

Базирование. Допуски на размеры. Допуски формы и расположения, шероховатость поверхностей червячного колеса
Технология изготовления червячных колес определяется способом соединения венца с центром колеса.
1-ый способ. Если венец надевают на центр колеса при помощи посадки с натягом, но без нагревания венца (или охлаждения центра), т.е. без использования температурной сборки, то технология сборки следующая:
штампованную или кованую заготовку подвергают механической обработке по торцам;
растачивают посадочный цилиндр ступицы (поле допуска H7) и механически обрабатывают наружную поверхность цилиндра, сопряженного с венцом (поля допусков в зависимости от плотности посадки: n6 или р6);
заготовку устанавливают на калиброванный вал и с помощью пресса надевают венец на центр колеса (до упора в бортик центра колеса, если он есть);
механически обрабатывают торцы и наружную поверхность венца колеса (по диаметру выступов da2 – поле допуска h8);
обработанную таким образом заготовку надевают на оправку и нарезают зубья.
2-ой способ. Если же используют температурную сборку червячного колеса (центробежное литье или значительные натяги), то сначала надевают венец на центр колеса, а затем осуществляют механическую обработку колеса в такой последовательности:
штампованную или кованую заготовку подвергают механической обработке по торцам венца и ступицы;
растачивают посадочный цилиндр ступицы (поле допуска H7);
механически обрабатывают торцы и наружную поверхность венца колеса (по диаметру выступов da2 – поле допуска h8);
обработанную таким образом заготовку надевают на оправку и нарезают зубья.
Для нарезания зубьев червячных колес внешнего зацепления основное применение имеет метод обкатки с помощью червячных фрез, представляющих собой точную копию червяков, с которыми будут зацепляться червячные колеса в редукторах. В процессе нарезания зубьев заготовка колеса и фреза совершают такое же взаимное движение, которое имеют червяк и колесо в работающей передаче.
В качестве основной базы при изготовлении червячного колеса принимают ось посадочного цилиндра ступицы, так как длина ступицы Lст > 0,8.dB [3, с. 151]. Принимать поверхность посадочного цилиндра отверстия в ступице в качестве базовой нельзя, так как она имеет погрешность формы. На посадочный цилиндр колеса проставляют допуск цилиндричности, равный половине допуска на размер [1, c. 401].
До нарезания зубьев заготовку колеса механически обрабатывают по цилиндру выступов с допуском радиального биения относительно основной базы (таблица 6).
П
а)
б)
Р
червячного колеса:
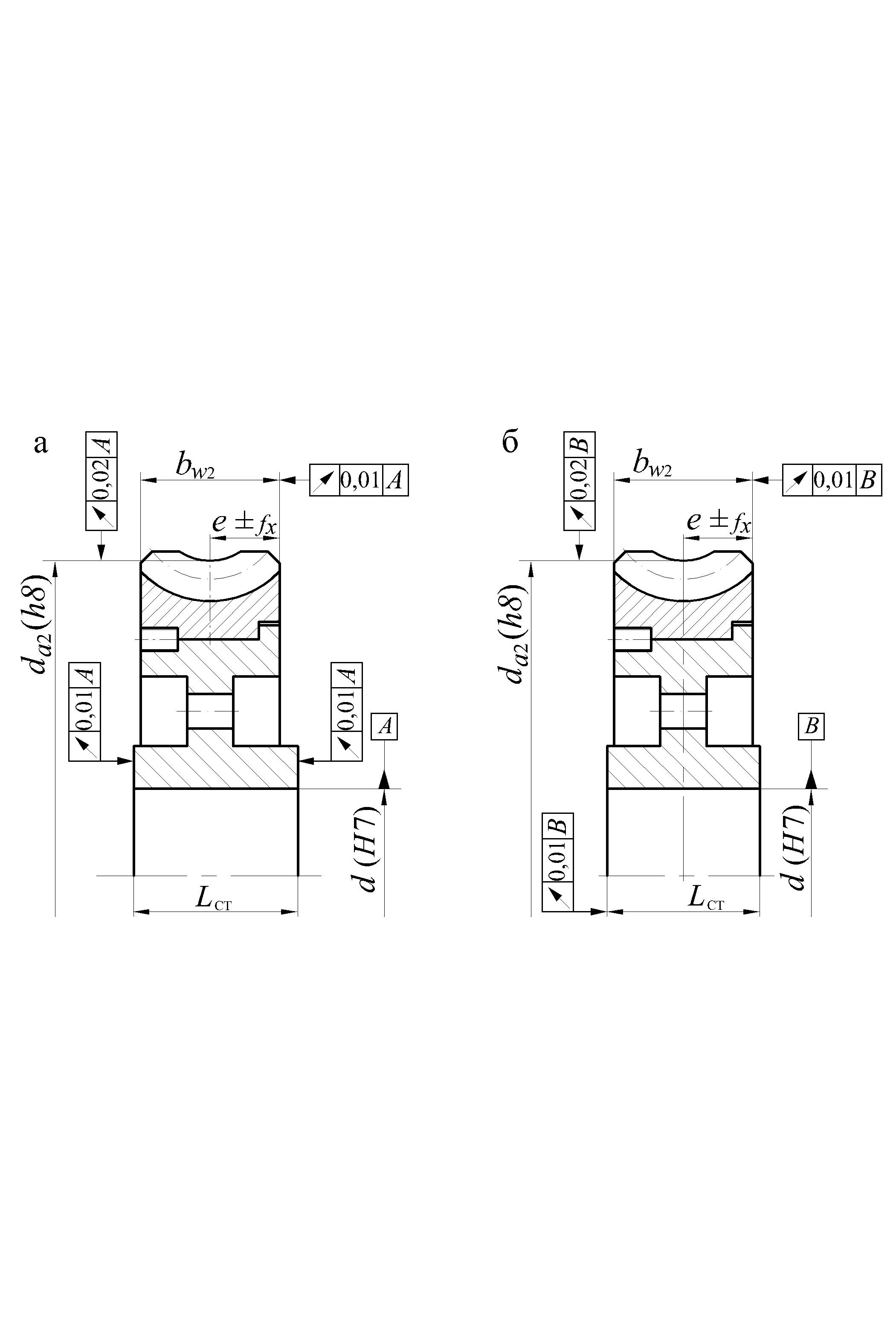
а – при несимметричной ступице колеса; б – при симметричной ступице
Если колесо не имеет плоскости симметрии (несимметричная ступица), то допуск торцевого биения на зубчатый венец и на ступицу колеса ставят с обеих сторон (рисунок 9, а).
Если же колесо симметричное, то допуск торцевого биения проставляют с одной стороны (на венец и ступицу), но так, чтобы линия стрелки-указателя допуска биения являлась продолжением размерной линии (рисунок 9, б).
На цилиндр выступов венца червячного колеса проставляют допуск радиального биения. Величину этого допуска следует выбирать по таблице 6 в зависимости от степени точности изготовления передачи и диаметра заготовки колеса.
На оба торца зубчатого венца и на оба торца ступицы назначают допуски торцевого биения. Величину допуска назначают с учетом степени точности изготовления и размеров колеса (таблица 7).
Таблица 6
Допуски радиального биения заготовок червячных колес по da венца [3, с. 153]
Степень точности |
Радиальное биение, мкм, при величине делительного диаметра d2 |
||||||
< 50мм |
< 80мм |
< 120мм |
< 200мм |
< 320мм |
< 500мм |
< 800мм |
|
6 |
12 |
16 |
20 |
22 |
26 |
32 |
40 |
7 |
20 |
25 |
32 |
36 |
42 |
50 |
60 |
8 |
32 |
40 |
50 |
55 |
65 |
80 |
100 |
9 |
50 |
60 |
80 |
90 |
105 |
120 |
160 |
Таблица 7
Торцевое биение зубчатого венца и ступицы червячного колеса [3, c. 140]
Степень точности |
Торцевое биение, мкм |
||||
венца колеса da2 =100мм |
ступицы (lСТ < dB) |
||||
шириной bW2 |
при диаметре сопряженного вала dB |
||||
до 55мм |
55…100 мм |
до 50 мм |
до 80 мм |
св. 80 мм |
|
6 |
17 |
9 |
20 |
30 |
40 |
7 |
21 |
11 |
20 |
30 |
40 |
8 |
26 |
14 |
30 |
40 |
50 |
9 |
34 |
18 |
30 |
40 |
50 |
Примечания. 1. При делительном диаметре колеса d2 , отличном от 100мм, табличное значение допуска торцевого биения зубчатого венца следует поделить на 100 и умножить на величину фактического делительного диаметра.
2. При длине ступицы lСТ > dB величину допуска торцевого биения ступицы следует увеличить на 40…50%.
На чертеже колеса обязательно численно проставляют предельное смещение средней плоскости в передаче + fx (рисунок 9). Величину этого показателя выбирают по таблице 8 в зависимости от степени точности и межосевого расстояния передачи.
Таблица 8
Показатель fx [3, c. 153]
Степень точности |
Межосевое расстояние передачи aW , мм |
||||||
< 80 |
> 80 < 120 |
> 120 < 180 |
> 180 < 250 |
> 250 < 315 |
> 315 < 400 |
> 400 < 500 |
|
6 |
22 |
25 |
28 |
32 |
36 |
40 |
42 |
7 |
34 |
40 |
45 |
50 |
56 |
60 |
67 |
8 |
53 |
63 |
71 |
80 |
90 |
100 |
105 |
9 |
85 |
100 |
110 |
130 |
140 |
150 |
160 |
На посадочный внутренний цилиндр ступицы колеса проставляют допуск цилиндричности и допуск на размер. Ось этого цилиндра принимают за основную базу при изготовлении и монтаже колеса и присваивают ей имя. Например, обозначают буквой В (рисунок 9).
Шероховатость поверхностей червячного колеса назначают в зависимости от точности изготовления его поверхностей согласно ГОСТ 3675–81:
базового цилиндра ступицы – Ra 1.6… 3,2 мкм при диаметре до 80 мм и Ra 3,2…6,3 мкм при диаметре св. 80 мм;
торцов зубчатого венца, ступицы и зубьев – в соответствии со степенью точности изготовления передачи (таблица 9);
остальных поверхностей – Ra 12,5 мкм (нерабочие поверхности оставляют механически необработанными).
Таблица 9