


. 1. Назовите
главные и переходные виды резания
древесины?Резание
–это технологический процесс разрушения
связей между частицами обрабатываемого
мат-ла по заданной пов-ти с цклью получения
изделия требуемых размеров формы и
шероховатости. Главные резание (А) Вдоль
волокон,(происходит при движении резца
в плоскости волокон вдоль их длины.)
поперек (R)
(происходит при движении резца в
плоскости волокон перпендикулярно их
длине) и в торец. (Резец движется в
плоскости перпендикулярно. направлению
волокон и перерезает их) переходные
продольно-торцевое продольно-поперечное
и торцово -поперечное. При которых
плоскость резания занимает промежуточное
положение при двух главных видах .Дать
их схемы.
1-2
торцевая плоскость 3-4 радиальная
плоскость 5-6 тангенсальная
плоскость.Характеристикойположения
плоскости яв-ся угол встречи лезвия с
волокнами угол встречи между вектором
абсолютной скорости резания и направлением
волокна в контуре заготовкиКаковоназначение
фуговальных станков?Для
обработки одной или двух смежных
поверхностей деталипласти, кромки.
Одно и двух сторонние. С ручной и
механической подачей.
Дать
функциональную схему.Задний
стол, ножевая головка, роликовый
автоподатчик, ножевой вал, передний
стол, направляющая линейка, механизмы
для настройки.
Наладка станков.1установка
ножей в ножевом валу. Парные ножи должны
быть сбалансированы, уравновешены и
заточены ножи устанавливаются так чтобы
лезвие выступало над кромкой стружколомателя
на 1-2 мм а из вала на 2 мм, 2. Установка
заднего ствола станка так что бы его
рабочая пов-ть была расположена по
касательной к окружности резания или
0,02-0,03 мм. 3 Установка направляющей линейки
на расстоянии несколько большем ширины
обрабатываемого мат-ла от левого конца
ножевого вала 4. Регулирование механизма
подачи. Подающие вальцы ниже на 2-3 мм
пов-ти заготовки. 5. Выбор величины
скорости подачи в зависимости от ширины
обрабатываемой пов-ти и толщены снимаемого
слоя. 6. Проверка на холостом ходу.
1. Назовите
главные и переходные виды резания
древесины?Резание
–это технологический процесс разрушения
связей между частицами обрабатываемого
мат-ла по заданной пов-ти с цклью получения
изделия требуемых размеров формы и
шероховатости. Главные резание (А) Вдоль
волокон,(происходит при движении резца
в плоскости волокон вдоль их длины.)
поперек (R)
(происходит при движении резца в
плоскости волокон перпендикулярно их
длине) и в торец. (Резец движется в
плоскости перпендикулярно. направлению
волокон и перерезает их) переходные
продольно-торцевое продольно-поперечное
и торцово -поперечное. При которых
плоскость резания занимает промежуточное
положение при двух главных видах .Дать
их схемы.
1-2
торцевая плоскость 3-4 радиальная
плоскость 5-6 тангенсальная
плоскость.Характеристикойположения
плоскости яв-ся угол встречи лезвия с
волокнами угол встречи между вектором
абсолютной скорости резания и направлением
волокна в контуре заготовкиКаковоназначение
фуговальных станков?Для
обработки одной или двух смежных
поверхностей деталипласти, кромки.
Одно и двух сторонние. С ручной и
механической подачей.
Дать
функциональную схему.Задний
стол, ножевая головка, роликовый
автоподатчик, ножевой вал, передний
стол, направляющая линейка, механизмы
для настройки.
Наладка станков.1установка
ножей в ножевом валу. Парные ножи должны
быть сбалансированы, уравновешены и
заточены ножи устанавливаются так чтобы
лезвие выступало над кромкой стружколомателя
на 1-2 мм а из вала на 2 мм, 2. Установка
заднего ствола станка так что бы его
рабочая пов-ть была расположена по
касательной к окружности резания или
0,02-0,03 мм. 3 Установка направляющей линейки
на расстоянии несколько большем ширины
обрабатываемого мат-ла от левого конца
ножевого вала 4. Регулирование механизма
подачи. Подающие вальцы ниже на 2-3 мм
пов-ти заготовки. 5. Выбор величины
скорости подачи в зависимости от ширины
обрабатываемой пов-ти и толщены снимаемого
слоя. 6. Проверка на холостом ходу.
2.Каково влияние свойств древесины и древесных материалов на их обрабатываемость?Физические свойства; существенное влияние плотность, влажность, температура (прочность при нагревании уменьшается), механические св-ва прочность и твердость. При увеличении влажности до предела гигроскопичности снижаются показатели механической прочности и следовательно уменьшается сила резания. Прочность древесины особенно влажной при нагревании уменьшается это вызывает уменьшении силы резания
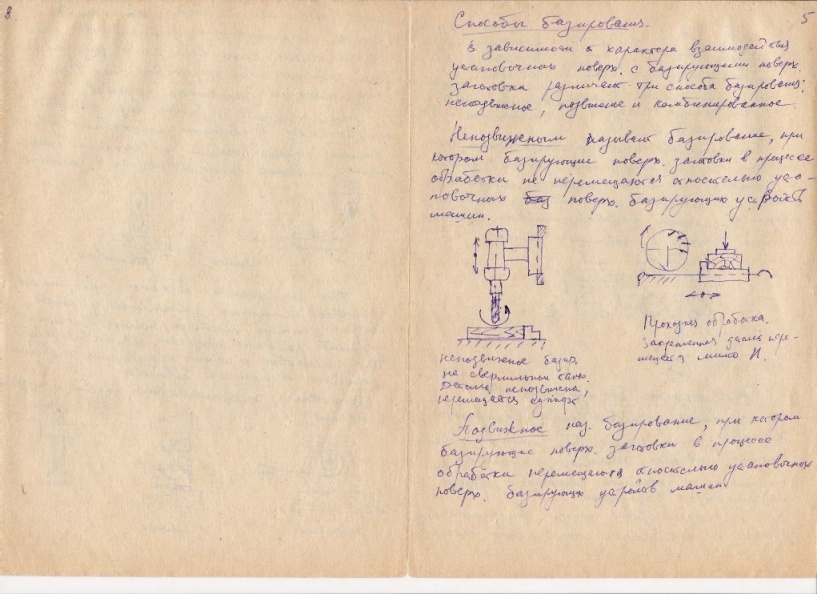
Что такое машина (станок)рабочая машина представляет собой сочетание механизмов. Осуществляющих необходимые движения для выполнения определенной работы, С ее помощью изменяется форма размеры, свойствами состояние обрабатываемых объектов.Дляосуществления движений в рабочих машинах существует три вида механизмов. 1 двигательный эл, гидро, пневмо, снабжает двигательной энергией машину. 2 передаточный мех. Служит для передачи от двигат. к исполнительному с помощью мех.гидровл. пневмот. передач. 3.исполнительный механизм осуществляет перемещение тех элементов машины которые выполняют основные и вспомогательные движения необходимые для выполнения рабочего процессаи из каких основныхмеханизмов и узлов она состоит?Самостоятельные элементы станина, устройства безопасности, опорные элементы, Функциональные механизмы и сборочные единицы, механизм резания, подачи, базирования, вспомогательных движений, двигательные, регулирующие. Назовите их назначение.
3. Для данного изделия (детали) выбрать оборудование и инструмент. Для одного изстанков (по выбору) дать и описать технологическую схему станка, назначение, основныеузлы и наладку. Дать конструкцию инструмента, схему его работы. Описать влияние конструктивных и геометрических параметров на процесс резания.
4. Каковы основные виды неровностей обработки и причины ихвозникновения?Волнистость – периодически повторяющиеся выступы и впадины контуры которых хар-ся высотой и глубиной, при пилении кинематические неровности Причиной возникновения вибрационных неровностей являются колебания заготовки и инструмента. А так же причины коробление материала и неточность оборудования. Риски это следы оставленные на пов-ти древесины режущим инструментом, расположенные параллельно вектору скорости главного движения. Сколы бывают на границы годичного слоя др-ны в местах выхода режущего ин-та из контакта с обрабатываемой деталью. Ворсистость – наличие на пов-тиобр-ки не полностью отделённых волокон др-ны. Мшистость частично расположенные пучки не полностью отделенных волокон и мелких частиц др-ны. Бахрома- лента пучков не полностью отделенных волокон др-ны на ребрах сортиментов. Причины не острый инструмент выкрашевание частиц на ножах, неправильная заточка, попадание стружки на обрабатываемую пов-тьпокоробленость заготовки, свеливатость, не соответствия размераКакклассифицируется деревообрабатывающее оборудование?1) По назначению 1. Универсальные (широкого назначения) 2. Специализированные (одноцнлевые) 3 специальные (пр-во спичек, карандашей, лыж) По характеру функционирования –цикловые. – проходные. По способу обработки: Лесопильные,(круглопильные, ленточнопильные, многопильные), строгальные (фуговальные, рейсмусовые, фрезерные), шипорезные, сверлильные, шлифовальные, токарные, долбежные.
5. Какие факторы, и каким образом влияют на силы резания?а)Зависимость удельной работы от Породы и влажности древесины, При увеличении влажности до предела гигроскопичности снижаются показатели механической прочности и следовательно уменьшается сила резания. Прочность древесины особенно влажной при нагревании уменьшается это вызывает уменьшении силы резания, б) толщина снимаемого слоя , в)направление резания,г)Величина угла резания,наиболее заметно проявляется при продольном и продольно- торцевом резанье, величина угла влияет на силу резанья по передней пов-ти лезвия . а следовательно и на общую силу резания.д)Влияние заднего угла сильно проявляется при угол а больше 5-10 град. Когда заметно увеличивается площадь контакта задней пов-ти лезвия с заготовкой. е)скорость резания Увеличение скорости резания означает увеличение силы резания,ж)степень затуплениярезца Влияние остроты лезвия сила увеличивается по мере затупления ин-та,число действующих резцов. Весьма имеют значение, удельная работа при изменении факторов на увеличение почти во всех случаях возрастает. Увеличиваются затраты. Дать схему действия сил резания на режущую кромку инструмента.Внедрение режущего элемента в древесину сопровождается их силовым воздействием Силовое воздействие проявляется в виде распределений нагрузки по поверхности лезвия состоящих из сил нормального давления и касательных сил трения.

Какие бывают двигательные механизмы? Их краткая характеристика и применение.двигательные механизмы в виде эл, гидро, пневмо, или другово привода снабжает двигательной энергией рабочую машину. Электродвигатели нерегулируемая подача. Регулируемая подача ( со ступенчатым, бесступенчатым регулированием) Гидродвигатели могут быть низкомоментными (быстроходные) и быстромаментными (тихоходными) Пневмоприводы поршневые и диафрагменные, применение рабочие валы, шпиндели , механизмы главного движения.
6. Каковы основные причины износа и затупления режущего инструмента?от частоты его заточки, прочности инструмента, усталостной прочности, (способность сопротивлятся циклически изменяющимся нагрузкам) пластичности, разводки зубьев на пилах, твердости,(стойкость металла к истеранию) теплостойкости, стойкости против корозии. Какие механизмы резания применяются в деревообрабатывающих станках?Агрегаты станка обеспечивающие главное движение называют механизмом резания. Механизмы резания бывают ножевой вал шпиндель пильный вал, на них крепится режущий инструмент.
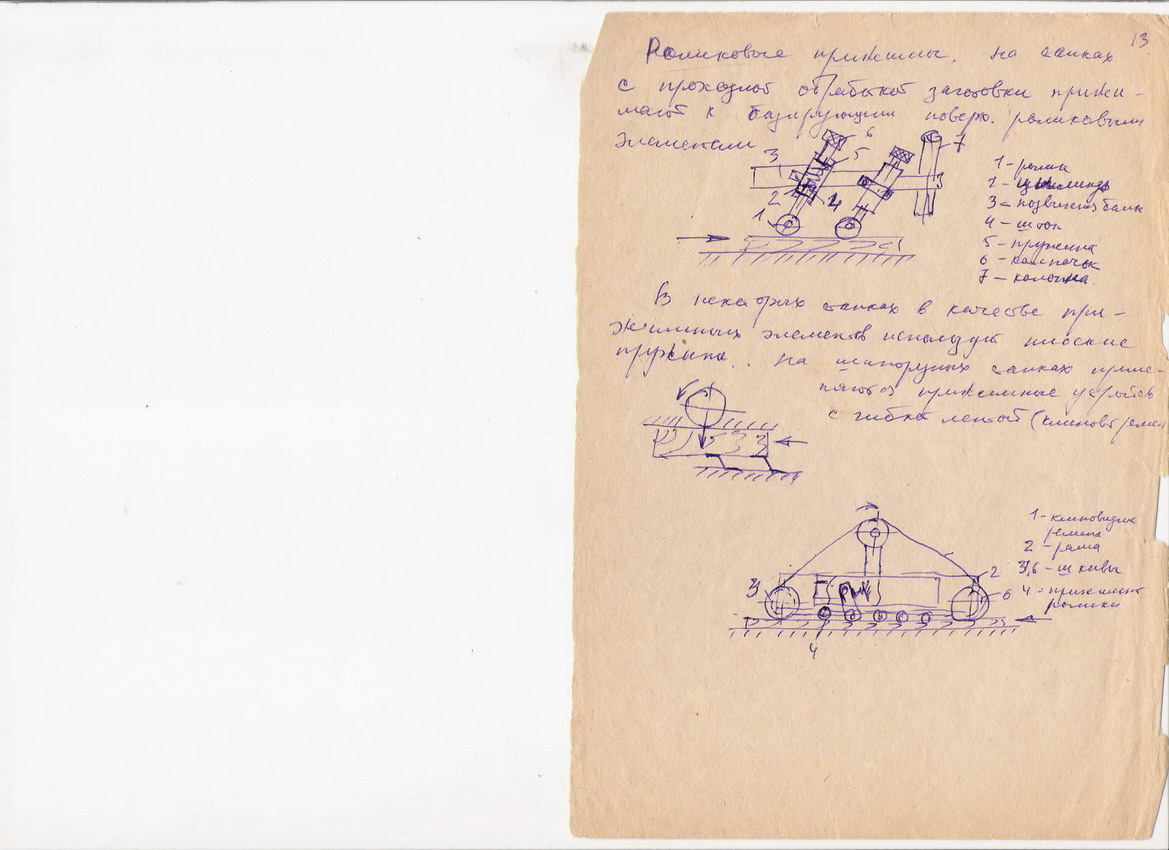
7. Перечислить основные операции подготовки дереворежущего инструмента а) Подготовка рамных пил: выявление и правка дефектов формы полотна контроль напряженного состояния полотна, вальцевание контроль плоскости б) Подготовка ленточных пил соединение концов ленты сваркой или пайкой, правка дефектов формы, вальцевание, контроль напряженного состояния. в) подготовка круглых пилоценка плоскостности и напряженного состояния полотна, правка полотна, проковка, и вальцевания диска пилы. г) подготовка плоских ножей.,Балансирование, уравновешивание, заточка, установка в станок.Какие вы знаетемеханизмы подачи?Механизмом подачи называется устройство машин осуществляющие движение подачи т.е движение необходимое для повторения главного движения. Делятся на две группы с жесткой и фрикционной связью. А) с жесткой связью связь между подающими органами и объектом перемещения обеспечивает строго определенное (без проскальзывания) перемещения этого объекта.( ролик с шипами лента с упорами, барабанные, шаговые.) б) в механизмах с фрикционной связью органы подачи вращающиеся вальцы или конвейер перемещают заготовку за счет сил сцепления пове-ти и органов подачи
8. Какие требования предъявляют к материалам для изготовления дереворежущих инструментов? 1. Прочность обеспечивающие срезание толстых слоев дре-ны, 2. Усталостная прочность характеризует способность сопротивляется циклическим нагрузкам, 3 Пластичность позволяет проводить операции по подготовки инструмента. 4. Твердость определяющая стойкость металла к стиранию 5. Теплостойкость сохраняющая механическиесв-ва при больших скоростях. 6 Устойчивость к коррозии возможность резания сырой др-ны. Режущий инструмент выполняются из легирующий стали.Какие имеются загрузочно-разгрузочные устройства? Дать их краткое описание и схему работы.Разделяются на две группы с накопителями и без них. С накопителями представляют собой с емкостями для размещения заготовок. По способу размещения На бункерные (не ориентированное расположение) штабельные (ориентированное рядами в видештабеля) и накопительные (размещение заготовок в ряд) Без накопителей предназначены только длязагрузки илиукладки заготовок. Все устройства Могут быть встроенные в станок не зависимыми (автономные) навесными между двумя станками.
9. Какие инструментальные материалы применяют для изготовления дереворежущегоинструмента? А)Инструментальные стали:1. Легированные (9ХФ, 9Х5ВФ, Х6ВФ)2. Углеродистые(У8А, У9А). 3.быстрорежущие (Р6М3, Р9). В)Твердые сплавы 1. Литые(В3КР на кобальтовой основе)) 2.сормайты(№1,№2 на железистой основе)
9.2.Какие
зажимные устройства применяются на
деревообрабатывающих станках?Прижимными
устройствами (прижимами) называются
устройства силового замыкания со
скользящим контактом с заготовкой.(используются
при проходной обработки роликовые,
пружинные, гибкой ленты. Зажимными
(зажимами) – с неподвижным контактом.
Зажимные устройства делятся на четыре
группы винтовые, пневматические(
гидравлические), эксцентриковые, и
пружинные. , Дать
их краткое
описание и схему работы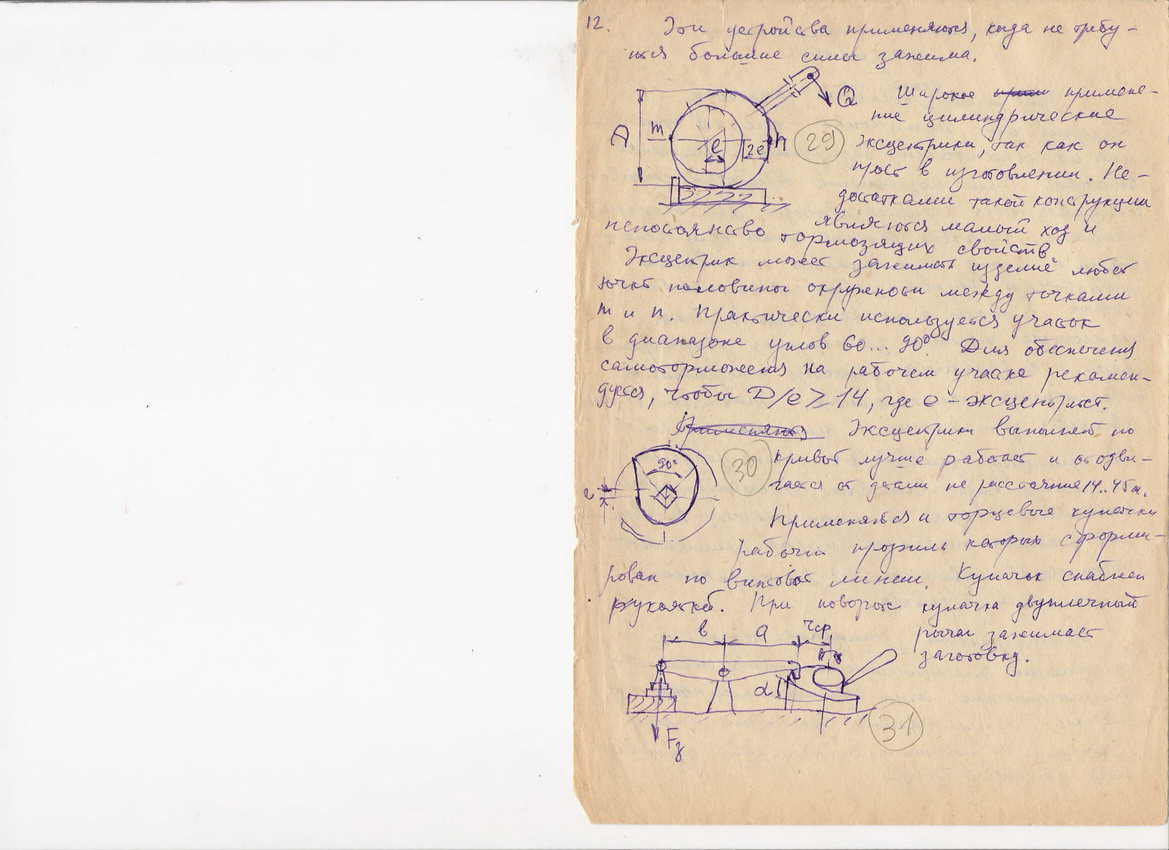
.
10. Какие инструментальные материалы применяют для изготовления дереворежущих инструментов? ? А)Инструментальные стали:1. Легированные (9ХФ, 9Х5ВФ, Х6ВФ)2. Углеродистые(У8А, У9А). 3.быстрорежущие (Р6М3, Р9). В)Твердые сплавы 1. Литые(В3КР на кобальтовой основе)) 2.сормайты(№1,№2 на железистой основе)
10.2. Какие станки применяются для продольной распиловки древесины? Их наладка. Дать функциональную схему.
Для продольной распиловки применяют круглопильные станки с роликовой подачей и станки с конвеерной подачей(однопильные прирезные и многопил с 5 или 10 пилами с верхним и нижнем расположением пил) НАЛАДКА 1. Выбор типа пил в зависимости от резания,тех операции,материалов. 2. Установка и крепление пилы на пильном валу, зубья при вращении должны быть напрвлены против подачи распиливаемого материала. 3. Установка расклинивающего ножа за пилой 4. Установка направляющей линейки. 5. Выбор диаметра пилы.6.пилы в многопильных станках должны быть одинакого диаметра,толщины и развода зубьев. 7. На универсальном станке устанавл верх ограждение пил 8. Установка скорости подачи 9. Пробная обработка заготовки
 INCLUDEPICTURE
"F:\\media\\image1.jpeg" \* MERGEFORMATINET
INCLUDEPICTURE
"F:\\media\\image1.jpeg" \* MERGEFORMATINET

11. Перечислите виды абразивных инструментов и назовите область их применения при деревообработке.Абразивные инструменты подразделяются по абразивному материалу. Зернистости, связке, твердости, структуре форме и размерам. По абразивному материалу различают шлифовальные круги и бруски электрокорундовые карбидокреемневые .эльборовые и алмазные, Абразивный инструмент-это абразивная паста, шлифовальная шкурка, диск, цикля. шлифовальная лента имеющая бумажную либо тканевую основу с прикреплённым к ней абразивным элементом используются минералы высокой твердости. Величину абразивной детали обозначают номером, шлиф зерно 2000 -160 мкм. Шлиф крошки 125-40 мкм микропорошки 60-14 мкм, тонкие микропорошки 10-3 мкм. Делятся на три класса А,Б,В зависит от качества материала и водостойкости.Область применения : для доводке твердосплавных инструментов используют порошки и пасты из карбидабора. Шлифовальные круги: 1.плоские прямого профеля – круглое наружное шлифование фрез,фрезерных головок,сверл, поднутрение круглых пил, шлифование ножей и пил. 2. Плоские с выточкой- чистовая заточка и доводка фасок.ножей боковых пов-ей зубьев пил. 3. Чашки конические – тоже. 4. Тарелки - тоже, сверл, передних граней. Для доводки и правки деревлрежущ инструментов применяються шлифовальные бруски плоские квадратн и трехгранные.
11.2В чем состоит особенность ленточнопильных станков? Их наладка. Дать функциональную схему.предначн для прямолин и криволин пиленияленточнопильные станки (горизонтальные вертикальные, столярные) режущий инструмент натянутая на шкивы бесконечная пильная лента, одно и многоленточные, узко и широколенточные. Наладка ленточно пильных станков 1. Выбор пильной ленты в зависимости от типа станка и технологической операции.проверка спайки в месте стыка, развода (плющение), заточка.2 установка пильной ленты, верхний шкив натяжной, зубья пилы должны выступать за край шкива на 3-5 мм. 3 верхние направляющие устройство должно быть выше на 10-15 мм от верха заготовки, 4 Установка всех заградительных устройств,5 Регулирование тормоза остановки механизмов резания (4-6 сек.), 6 устанавливают скорость подачи.
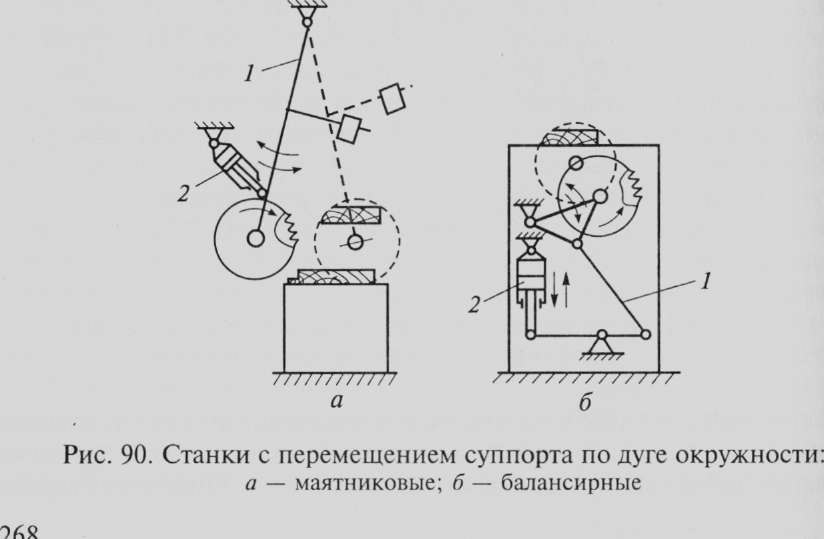
12.Какие станки применяются для поперечной распиловки дре-ны их наладка дать функциональную схемуЛенточнопильные (столярные), круглопильные для торцевания досок и брусков на чистовые и черновые заготовки определенной длинны, или удаления из них дефектных мест. Торцовочные станки можно разделить на два основных типа с подвижным(подача суппорта на неподвижную заготовку) и неподвижным суппортом.(для точного торцевания. Наладка а) выбор пилы.с соответствующими угловыми параметрами зубьев. (отрицательный задний угол 25 гр., диаметр пилы в зависимости от типа станка размеров материала, установка пилы такая же как и для продольного распила движение зубьев сверху вниз обеспечивает прижим) б) установка в нужном положении упоров, ограничивающих ход пильного суппорта. Суппорт устанавливается на высоте так зубья пилы ниже поверхности стола на 5-6 мм в) при наличии упоров установка их на требуемый размер в соответствии с длинной выпиливаемой заготовки г) регулирование скорости подачи на станках с гидравлическим приводом по числу двойных ходов.
12.2Каково назначение рейсмусовых станков? Дать функциональную схему. Их наладка.
На рейсмусовых станках производится плоскостное фрезерование одной или двух противоположных сторон заготовки в целях обработки ее в размер. Различают одно и двух сторонние станки. Наладка; а) Подготовка и установка ножей в ножевом валу(заточка, балансировка, и уравновешивание)лезвие параллельно столу выходило на 1-2 мм) б) установка верхних подающих вальцов и прижимов относительно касательной к окружности резания в нижней точки ножевого вала по контрольному бруску. Ниже уровня устанавливают передней подающий валец на 2 мм передний прижим на 1 мм задний прижим на 0.5 мм задний подающий на 1.5 мм.величину давления регулируют в прессе пробной подачей. в) установка нижних опорных вальцов, выше рабочий поверхности стола на 0,1-0,3 мм от породы. г) установка стола вразмер обрабатываемой детали снизу вверх во избежание ошибок от наличия зазоров в механизме подъема стола. д) Установка требуемой скорости е) установка ограждения и приемника стружки.

13.Изобразите
схему пиления круглой пилой. Изобразите
круглую пилу с указаниемконструктивных
и геометрических параметров.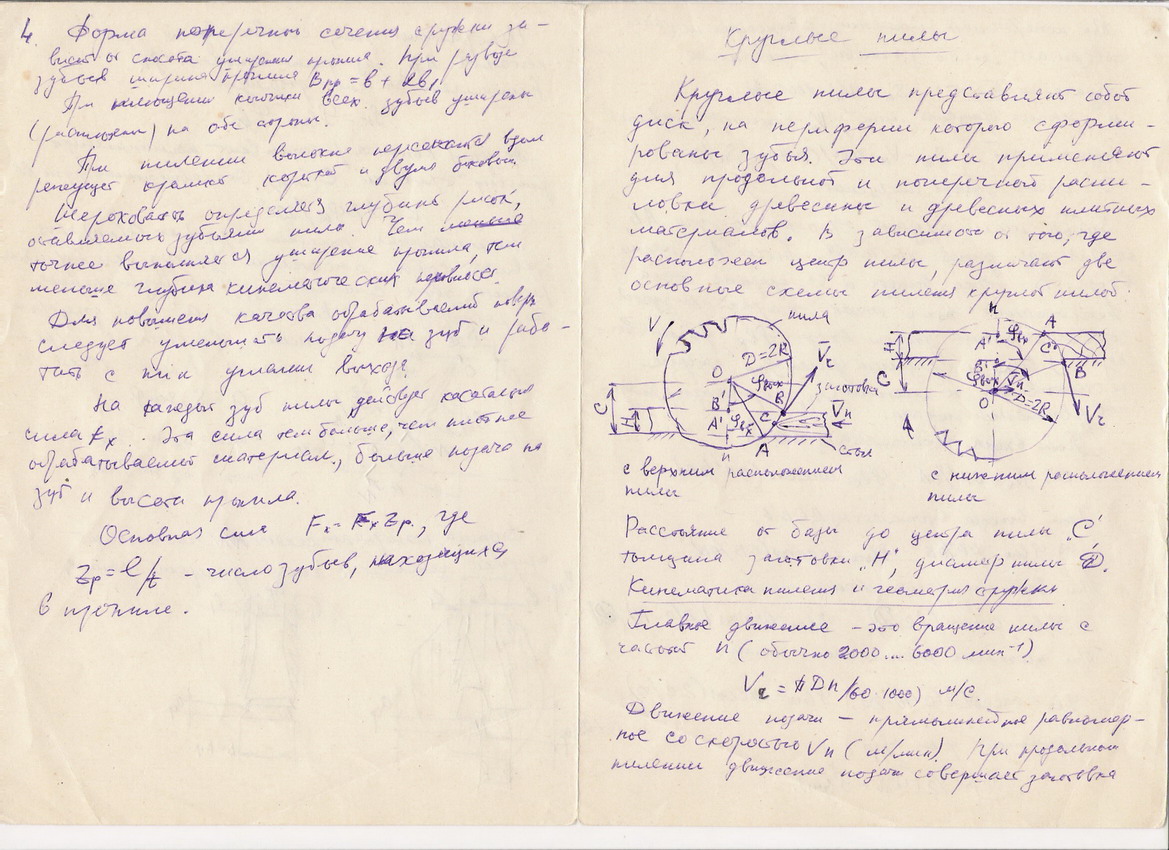
13.2.
Каковы конструктивные особенности
шлифовальных станков?Шлифовальныестанки
по конструкции можно разделить на три
типа ленточного шлифования
(широколенточныеузколенточные),
цилиндрического и дисковогоДать
функциональные схемы станков.
а )
с неподвижным столом, б) с прижимом в)
со свободной лентой г) дисковый д)
цилиндровая е) с профильным контактным
прижимом ж) щеточной головкой
Наладка.Ленточных
а) Выбирают и устанавливают шлиф. Ленты,
нельзя использовать надорванные не
правильно склеенные б) регулируют
амплитуду смещения ленты в станках с
осциллирующим движением ленты путем
переустановки датчиков автоматической
системы осцилляции. г) Устанавливаютстол
по высоте. Зазор между лентой и пов-тью
20-30 мм д) устанавливают боковые и торцевые
упоры на столе станка по размерам
обрабатываемой детали. е) устанавливают
ход стола равный ширине детали ж) скорость
перемещения стола и усилие прижима
ленты выбирают от зернистости шкурки.
з) проверка станка на холостом ходу.
)
с неподвижным столом, б) с прижимом в)
со свободной лентой г) дисковый д)
цилиндровая е) с профильным контактным
прижимом ж) щеточной головкой
Наладка.Ленточных
а) Выбирают и устанавливают шлиф. Ленты,
нельзя использовать надорванные не
правильно склеенные б) регулируют
амплитуду смещения ленты в станках с
осциллирующим движением ленты путем
переустановки датчиков автоматической
системы осцилляции. г) Устанавливаютстол
по высоте. Зазор между лентой и пов-тью
20-30 мм д) устанавливают боковые и торцевые
упоры на столе станка по размерам
обрабатываемой детали. е) устанавливают
ход стола равный ширине детали ж) скорость
перемещения стола и усилие прижима
ленты выбирают от зернистости шкурки.
з) проверка станка на холостом ходу.
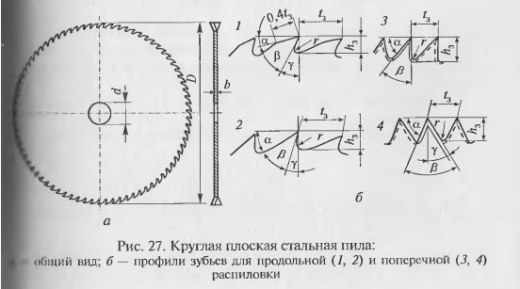
14.Назовите виды круглых пил и укажите рациональную область их применения.
Пилы круглыедляраспиловки древесины
Пилы(ГОСТ980-80)применяютсяна лесопильном,деревообраба-тывающем, лесозаготовительном производствах дляпродольнойипопе- речной распиловкибревенипиломатериалов(брусьев, брусков,досок,гор- былей,реек идр.),нашипорезных и другихстанках.
Пилы круглыестрогальные
Пилы(ГОСТ 18479-73)предназначеныдляраспиловкисухойдреве-сины(влажностьнеболее20%)привысокихтребованияхк шероховатости обработанных поверхностей. Пилы типа 1 применяютсядля продольной распиловки,типа2-дляпоперечнойраспиловки.
Пилы круглыеконические
Пилы(ТУ14-1-1809-76)двухтипов-право-илевоко-нические.
Пилы предназначеныдля выпиливаниятонкихдощечекпри про- дольной распиловкепиломатериалов,атакжеребровойраспиловке горбы- лейидосок ширинойдо160мм,толщинойдо19ммнаребровыхстанках. Ширинапропиларавна1,7...2,5 мм
Пилы дисковыес твердосплавнымипластинами
ПилыпоГОСТ9769-79выпускаютсядвухтипов: тип 1-сразносто-роннимиугламинаклонапереднихи заднихповерхностейзубьеви тип 2– безугловнаклонапереднихи заднихповерхностей зубьев.
Пилытипа1 предназначеныдляраспиловкиклееной древесины, фанеры,облицованныхщитов,столярныхплит,цельной древесинытвер- дыхпород поперекволокон,длячистовой форматной распиловки облицо- ванных древесностружечныхплит.
Пилытипа2предназначеныдлячерновой распиловкиоблицованных инеоблицованныхдревесностружечныхплитицельнойдревесинытвер-
дыхпород вдольволокон.
14.2. Каково назначение и принцип работы шипорезных станков. Их наладка.
Шипорезные станки предназначены для формирования шипов и проушин на концах деталей, которые используются при сборке из них рамочных конструкций и склеивании по длине. По виду шипов делятся на три типа:дл формирования рамных, ящичных и зубчатых шипов. Бывают одно и двух сторонние. Число шпинделей на двухсторонних станках в два раза больше чем на односторонних. При формировании рамного шипа выполняется ряд оппераций:торцовка дисковой пилой ,формирование ячеек и плечиков,вырезка проушин.
Ящечные и Зубчатые клиновые шипы вырабатываются на одной (односторонний)или одновременно на двух ( двухсторонний) сторонах заготовки В качестве режущего инструмента используются фрезы.
Наладка для рамных односторонних шипорезных для шипов.1 проверяют и устанавливают реж инструмент 2 Устанавливают упорную линейку на каретке станка перпендикулярно направлению перемещения. 3Для предотвращения сколов на выходе фрезы линейке устанавливают подпорный брусок из твердой древесины.4 устанавливают рабочее шпиндель с режущим инструментом по эталону.5 прижимные элементы устанавливают так что бы их раб поверхности были ниже на 2-3мил ниж верх поверхности заготовги.6конечным выключателем регулируют ход коретки.7 уста наливают скорость подачи. 8 Проверка на холостом ходу.
Наладка односторонних шипорезных станков для ящичных шипов.
1.Устанавливают реж инструмент( комплект насадных фрез). 2 Устанавливают направляющую линейку перпендикулярно оси шпинделя так чтобы у кромки детали формировался шип.3Устанавливают гидравлические прижимы на высоте обеспечивающую норм загрузку и сьем обрабатываемых деталей. 4 Скорость перемещения стола выставляют в зависимости от размера и сорта материала.5Проверка на холостом ходу.
15. В чем принципиальные отличия профилей зубьев пил для продольного и поперечного пиления древесины. Требования к пилам.
1.
кол-во зубьев и их профиль должны соотв
виду распиловки 2. Диск пилы должен иметь
плоскую форму. Отклонение от плоскостности
на каждой стороне диска должно быть не
более о,1 мм. 3. Требуемые угловые параметры
зубьев и острата режущих кромок должны
быть обеспечены заточкой. Заточенная
пила не должна иметь блеска на углах,
образованных пересечением передней и
задней поверх зубьев. 4. Режущие зубья
д.б. без заусенцев, надломов и заворотов.
5. Вершины зубьев должы располагаться
на одной окружности с отклонением не
более 0,15мм 6. После заточки зубья стальных
пил разводят. При этом отгибают кончики
соседних зубьев в разные стороны на
одну треть их высоты
15.2. Назначение и классификация станков для обработки отверстий. Дать функциональную схему станка.
Станки бывают: сверлильные, сверлильно-фрезерные, долбежные.все они предназначены для получения глухих и сквозных отверстийи их обработки.Классифицируются на одно и многошпиндельные , горизонтальные и вертикальные,
16.Подготовка пил к работе.Подготовка рамных пил: выявление и правка дефектов формы полотна контроль напряженного состояния полотна, вальцевание контроль плоскости б) Подготовка ленточных пил соединение концов ленты сваркой или пайкой, правка дефектов формы, вальцевание, контроль напряженного состояния. в) подготовка круглых пил оценка плоскостности и напряженного состояния полотна, правка полотна, проковка, и вальцевания диска пилы.
16.2.Объясните, в чем отличие друг от друга структурной, технологической и кинематической схем.технологическаясхема показывает взаимодействие обрабатываемой заготовки с инструментом, базирующими , подающими с противовыбрасователями, стружкоприемниками. Схема вскрывает технологическую сущность рабочих процессов но не содержит данных поясняющих каким образом достигается необходимое для движения элементом машины. Кинематической называют схему, изображающий способность передачи движения от двигательного механизма к исполнительному. В ней прослеживаются кинематические связи и расчитываются скорости частота вращения перемещения и т.д. Структурная дает общее представение о структуре узлов машин, кот изображ-ся простейшими геометрич фигурами