлые цвета, хорошо отражающие солнечные лучи.
Увеличивают качественные потери загрязнения топлива продуктами коррозии, пылью и водой, находящимися в таре. Потери от выветривания через неплотности люков и крышек резервуаров за летний сезон достигают 3-5%. Потери через дыхательный клапан — до 1% за год. При раздаче топлива потери возникают в результате разливания, расплёскивания и неправильного замера отпускаемого топлива. Для обеспечения экономии топлива при его транспортировке, хранении и раздаче необходимо соблюдать все существующие правила.Непременными условиями экономичного расходования топлива являются рациональная система нормирования и учёта, заинтересованность персонала в экономии горюче-смазочных материалов. Расход топлива для автомобилей устанавливается по результатам опытной эксплуатации большого числа автомобилей в различных дорожных и климатических условиях. Он обусловлен рядом факторов, которые могут быть объединены в три группы:- в зависимости от конструкции автомобиля - масса автомобиля, мощность двигателя, тип трансмиссии, передаточное число, радиус колеса, дополнительное оборудование, наличие системы отработавших газов, аэродинамические потери и потери на качение;- в зависимости от условий движения — средняя техническая скорость, состояние дорожной поверхности, величина уклонов и кривизна поворотов, количество переключений передач и остановок на единицу пути;- в зависимости от эксплуатационных характеристик- степень загруженности автомобиля, цель поездки и длина маршрута.
38(2).
Шероховатость поверхности, методы её оценки и оценочные параметры.
В соответствии с ГОСТ 25142—82 шероховатость поверхности деталей оценивается следующими параметрами: средним арифметическим отклонением профиля Ra; высотой неровностей профиля Rz,наибольшей высотой неровностей профиля Rmax; средним шагом неровностей Sm; средним шагом местных выступов S; опорной длиной профиля lp, относительной опорной длиной профиля tp.
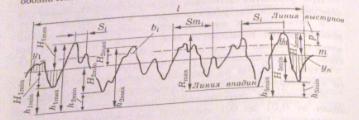
Среднее арифметическое отклонение профиля Ra определяется как среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины l. Параметр Ra изменяется от 100 до 0,008 мкм. Всего 42 значения.
Высота неровностей профиля Rz — среднее расстояние между находящимися в пределах базовой длины пятью наибольшими выступами профиля (Нiтaх) и пятью наибольшиими впадинами (Нimin) профиля. Параметр Rz находится в пределах от 1600 до 0,025 мкм. Всего 49 значений.
Наибольшая высота неровностей профиля Rmax — расстояние между линией выступов и линией впадин профиля в пределах базовой длины.
Средний шаг неровностей Sm — среднее арифметическое значение шага неровностей профиля Smi в пределах базовой длины/
Средний шаг местных выступов профиля S — среднее арифметическое шага неровностей профиля по вершинам Si в пределах базовой длины.
Опорная длина профиля lp — сумма длин отрезков, отсекаемых на заданном уровне р в материале профиля линией, эквидистантной средней линии, в пределах базовой длины.
Относительная опорная длина профиля tp - отношение опорной длины профиля к базовой длине.
Шероховатость поверхности можно оценивать качественно и количественно. Качественная оценка производится двумя методами: субъективным сравнением с образцами и объективной оценкой при помощи приборов.
Метод субъективной оценки шероховатости основан на сопоставлении обработанной поверхности с образцами визуально (1...6 классы), с помощью лупы или сравнительного микроскопа МС-49 (7... 13 классы).
Объективная качественная оценка шероховатости поверхности может производиться рефлектометрами или пневматическими приборами. Принцип работы пневматических приборов основан на измерении расхода воздуха, проходящего через калиброванное отверстие наконечника, который прижимается к исследуемой поверхности. Изменение расхода воздуха отмечается по шкале манометра прибора. Количественная оценка шероховатости поверхности заключается в измерении высоты микронеровностей и производится при помощи контактных (электрических) и бесконтактных (оптических) приборов.
Контактные электрические приборы подразделяются на профилометры и профилографы. Профилометры являются электродинамическими приборами и предназначены для определения численных значений высоты микронеровностей. Профилометры применяются для оценки шероховатости с высотой микронеровностей 0,03...12 мкм.
Профилографы предназначены для изображения микропрофиля поверхности. Для количественной оценки шероховатости бесконтактным способом применяется двойной микроскоп МИС-11 конструкции В. П. Линника. Для оценки шероховатости поверхности более высокого качества с параметром Rа = 0Д6...0,01 мкм используют интерференционные микроскопы.
39(1).